可溶筛管在塔里木油田高温高压气井中的应用
2024-01-12魏军会景宏涛李建明
魏军会 ,景宏涛,谢 英,李建明,司 想
1.中国石油塔里木油田油气工程研究院,新疆 库尔勒 841000 2.中国石油塔里木油田克拉采油气管理区,新疆 库尔勒 841000
引言
库车山前陆盆地是中国重要的天然气勘探开发基地,为塔里木油田增储上产的主战场,油气主要富集于前陆冲断带[1-2]。该区域深层储集层埋深超过6 000 m,普遍高温(160~180°C)高压(不低于105 MPa),孔隙度6.0%~9.0%,渗透率0.1~1.0 mD,属于低孔低渗裂缝性气藏,具有“埋深较大,构造控藏、储量丰度高、高压和高产”的特点[3-6]。由于该区域地层压力系数较高,为保证井控安全,钻井过程中使用高密度泥浆来平衡地层压力。但用高密度泥浆会导致在完井阶段泥浆出现沉降和固结现象;为避免生产过程中出砂埋卡管柱,使井筒不利于清洁,常将管鞋下至射孔段顶部,但又会因地层含砂,长时间作业会造成井筒堵塞砂埋导致停产,修井处理难度大,周期长[7-9]。较长的修井工期使得产层长时间浸泡在重浆中,令储层污染严重,修井后产能恢复率低,严重影响气井的稳产及增产。
为此,研发了一种可溶筛管,该筛管可溶解在酸液中形成生产通道,在完井时有利于清洁井筒,达到清洁完井的目标。同时,可溶筛管与封隔器下部管柱使用销钉连接,在修井作业中,解封封隔器后打捞出封隔器及下部一段管柱,再下入专用打捞工具,上提可溶筛管,剪切丢手短节中的销钉,可实现分段打捞,减少作业量,提高修井效率,从而减小了在修井作业过程中对储层的伤害。该技术解决了库车山前陆盆地储层井眼清洁及小井眼快速修井问题,形成了塔里木油田库车山前特色的可溶筛管完井技术,取得良好的效果。
1 可溶筛管技术
可溶筛管技术涉及高温高压油气田油气井开采完井技术领域,特别是需要满足高温高压油气井清洁完井及安全高效修井作业两种需求,是一种能够实现低成本清洁完井及后期安全修井作业的工艺方法。
1.1 技术参数
可溶筛管本体材料为S13Cr,外径88.9 mm,与31/2′′(1′′=2.54 cm)油管外径相同,长5 m,内径74.0 mm,筛管孔密度16 孔/m,孔径为M16×1 的密封型螺纹孔,见图1[10]。为了保证筛管的屈服强度和抗拉强度,孔眼之间的距离62 mm,相位角为90°,筛管两端为直连型双级扣,入井前筛管安装可溶孔塞,在5 根筛管之间设计一个直联型提拉式丢手接头(图2)。
