分子蒸馏提纯α-亚麻酸工艺研究★
2024-01-12郝文来
郝文来,郝 健
(深圳市诚致生物开发有限公司,广东 深圳 518000)
0 引言
α-亚麻酸是细胞膜的重要组成成分之一和人体必须脂肪酸之一,可用来预防和治疗一系列与人类身体健康相关的疾病[1],因此,它是一种极具保健价值和医用价值的天然营养物质。α-亚麻酸的用途具体表现在预防和治疗心血管疾病[2]、阻止肿瘤的产生及生长、糖尿病的预防、防止高血压疾病、抗击各种炎症和过敏反应、增强与脑神经和眼神经相对应的学习记忆能力和视力等多个方面[3]。
为了得到这种保健和医用价值极高的α-亚麻酸,国内外众多科研工作者做了大量工作,研究出了多种提纯方法,如分子蒸馏法[4]、β-环糊精包合法[5],超临界CO2萃取法[6]、尿素包合法[7]等。就分子蒸馏法而言,许多研究成果都进行了一定程度的工业化生产。分子蒸馏法适用范围广,如分离提纯精油[8]和天然维生素[9]等多种天然物质领域、脱除动物脂肪中超量胆固醇等食品领域、脱除聚合物中影响产品质量的单体和处理石油精馏后残渣等化工工业领域,以及脱除化妆品和药品领域中某些检不出的重金属等。
针对α-亚麻酸的分离提纯,使用分子蒸馏法有许多优点,如分子蒸馏法作为一种纯物理的分离技术,其工作原理简单,即在真空条件下利用液态混合物原料中不同组分的蒸发速率差异进行各组分分离和提纯;提纯操作过程均在真空条件下完成,可以避免α-亚麻酸分子中3 个C=C 被氧化,大大提高了产品质量;同时,α-亚麻酸的热敏感性和沸点均较高,而且很容易挥发,分子蒸馏法则刚好因其真空条件和相对较低的加工温度使产物不会被破坏等。张运辉[4]通过分子蒸馏法得到α-亚麻酸含量提高将近15%;陈乐清等[10]采用分子蒸馏法分离纯化α-亚麻酸甲酯,在最佳工艺条件下得到α-亚麻酸含量提高26.91%;刘金菊[11]等采用分子蒸馏法,将上步得到的麻籽酸甲酯中的α-亚麻酸分离纯化,得到产物含量和提取率均高达80%左右。此外,分子蒸馏法还可以联合其他提纯方法,来达到更好的提纯效果[4]。
本研究以亚麻籽油为原料油,对亚麻籽游离脂肪酸的制备操作、使用刮膜式分子蒸馏设备进行分子蒸馏法提取α-亚麻酸的具体操作进行介绍,然后考察了蒸馏温度、蒸馏压力、进料速率、进料温度等实验条件下α-亚麻酸的分离提纯的质量分数和收率,得到最佳最佳实验参数,为工业化生产提供技术支撑。
1 实验部分
1.1 材料与仪器(表1、表2)

