QC小组活动在工程项目质量管理实践中的应用
2024-01-21常畅
常畅

摘 要:项目质量是决定建筑工程项目成功的重要指标,项目质量的管理工作也是建筑工程项目管理中的工作重点。为保证项目的质量,通过分析影响工程质量的因素,采用一定的科学办法对项目的质量进行控制。进行项目质量管理时,项目存在一定的质量问题,或需要提升项目质量水平时,常采用的QC小组活动以及PDCA循环工作法,分析并解决质量问题,确保项目的质量,将项目的质量提升至较高水平。以某滑板公园及景观工程的工程质量改善过程为例,运用QC小组活动与PDCA循环工作法,进一步研究了QC小组活动在建筑工程项目质量管理方面的运用,以实现项目规定的质量目标。
关键词:QC小组活动;工程项目;质量管理
中图分类号:TU74 文献标识码:A 文章编号:2096-6903(2023)10-0063-03
0 引言
在建筑工程企業开展工程项目质量管理的过程当中,合理地将QC小组活动融入其中显得尤为关键。QC小组以活动机制较为灵活并且具有着较为丰富技巧和经验为优势,能够最大限度提升工程项目整体质量与管理水平,保证工程质量能够满足后期实际使用需求,对相关工程建设企业未来的可持续性发展也会起到十分积极的帮助作用。
本文对QC小组活动在工程项目质量管理实践当中的具体应用进行了分析,将PCDA循环质量管理模式融入其中,力求能够最大限度地发挥QC小组活动所具有的价值与作用[1]。
1 QC小组活动在工程项目质量管理实践中的应用案例
1.1 案例基本情况
以西康铁路秦岭隧道工程施工总承包项目为例,线路主线为双向六车道设置。工程内容主要包括隧道、道路、房建、道路改移改造、泄洪渠、机电安装、绿化、交通、装饰等工程。其中格栅钢架作为该隧道工程初支的重要部分,格栅钢架是用钢筋焊接制作成的拱架,支护洞体,它与锚杆、钢筋网片、连接钢筋、混凝土等组成一个刚体不让其垮塌,所以其焊接制作工艺的好坏直接影响格栅钢架的强度[2]。
2021年年中,现场管理人员将已经验收的格栅钢架焊接合格率与当时现场已经验收的格栅钢架焊接合格率进行对比。验收数据显示:左洞ZK3+396.555~ZK3+426.555、右洞YK3+420~YK3+450已经验收的格栅钢架焊接的平均合格率为93%。格栅钢架焊接合格率汇总如表1所示。