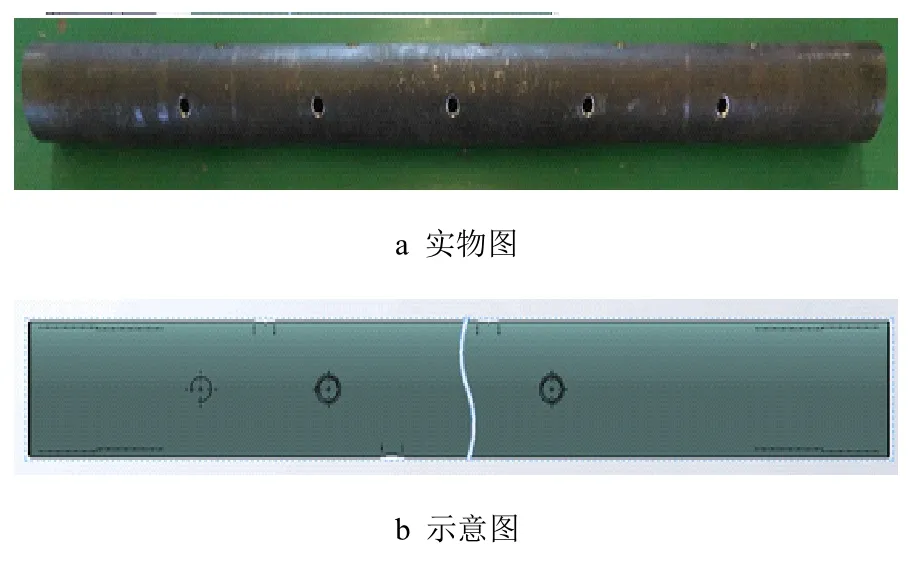
图1 可溶筛管结构图Fig.1 Structure diagram of dissolvable screen

图2 可溶孔塞图Fig.2 Structure diagram of dissolvable hole plug
可溶孔塞结构(图2)设计最大密封直径为19 mm,孔塞安装螺纹为M16×1,在可溶孔塞上安装耐高温密封件,与可溶筛管本体实现密封。可溶孔塞厚度分为2、3、4 和5 mm,根据可溶孔塞的酸溶实验数据选择厚度4 或5 mm 的酸溶材料[11]。
丢手接头结构见图3,丢手接头外径88.9 mm,内径70.0 mm,总长1.96 m,接头为机械提拉式,销钉绕圆周4 等分,3 排12 只。可根据下入井下深度所挂筛管的重量及设计的安全系数调整脱手销钉的数量。
1.2 可溶孔塞优选
1.2.1 土酸溶解性能
为了优选出一种确保被土酸在30~40 min 内完全溶解溶蚀的金属材料[12-14],实验采用3 种酸溶金属材料(A、B 和C)进行对比实验,分别测试在70、90、110、130、150 和170°C时的溶解性能,结果如图4 所示。
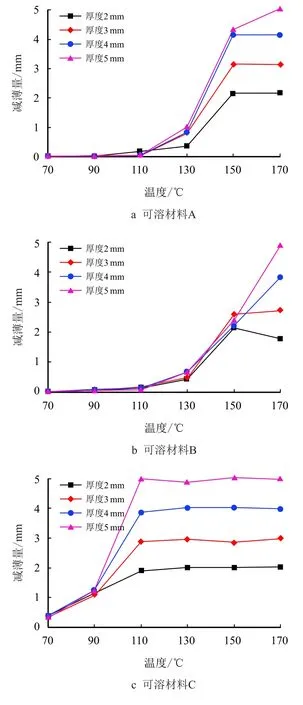
图4 可溶材料A、B 和C 减薄量随温度变化趋势图Fig.4 Trend of acid dissolvable materials A,B and C thinning with temperature
从可溶材料A、B 和C 等3 种材质不同厚度试样的减薄量随温度变化趋势可见,随温度升高,3 种材质的减薄量增大,即溶解速率增大。酸溶材料A 和B 在温度不超过110°C时,溶解较慢,超过110°C后,减薄量明显增大,即溶解速率快速增大,温度达到170°C时,所有厚度试样全部溶解。
由5 种材质(可溶材料A、B、C、P110 和双相不锈钢2205)在酸液中的减薄量对比图(图5)可见,酸溶材料C 减薄量最大。实验表明,温度达110°C时,该材料所有厚度试样已经全部溶解。因此,优选材料C 进行进一步评价。