表1 仪器设备

表2 试剂药品
1.2 实验方法
1.2.1 亚麻籽游离脂肪酸的制备
制备1 mol/L KOH-乙醇溶液,然后按照体积比1∶5 的比例混合亚麻籽油与KOH-乙醇溶液,在80 ℃的恒温水浴锅中回流45 min,在冷却至室温的混合液中加入一定量的去离子水进行溶解,之后加入石油醚对其中不能皂化的部分萃取除去。将分层后的下层溶液用20%盐酸溶液进行酸化,调整溶液pH 至2~3,再次加入石油醚,充分搅拌混合,将完全混合的溶液移至分液漏斗,充分静置待其分层。分层后,将上层的有机相溶液从分液漏斗的口倒出,对下层的溶剂继续使用石油醚连续萃取至少3 次,将多次的有机相合并待用。用5%的NaCl 水溶液对有机相洗至中性,再加入无水硫酸钠脱除有机相中所含有的水分,通过55 ℃条件下旋蒸滤液,回收其中的石油醚,最终得到亚麻籽油的混合脂肪酸。
1.2.2 分子蒸馏法提取α-亚麻酸
亚麻籽油混合脂肪酸原料从分子蒸馏装置进料部进入设备内,通过刮膜装置将亚麻籽油混合脂肪酸原料均匀铺设于装置内蒸发面板上,通过控温系统精确控制温度。亚麻籽原料油在蒸发面板上经过均匀加热后,轻组分通过中间部位的冷凝气冷凝成液态溶液,然后进入收集装置中,亚麻酸重组分进入重组分收集器。重分子蒸馏器如图1 所示。
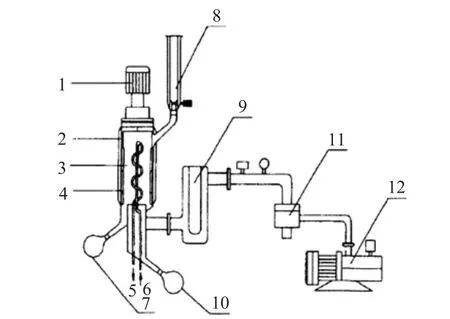
图1 分子蒸馏器
1.2.3 单因素实验
参照1.2.2 中的实验方法,研究了蒸馏温度、蒸馏压力、进料速率、进料温度对α-亚麻酸分离效果的影响。其中,蒸馏温度设置为80、90、100、110、120、130、140 ℃;蒸馏压力设置0.5、1.0、1.5 Pa;进料速率设置60、70、80、90、100、110、120、130、140、150 mL/h;进料温度设置20、30、40、50、60、70、80、90、100℃;刮膜器转速设置60、90、120、150、180、210 r/min。
1.3 分析方法
采用安捷伦气相色谱仪分析α-亚麻酸分离效果。色谱柱及其参数:色谱柱毛细管柱(30 m×0.25 mm×0.25 μm);进样口温度为250 ℃;柱温的起始温度180 ℃,10 ℃/min 升温至220 ℃,再以8 ℃/min 升温至250 ℃,保持13 min;检测器温度270 ℃;进样量1 μL,分流比20∶1;载气为氮气、氢气。
2 结果与讨论
2.1 蒸馏温度及压力对α-亚麻酸提取率的影响
进料速率为90 mL/h、进料温度90 ℃条件下时,不同蒸馏温度和蒸馏压力对α-亚麻酸收率及质量分数的影响如图2 所示。

图2 不同蒸馏温度及压力对α-亚麻酸收率的影响
从图2 可以看出,在温度相同的情况下,随着压力增加,α-亚麻酸收率增加。压力影响α-亚麻酸的沸点,增加压力α-亚麻酸沸点也会增加。换句话说,就是压力增加减少α-亚麻酸的蒸发,提高了α亚麻酸的收率。当压力过高时,温度越高,α-亚麻酸收率越低。常温常压下α-亚麻酸沸点位于230~232 ℃,在溶液属于重组分,但随着蒸馏温度增加,α-亚麻酸与轻组分一并蒸发去除率增加,从而减少溶液中α-亚麻酸的质量,降低α-亚麻酸的收率。
从图3 中可以看出,温度增加,α-亚麻酸的质量分数先增加后减小。随着温度的增加,溶液中轻组分被大量蒸发,从而α-亚麻酸的质量分数提高。当温度进一步增加,结合图2 分析,温度升高,α-亚麻酸的收率减小,溶液中亚麻酸的损失率增加,造成α-亚麻酸的有效质量减小,从而溶液中α-亚麻酸的质量分数减小。