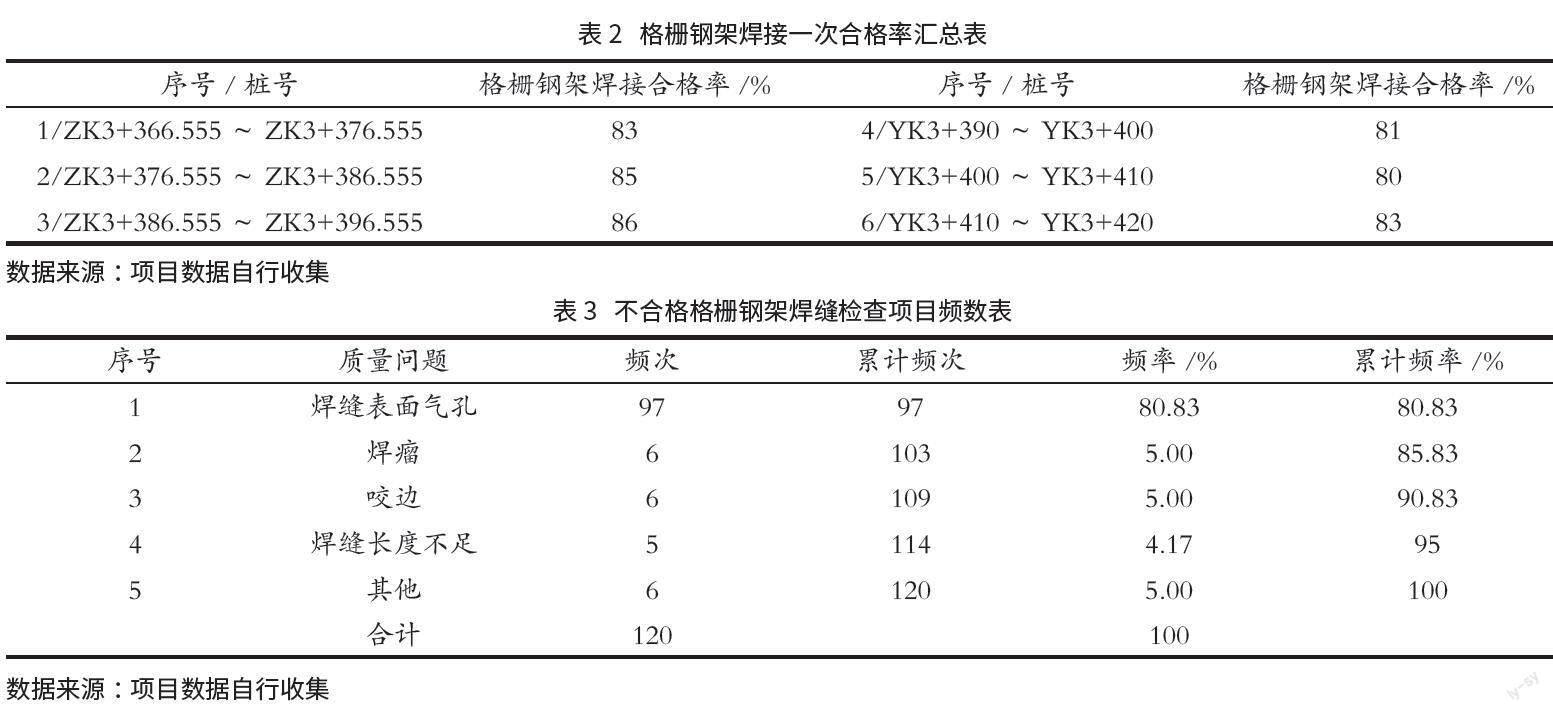
近期现场实际情况显示:左洞ZK3+366.555~ ZK3+396.555、右洞YK3+390~YK3+420已经验收的格栅钢架焊接的平均合格率为83%。格栅钢架焊接一次合格率汇总如表2所示。
通过对比以往数据及施工现场实际情况,发现现阶段现场已经验收的格栅钢架焊接平均合格率为83%,偏低。
此外,项目管理人员在对焊缝进行外观检查中,发现部分钢筋焊缝中有气孔、裂纹、未熔合、夹渣、焊瘤、咬边等缺陷,故随机抽取6条共计720条进行调查,通过现场外观检查,发现不合格点数合计96个,焊接质量合格率为83.33%。对不合格点进行研究分析,按照不同缺陷类型对不合格点进行分类,焊缝外观检查结果如表3所示。
根据表1~3可知,在格栅钢架焊接施工的质量问题中,气孔占质量问题的80.83%,即格栅钢架焊缝表面气孔是本工程的焊接质量合格率低的症结所在。
1.2 计划阶段
1.2.1找出影响焊缝表面气孔的末端因素
QC小组根据对施工现场实施情况的调查,结合影响质量的人员、机械、 材料、方法、环境5大要素进行全面分析。
QC小组确定影响“焊缝表面气孔”的因素有以下5方面:①人员方面。焊接质量技术交底缺少考核,焊接作业防护用品不足。②机械方面。电焊机数量不足、焊缝检查仪没有定期保养。③材料方面。焊丝受潮严重,钢筋母材C、Si和Mn元素不满足要求。④方法方面。待焊钢筋未清理杂质,焊接电压或电流设定不合理;焊接速度太快。⑤环境方面。焊接时风速过大。
1.2.2确定主要原因
经过因果分析图分析,焊缝表面气孔的末端因素有10个,QC小组对末端因素逐一分析论证,并通过现场测量、试验、调查分析等方式确定焊缝表面气孔的主要原因[3]。导致焊缝产生气孔的3点主要原因有:①待焊钢筋未清理杂质。②焊丝受潮严重。③焊接时风速过大。
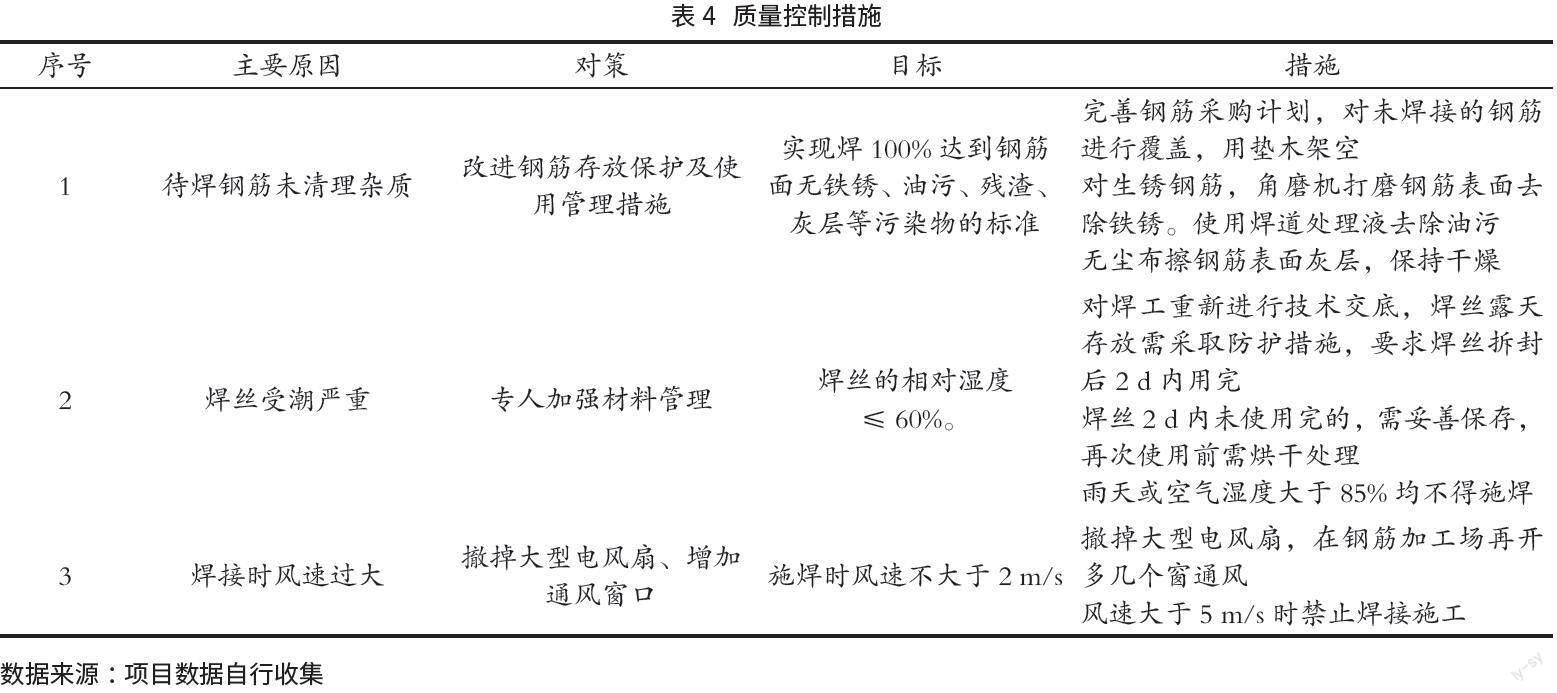
1.2.3制定具体的改善质量措施
针对于影响该隧道工程项目焊缝表面气孔各项因素,明确需要改善的内容,制定对应可行的施工策略,并制定对应的质量控制办法,并在PDCA循环的下一阶段实行。质量控制措施如表4所示。