图5 5 种材质在酸液中的减薄量对比图(150 °C)Fig.5 Comparison of five material thinners in acid liquid(150 °C)
1.2.2 泥浆溶解性能
模拟可溶孔塞在库车山前钻井泥浆中的耐腐蚀性。实验条件为:170°C,克深24-A 井现场油基泥浆(2018-07-03 取样,密度1.72 g/cm3,漏斗黏度10 s,Cl-浓度36 000 mg/L),用量不低于20 mL/cm2;实验时间48 h。
实验结果表明,材料C 抗腐蚀性能最优,在腐蚀环境前后质量无变化,且表面未发现腐蚀情况。
1.2.3 水介质溶解性能
模拟可溶孔塞在库车山前气田水中的耐腐蚀性。实验条件为:170°C,Cl-浓度50 000 mg/L,实验时间168 h。
实验表明,在实验的水介质腐蚀环境中,168 h实验后,可溶材料A、B 和C 均发生层片状或块状脱落,见图6。

图6 水介质腐蚀实验168 h 后样品性状Fig.6 Sample behavior after 168 h water dielectric corrosion test
1.2.4 甲酸盐完井液耐腐蚀性性能
模拟可溶孔塞在库车山前高温高压气井中的完井过程,在甲酸盐完井液中的耐腐蚀性。实验时,将试样(每组3 个)放入老化罐,充压2 MPa,放入已升至设定温度的恒温箱中,恒温时间定为0.5 h,测试可溶孔塞在甲酸盐完井液中的耐腐蚀性能,结果见表1。
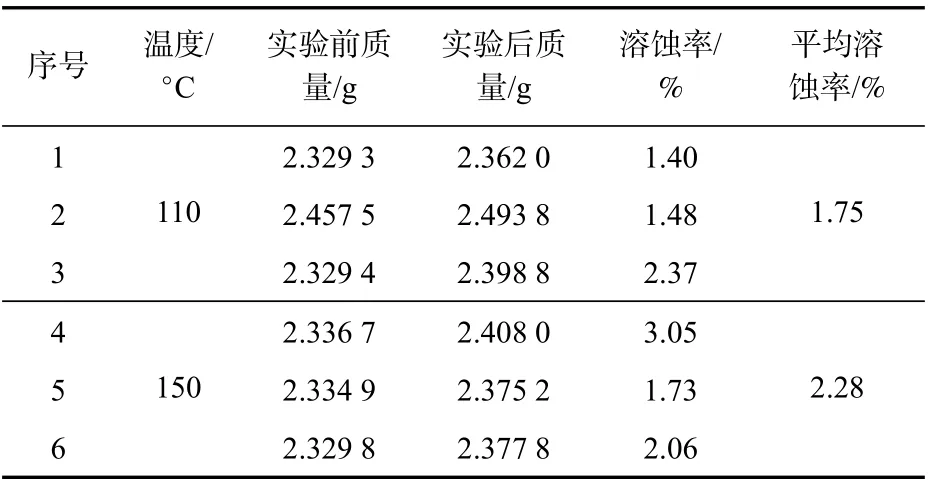
表1 可溶孔塞甲酸盐完井液的耐腐蚀性能测定结果Tab.1 Corrosion resistance of dissolvable pore plug in formate completion fluid
甲酸盐完井液腐蚀性能实验表明,可溶孔塞在库车山前高温高压气井甲酸盐完井液中,实验后质量有所增加,甲酸盐完井液pH 值无明显变化。
1.2.5 酸液溶蚀实验
后期高温高压气井一般会经历改造增产,需要对产层段进行酸化,因此,对应产层段的可溶筛管中的可溶孔塞材质在酸液中应具备完全溶解性能,为后期油气生产提供通道[15]。由于可溶筛管对应产层段,而产层段温度较高,压力较大,故需要可溶孔塞材质在高温高压条件下能够完全溶解。实验条件为6 MPa,110°C,12.0%HCl+3.0%HF+5.1%酸化缓蚀剂(3.4%缓蚀剂A+1.7%缓蚀剂B),验收标准为可溶孔塞完全溶解。实验表明,在该酸液中可溶筛管溶解时间最大为2 h。
