热轧SPA-H薄规格稳定轧制分析与改进
2024-01-10余宣洵石东亚孙照阳
赵 虎,余宣洵,石东亚,孙照阳
(1.马鞍山钢铁股份有限公司技术中心,安徽 马鞍山 243011)
马钢1580生产线产品厚度规格在1.2~12.7 mm。在SPA-H生产初期1.9 mm和1.6 mm极限规格产量低,成材率低,并且频繁出现头部轧破、甩尾、堆钢,严重地影响了1580产线的产量和成材率,加大了轧辊和设备的损耗。目前1580能批量生产SPA-H 1.9 mm和1.6 mm极限规格,本文重点介绍SPA-H薄规格稳定轧制过程中遇到的各类问题及一些技术难点。SPA-H 1.6 mm和1.9 mm已经基本接近此钢种的极限规格,轧制时对温度、速度、负荷分配、板型、坯料尺寸和状态、化学成分以及配备轧辊的要求都十分苛刻,而且随着轧制厚度的减小,操作难度急剧增加,如果操作调整稍有不当,轻者会造成甩尾,严重时会导致堆钢,损坏轧辊及其它设备,对生产的稳定性及连续性产生影响。
1 薄规格轧制存在主要问题
1.1 穿带头部F7出口起浪、飞翘
1580薄规格SPA-H轧制初期,最常遇见的问题就是穿带完成后头部起浪和飞翘事故,由于此钢种温降大,需要较高的穿带速度来提高带钢温度保证轧制稳定性,而穿带速度快又制约着轧制的稳定性,使调整更加困难,轧制时常出现头部飞翘、起浪、甚至轧破堆钢。

图1 精轧出口带钢头部起浪和飞翘
在轧制薄规格时,由于工艺、轧制状态及外界环境影响程度的变化,产生了不平衡的变形,导致带钢上下面变形不均,下表面延伸大于上表面,带钢头部出现向上弯曲[1]。再加之带钢本身在高速运行中受轧机导卫板、活套辊和空气的阻力作用又会产生飞飘。二者作用的叠加就产生了飞翘现象。控制飞翘的实质就是要控制带钢的头部弯曲。
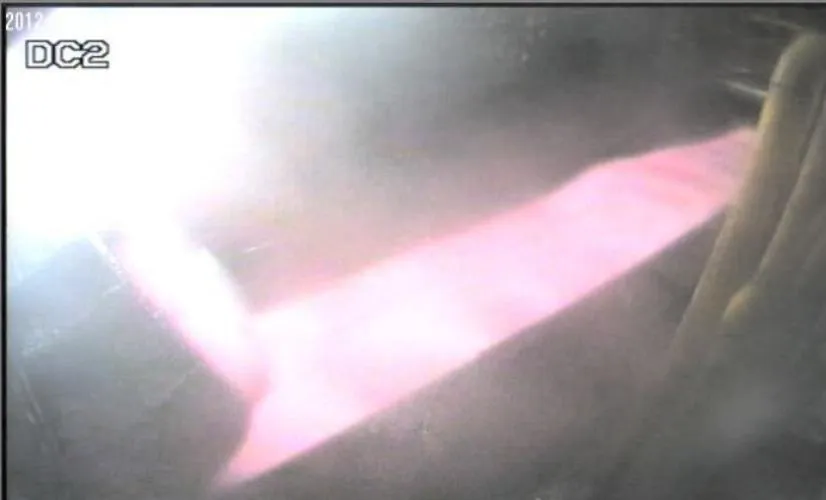
图2 带钢进卷取机头部飞翘
1.2 抛钢尾部甩尾、轧破
薄规格带钢轧制的另一难点就是甩尾。SPA-H薄规格也不可避免的遇到甩尾问题。甩尾是指带钢尾部离开轧机时,甩向一侧或向上导致尾部折叠轧过下一架轧机的现象。甩尾后容易造成轧辊粘钢、凹坑、甚至掉块;带钢尾部撕裂、破碎、甚至飞出碎片;带卷尾部破烂不堪;连续生产可能造成批量质量缺陷。
1580在SPA-H减薄生产中也发生了较多甩尾、轧破事故,造成后续带钢切损较多,影响了生产的连续性也增加了轧辊及设备的损耗。发生甩尾的轧件尾部表现为中浪大或单边浪过大,轧件单侧延伸大,另外加之尾部失张后,宽展增加,轧件在侧导板的夹持下,极易形成叠轧,导致甩尾的发生。

图3 甩尾造成的轧辊表面
2 薄规格轧制问题原因分析