1.3 实施阶段
1.3.1“待焊钢筋未清理杂质”对策实施
为实现焊100%达到钢筋面无铁锈、油污、残渣、灰层等污染物的标准,QC小组采取了以下4点控制措施:①完善钢筋采购计划,用彩条布对未焊接的钢筋进行覆盖,用垫木架空,以防受潮。②对生锈钢筋,使用手持式角磨机装上钢丝刷盘,对待焊区域母材表面进行打磨,利用刷盘高速旋转与锈蚀的钢板表面进行快速的摩擦,起到刮除的效果[4]。③去除铁锈后,将焊道处理液均匀涂抹在需要处理的钢材表面,该处理液无特殊的操作环境要求,无毒低腐蚀,不会损伤钢筋本身。保持10~15min或更长时间后,钢材表面成银白色表面,美化外观,同时钝化不锈钢表面,提高抗腐蚀能力。④无尘布擦洗母材钢筋表面灰尘,保持干燥。
1.3.2“针对焊丝受潮严重”对策实施
为了控制焊丝的相对湿度≤60%,QC小组成员通过对焊工重新进行了二次技术交底,要求焊丝拆封后尽快在2 d内使用完,在焊丝使用时对露天存放的焊丝覆盖一层塑料膜,防止灰尘和雨水,避免焊丝受污染和潮湿[5]。不能在2 d内使用完的焊丝再次使用前用烘干箱烘干,箱内温度设定30~50℃,相对湿度不大于60%,烘烤时长以1~2 h为宜。雨天或空气湿度大于85%均不得施焊。
1.3.3“针对风速过大”对策实施
为了有效地解决风速过大对CO2气体保护焊造成的影响,QC小组成员根据焊接现场实际情况,撤掉大型电风扇、在钢筋加工厂增加通风窗口、密切关注风速。
1.4 检查阶段
1.4.1课题目标是否实现
在结束上一阶段的内容后,从左洞ZK3+306.555~ZK3+336.555、右洞YK3+330~YK3+360中,每50 cm一榀的格栅钢架焊缝中随机抽取6条共计720条进行调查。通过现场外观检查,格栅钢架焊接合格率为96.94%。
1.4.2小组活动经济效益
对策实施后,焊接质量合格率由83.33%提高到96.94%,本项目一榀格栅钢架焊缝600处,10 cm一处,一榀格栅钢架焊缝总长度为60 m,预计一共总长度12 000 m,有1 633 m长的焊缝避免了返修。专业分包队伍有焊工16名,一名熟练的焊工每天可焊接9 m长焊缝,考虑到返修的难度比新焊接焊缝的难度大,要把原不合格焊缝清理掉,清洁表面后再重新焊接,故予以1.5倍的折减,即焊工每天可焊接6 m长焊缝。因此预计可节省大约27.5 d的时间。