1.3 物理性能测试
1.3.1 抗内压实验
使用实验设备:井下工具功能性检测系统,上扣扭距扳手,150 型试压泵,高压管线等。
实验过程:将可溶筛管清洗干净,去除毛刺安装可溶孔塞,先在可溶孔塞上安装好密封圈,再拧入筛管的螺孔中。将可溶筛管一端封闭,另一端拧上试压接头,接上试压管线。开泵打压15 MPa,稳压15 min 不降。继续打压35 MPa 测试直连双级扣的密封强度,稳压15 min 不降,实验原理示意图与实物图见图7。
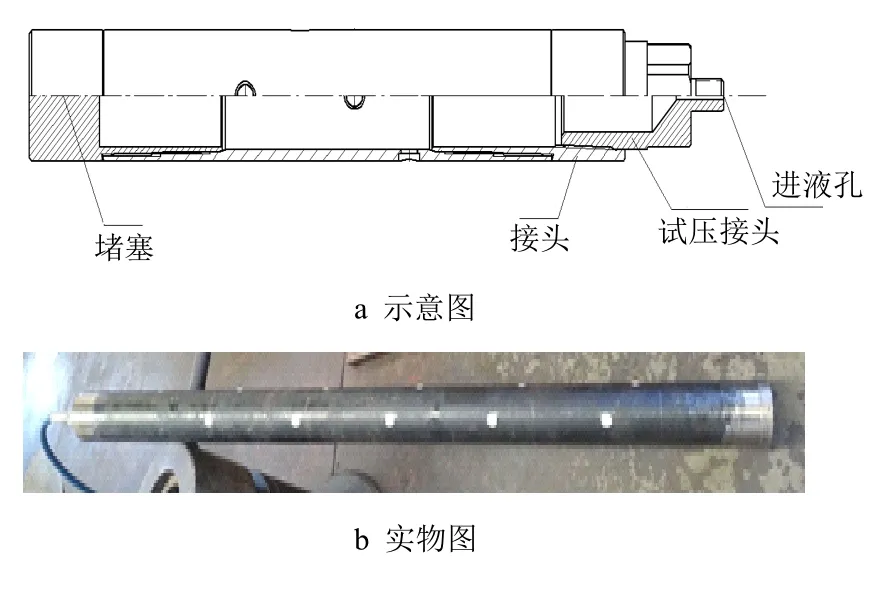
图7 抗内压实验Fig.7 Diagram of the anti internal pressure experiment
1.3.2 抗拉载荷测试
将筛管两端连接在液动拉伸机上,然后打压,液体推动液缸实现拉伸,液缸的压力1 MPa 提供10 kN 的拉伸力,示意图与实物图见图8。

图8 抗拉载荷实验Fig.8 Diagram of tensile load experiment
筛管两端连接后,开泵打压做650 kN 的载荷实验,根据液缸的压力1 MPa 提供10 kN 的等量关系,向液缸注入65 MPa 的压力。
可溶筛管抗拉载荷实验结果表明:1)打压68.41 MPa,稳压15 min,无明显降压现象,压力数据显示为68.25 MPa。2)筛管的实验抗拉载荷为650 kN;测量筛管的密封孔为19.1 mm,无变形。3)31/2′′平式油管的线重实测为13.84 kg/m,抗拉安全系数完全满足施工要求。
1.4 丢手短节性能评价
1.4.1 抗拉性能评价
试验条件:丢手短节可通过设定不同数量的剪切销钉,从而实现在设定剪切值下出现剪切,实现丢手功能[14-17]。为了验证丢手短节能够在设定的剪切值下,进行了丢手短节剪切试验。
试验中,剪切销钉数量为12 个,丢手短节设定的剪切值为14 t。图9 为丢手短节剪切试验结果,该丢手短节在拉力为21.4 t 时发生突变,表明丢手短节剪切销钉发生断裂,丢手短节实现丢手[16-19]。考虑到该试验系统摩擦阻力6.9 t,丢手短节剪切值为14.5 t,达到了试验设计要求。