2.1 飞翘产生原因分析
2.1.1 带钢变形不均
轧辊不均匀磨损、工作辊磨削质量、轧辊热凸度和来料上下表面温差影响及辊压配置不合理等因素造成的带钢变形不均,变形区内应力状态出现较大程度的不对称,致使带钢头部发生弯曲。轧辊不均匀磨损和工作辊磨削质量产生的飞翘是周期变化的,轧辊一旦更换后,带钢的飞翘随之大幅减轻或消失;轧辊热凸度过大而产生的飞翘具有时间性,在一个轧制单元中初期烫辊轧制或轧制节奏较慢时不会出现飞翘,但在轧制节奏加快、轧制量增加时,该现象便相继出现。
2.1.2 辊径和辊压的影响
辊径的变化会引起辊面高度的变化,实验表明,当辊面高度控制在轧制线以上15~20 mm区间飞翘的程度最轻,当辊压为下压时,飞翘程度不大;辊压为≥0.15 mm的上压时飞翘会加剧,这是因为薄规格轧制温度低粘着作用小[2],带钢向快辊侧弯曲,从而使飞翘加剧。辊面高度、辊压与飞翘程度的关系见图4。
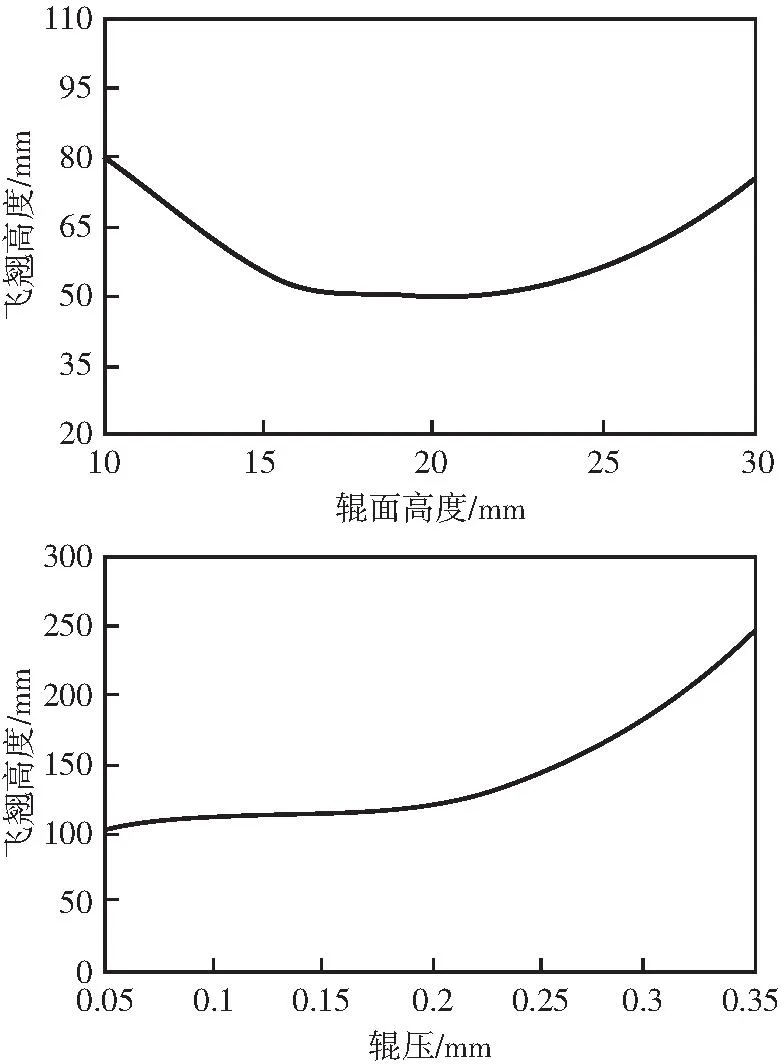
图4 辊面高度、辊压与飞翘程度的关系
2.1.3 轧制速度和压下率的影响
轧制速度和压下率是通过改变变形区带钢应力状态对飞翘产生影响的。在目前变形条件下它们主要影响到飞翘的程度。当轧制速度和压下率增加时带钢飞翘加剧,反之则减轻。轧制速度对飞翘的影响程度较小。虽然降低轧制速度和压下率对在一定条件下控制飞翘比较有效,但由于降低轧制速度会影响到带钢终轧温度的控制,降低压下率会影响到精轧机组负荷分配和正常的轧制状态,甚至影响到带钢性能,因此,通过调整轧制速度和压下率的手段来改善飞翘程度是非常有限的。轧制速度、压下率与飞翘程度的关系见图5。
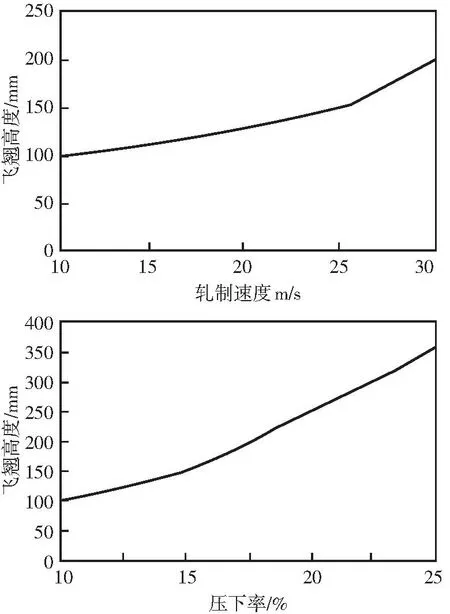
图5 轧制速度和压下率与飞翘高度的关系
2.2 甩尾轧破产生原因分析
2.2.1 来料因素
来料因素指的是炼钢板坯来料带来的尺寸、成分等的缺陷,以及板坯经过粗轧轧制后产生的中间坯缺陷,主要有以下几方面:
(1)板坯材质不均:炼钢来料成分控制不均直接影响热轧轧制稳定性,炼钢必须保证钢种和成分属实,严格控制成分,保证钢种和成分能够对应。
(2)板坯侧弯、楔形或S形:即板坯或中间坯轧制过程中出现侧弯、S形或楔形,板坯加热不均、粗轧调平值不当、粗轧水平轧辊与立辊配合不当以及板坯运行偏斜、咬钢不正等因素都有可能造成板坯侧弯或S形,在精轧高速轧制时不容易调整,增大了跑偏起浪或甩尾的几率。
(3)板坯两侧温度不均:板坯在炉门口停留时间过长,吸冷风造成两侧的温差大,轧制时导致平辊轧机两侧延伸不均,再有板坯运行中受设备冷却水或工艺水的影响冷却不均,造成宽度断面两侧温度不均[3]。