节省的返工费用包括:①人工费用。人工成本节省了162 250元。明细见表5。②材料费用。每米焊缝约需焊丝1.5 kg,焊丝单价18元/kg,焊丝材料节省了44 091元。③其他开销。增设通风窗户、彩条布和材料垫木,花费了人工材料费10 500 元,购买的焊道处理液20瓶,每瓶20元,购买了手持式风速测试仪花费560元,QC小组活动问询调查产生的交通费用合计3 551元,总开销为15 011元。
综上,此次QC活动的经济效益=节约的费用-开销=191 330元。此次活动经济效益已由施工單位财务部门认定证明。
2 结束语
本次采用实例项目属于基础设施建设项目,现在建筑工程基础设施建设项目规模小、工序多、工期短、受重视高,所以此类项目的质量就不容有失,更明确了保证或提升该项目的质量为主要目标。在滑板公园及景观工程中的地面工程这个分项工程质量提升过程中,阐述了如何通过PDCA循环来进行建筑工程项目质量管理提升的过程。
根据分析项目实例中影响项目质量的人、材、机、法、环5大因素,检查建筑工程项目中实际存在的问题和出现的情况,通过不断地重复循环,从而发现项目中存在的质量问题。再对存在的质量问题进行分析,制定并严格执行相应的解决方法和措施,检查实施的效果,最后根据检查结果进行总结,吸取教训,不断地提高建筑工程质量管理的水平。
参考文献
[1] 康县锋,吴永朝.石油行业QC小组活动问题分析与探讨[J].中国石油和化工标准与质量,2022,42(4):52-53.
[2] 吴国贤,何美静,洪昌.QC小组活动在施工管理中的应用[J].建筑工人,2022,43(1):22-24.
[3] 明超.QC小组活动在白酒企业中质量提升策略[J].中国质量,2022(1):122-124.
[4] 王丽蓉,邵文兰,顾昱,李小康.新时代背景下电网企业如何高质量开展QC小组活动[J].上海电力大学学报,2021,37 (S1):99-100+104.
[5] 裴宗敏.QC小组活动在企业质量管理中的作用探讨[J].企业改革与管理,2021(22):52-54.