图9 丢手短节剪切试验曲线Fig.9 Shear test curve of released nipple
1.4.2 丢手短节在压裂施工中的安全分析
1)压裂过程中纵向受力分析
丢手短节所受重力以150 m 管柱计算,该短接质量2 835 kg。丢手剪钉所受摩擦阻力主要是丢手短节剪钉以下到可溶筛管出口这段管柱(2 m)所受到的摩擦阻力;以施工最大排量5 m3/min、井深7 000 m 计算液体到达丢手位置所产生的摩擦力;每流经2 m 沿程摩阻增加0.02 MPa,产生的摩擦力为8.7 kN(约对应0.87 t);目前使用的丢手短节有3 排剪钉,每排6 颗,剪切每颗需要1.167 t,剪切丢手力为21 t[20-22]。因此,丢手短节所受纵向力在安全范围内。压裂施工前可溶孔塞已全部溶解完,可溶筛管孔径16 mm,每根可溶筛管长4.39 m,有84 孔。可溶筛管过流面积为16 880.64 mm2,31/2′′油管过流面积4 534.16 mm2,可溶筛管过流面积是31/2′′油管过流面积的3.7 倍。压裂液通过坐封球座后,只流经1.81 m 丢手短节即进入可溶筛管,无节流且增大了2.7 倍过流面积,对剪钉无纵向剪切力。
2)压裂施工过程中横向受力分析
丢手接头的上接头与下接头的配合间隙只有0.10~0.15 mm,长度158 mm,且安装有高温密封圈进行密封。每颗剪钉对应一个独立销钉槽用螺纹固定,管柱发生横向摆动时接头本体受力,不会对剪钉产生破坏性剪切。为了防止管柱震动使剪钉固定螺纹松动,剪钉退出剪钉槽,可采用涂抹高温厌氧胶加以固定[21-24]。
3)压裂施工中的安全分析
封隔器下部管柱重量为2.84(t150 m 下部管柱为例);在排量5 m3/min,7 000 m 井深条件下,通过丢手位置产生摩阻0.87 t,18 个销钉受力21 t,满足安全条件;流体通过丢手工具时,由于连接的可溶筛管过流面积大,丢手短节不受剪切力影响;在丢手工具制造工艺上,上下接头间隙0.10~0.15 mm,且每个销钉对应独立销钉槽,在产生横向震动(10~12 mm)时丢手本体受力,销钉不受力;丢手工具在压裂过程中满足安全需求。
1.5 完井管柱设计
管柱配置油管+安全阀+油管+封隔器+93.2 mm 直连油管(50 m)+球座+可溶筛管(射孔段)+直连油管+打孔筛管(2.4 m)+管鞋;球座下部每30 m 管柱配置丢手短节1 个,管鞋下至人工井底轻度支撑,见图10[25-27]。