图3 不同蒸馏温度及压力对α-亚麻酸质量分数的影响
α-亚麻酸质量分数越大,纯度越高,结合图2和图3 分析,蒸馏温度100~120 ℃、压力0.5 Pa,α-亚麻酸的分离效果最佳。
2.2 进料速率对α-亚麻酸提取率的影响
蒸馏温度110 ℃、蒸馏压力0.5 Pa 时,不同进料速率对α-亚麻酸质量分数的影响如图4 所示。

图4 不同进料速率对α-亚麻酸质量分数的影响
图4 可以看出,随着进料速率增加,α-亚麻酸质量分数下降,即α-亚麻酸纯度不断降低。因为,进料速率增加,物料在蒸馏装置中的停留时间缩短,轻组分的蒸发效率降低,溶液中轻组分增加,从而α-亚麻酸纯度降低。因此,在蒸馏过程中进料速率不能太快,也不能太慢。综合考虑α-亚麻酸纯度的影响,α-亚麻酸质量分数维持在76%~82%,进料速率在70~90 mL/h 最佳。
2.3 进料温度对α-亚麻酸提取率的影响
蒸馏温度110 ℃、蒸馏有压力0.5 Pa、进料速率80 mL/h 时,不同进料温度对α-亚麻酸收率和质量分数的影响如图5、图6 所示。
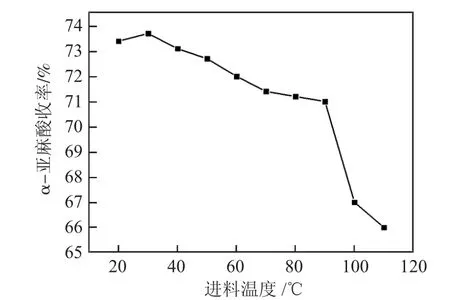
图6 不同进料温度对α-亚麻酸收率的影响
如图5、图6 所示,随着进料温度的增加,α-亚麻酸质量分数增加,收率下降。随着进料温度增加,溶液黏度减小,物料在预热器中有效蒸发面积变大,溶液中轻组分蒸发去除率提高,因而,α-亚麻酸质量分数增加。与此同时,预热温度增加导致α-亚麻酸损失率也增加,收率降低,当预热温度超过80 ℃以后,α-亚麻酸损失率显著增大,收率大幅度降低。因此,进料预热温度不宜过高,70~80 ℃最佳。
2.4 不同转速对α-亚麻酸提取率的影响
蒸馏温度110 ℃、蒸馏压力0.5 Pa、进料速率80 mL/h、进料温度75 ℃,考察了不同刮膜器速率对α-亚麻酸提取率的影响,如图7、图8 所示。

图7 刮膜器转速对α-亚麻酸收率的影响

图8 刮膜器转速对α-亚麻酸质量分数的影响
如图7、图8 所示,随着转速提高α-亚麻酸收率明显增加,当转速超过150 r/min 后,α-亚麻酸收率不再增加。但随着转速增加,α-亚麻酸质量分数缓慢增加,也就是纯度愈来愈高。这是因为,转速增加传质增强,轻组分挥发较快,当转速过高α-亚麻酸在溶液中的损失率变高,因而与轻组分抵消,收率维持不变,然而因为轻组分的不断挥发,α-亚麻酸的纯度会增大。因此,综合考虑转速150 r/min 时,α-亚麻酸分离效果最佳。
3 结论
1)本文以亚麻籽油为原料油,采用分子蒸馏法,研究了蒸馏温度、蒸馏压力、进料速率、进料温度、刮膜器转速对α-亚麻酸分离效果的影响。
2)研究结果表明,蒸馏温度越高和蒸馏压力不宜过高也不宜过低,100~120 ℃、0.5 Pa 时,α-亚麻酸分离效果最佳;进料速率越大,α-亚麻酸的停留时间越短,越不利于α-亚麻酸的分离,最佳的进料速率在70~90 mL/h;进料温度越高α-亚麻酸损失率越大,刮膜器转速150 r/min 分离效果最佳,最佳的进料温度为70~80 ℃。