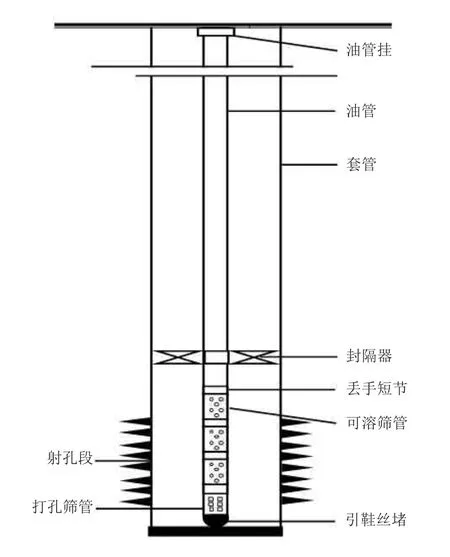
图10 可溶筛管完井管柱Fig.10 Dissolvable screen completion string
施工步骤:1)下完井管柱,安装采气树。2)利用打孔筛管反循环替换出井筒以及油管内部的重泥浆。3)封隔器坐封。4)注酸或利用改造酸液溶掉可溶孔塞。
2 现场应用对比分析
2.1 常规管柱
以深A 井为例,该井完井管柱如图11 所示。该井设计了两个射孔段,分别为7 586.00~7 651.00 m 和7 480.00~7 580.00 m。下51/2′′CHAMP封隔器四阀一封测试管柱至井深7 066.30 m 对7 586.00~7 651.00 m 进行酸压测试求产,油压91 MPa,套压32 MPa,日产气33×104m3;然后,下入完井管柱,管鞋下深7 400.00 m,进行笼统改造,改造后油压60 MPa,日产气17×104m3。

图11 克深A 井完井管柱图Fig.11 Completion string diagram of Well Keshen-A
分析认为,完井投产管柱管鞋下深7 361.39 m,距射孔顶界(7 480.00 m)118.61 m,距离下部射孔段底界(7 651.00 m)289.61 m,故封隔器坐封后,管鞋以下仍有289.61 m 的高密度泥浆垫,在下完井管柱过程中,经过8 d 井底高温沉淀,形成泥浆段塞,导致下部井段放喷过程中井底阻力大,且酸压沟通下部储层困难。因此,该井下部层段流体通道被严重堵塞,气井产量低。若完井管柱下至射孔段底部,虽然可以实现完全替液,但又会由于出砂、结垢严重,射孔段管柱经常被埋卡,油压波动严重,影响稳产,并会延长大修工期。
2.2 可溶筛管
2019 年,可溶筛管首次应用于塔里木油田迪那AA 井大修作业中,该井由于钻井过程中,井下情况复杂,事故完井,完井后井筒内被2.34 g/cm3的重泥浆长期浸泡,地层压力106.2 MPa,地层温度136.1°C。修井采用密度1.80 g/cm3油基修井液,下完井管柱期间,泥浆静置5 d。修井作业完井管柱结构见图12。迪那AA 井投产后8 mm 油嘴生产,油压57 MPa,日产气48.60×104m3,日产油46.66 t,产能恢复率达到89%。
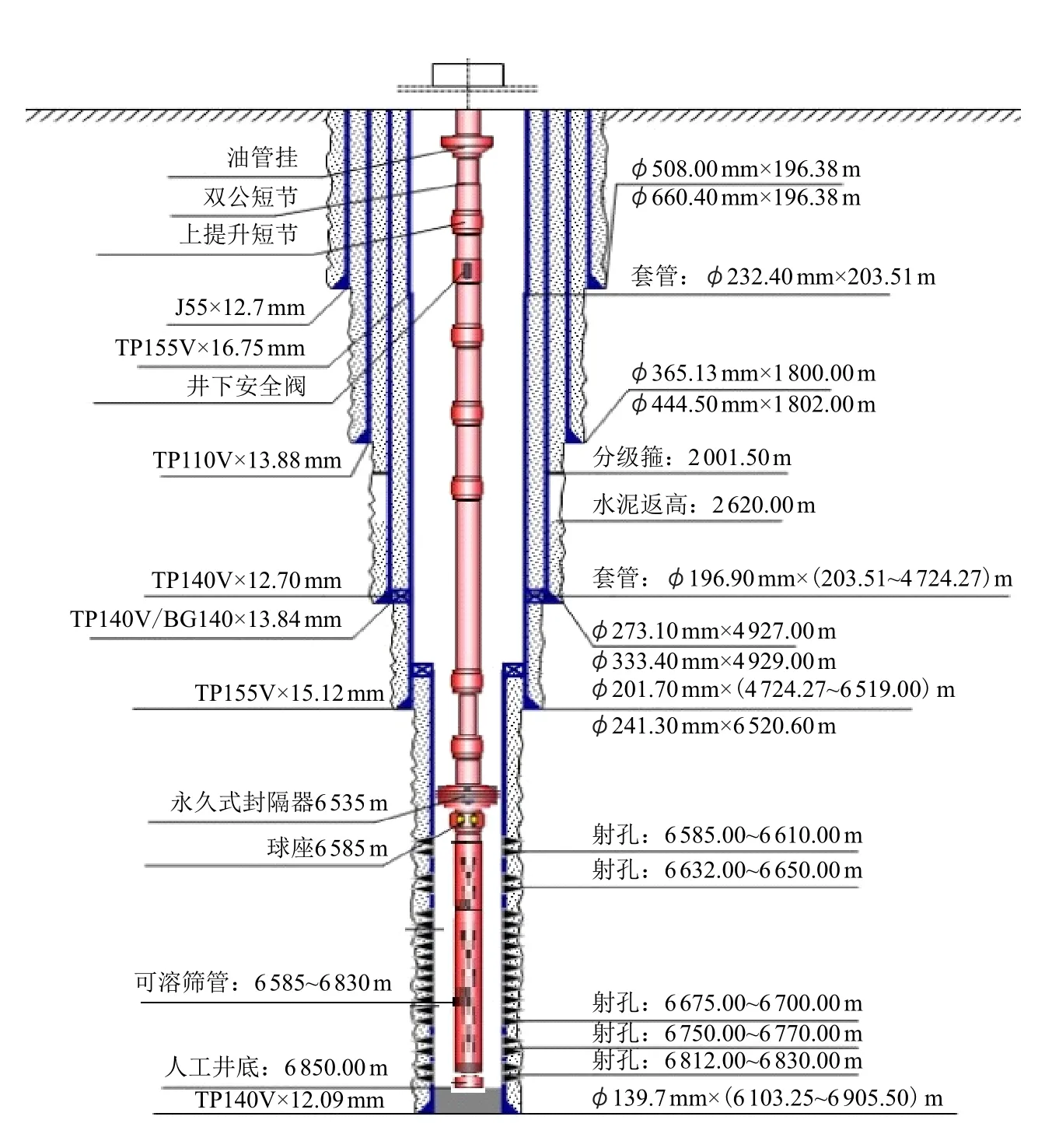
图12 迪那AA 井完井管柱图Fig.12 Well Dina-AA completion string diagram
同年,大北30A 井修井后,应用可溶筛管完井技术,且进行加砂压裂,最高排量4.41 m3/min,泵压109 MPa,最高加砂浓度324.50 kg/m3,安全施工。5 mm 油嘴放喷,油压84.38 MPa,无阻流量由作业前的55.12×104m3/d,增加到措施后的239.77×104m3/d,增加了3.35 倍,使用效果良好。
可溶筛管在现场5 口井的应用表明,该技术能缩短大修工期(缩短工期1/3,见图13),获得良好清洁完井效果,提高了大修后产能恢复率:常规管柱大修后产能恢复率平均78.17%,可溶筛管大修后产能恢复率平均211.58%(图14),提高了1.71 倍,配合改造工艺后无阻流量平均恢复率可达276.00%。

图13 库车山前修井周期Fig.13 Workover period in front of Kuqa Mountain
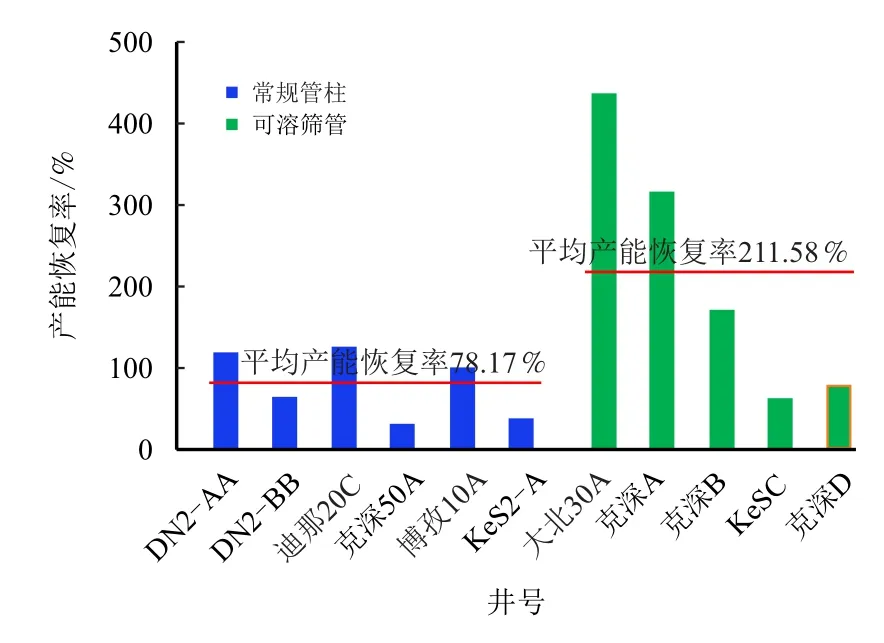
图14 库车山前修井后产能恢复率Fig.14 Recovery rate of production capacity after well workover in front of Kuqa Mountai
3 结论
1)库车山前陆盆地的气井地层压力系数较高、埋深较大、高温高压,导致清洁完井困难,修井周期长,修井后产能恢复率低,严重影响气井的稳产及增产。为此成功研制出可实现酸溶筛孔、分段打捞的可溶筛管,实现充分替液,达到清洁完井和安全高效修井的目标,提高修井效率,减小修井作业对储层的伤害。
2)可溶筛管满足抗内压35 MPa,稳压15 min不降的密封设计要求;并且抗拉载荷实验650 kN,筛管无变形,抗拉安全系数完全满足施工要求。可溶孔塞满足在110°C时,全部溶解;在模拟气田水介质腐蚀环境中,经168 h 后,发生层片状或块状脱落;在油基泥浆及甲酸盐完井液中均无明显变化。各属性满足井下工况要求。
3)可溶筛管在库车山前修井应用表明,该技术缩短了修井周期,提高了产能恢复率,获得良好的清洁完井效果,可在类似区域推广使用。