(4)尾部温降大、轧制力波动大:如除鳞水封水不好外溅过多造成板坯尾部冷却较大温度低,再有保温罩保温效果不佳导致中间坯在精轧入口头尾温差加剧,精轧轧制过程中尾部轧制力上升,容易发生甩尾甚至堆钢事故。
(5)板坯规格选择不合适:长度过长,加大了尾部温降降低了可控性,应合理选择板坯长度。
(6)中间坯头尾形状不良:由于板坯头部不良或飞剪未切头尾导致头尾形状不规则且温度较低,影响穿带稳定性或造成甩尾。
2.2.2 工艺因素
(1)生产排程不合理:钢种、规格过渡大、调平困难,要保证平稳过渡,特别注意3.0 mm以下规格,每次过渡度最好不超0.25 mm。换辊后用比较稳定的规格、较慢的节奏对新辊烫辊,建立合适的热凸度快速过渡;对成品宽度、厚度、硬度、质量等级划分层别,在一个生产排程中将合理的安排烫辊材→过渡材→主体材→次主体材之间的过渡;严格遵循系列原则即宽度跳跃原则、厚度过渡原则、硬度组跳跃规程、温度跳跃规程、稳定的轧制节奏以保证良好的稳定的辊型。
(2)轧辊吨位过高、磨损大且不均匀使辊型发生了变化,造成宽度方向延伸不均,导致带钢运行不稳。
(3)精轧机压下率大,负荷分配不合理:因负荷高加上变形量大、薄规格轧机速度较高,很容易造成机架震动,使带钢运行不稳易发生事故。
(4)侧导板尾部短行程值不合适:尾部抛钢之前,考虑到尾部宽展和抛尾时尾部容易失张摆动易出现甩尾。
(5)成品带钢控制凸度小:正弯辊值较大容易跑偏,有载辊缝呈现负凸度时带钢轧制过程中不容易自动对中。
(6)尾部宽展:因立辊短行程控制不合理,造成中间坯尾部宽展较大,到精轧轧制时尾部不容易控制,且有可能刮蹭侧导板造成叠轧或甩尾。
2.2.3 控制因素
(1)尾部失张:如抛钢时活套降不到位或小套控制不执行等因素,造成带钢尾部失张,薄规格速度高、张力大失张后容易抖动且跳起,不易控制而发生甩尾事故。
(2)轧制自动给定的穿带速度过高,造成穿带不稳定,尾部也不易控制:有可能是精轧进口带钢温度低造成模型设定速度较高。
(3)板型控制较差:轧辊原始辊型不当、轧辊凸度控制不当、板型控制模型精度差等。机架间采用微边浪轧制,便于观察和有利于运行的稳定,轧机出口用微中浪控制,保证带钢冷却后的板形平直。
(4)活套下落的控制时序不正确:活套下落时序较晚,轧件尾部起套,抗抖动控制失效,造成失张甩尾。
(5)飞剪没切尾:辊件尾部的形状不良(尾部宽展、开裂、鱼尾、造成不同时抛钢)引发甩尾等事故。
(6)精轧侧导板动作时序不正常:提前关闭夹持带钢,造成甩尾或堆钢事故发生。
2.2.4 设备因素
(1)工艺水不能满足生产要求:工作辊冷却水嘴堵塞严重;除尘水罩子封水不好、机架间冷却水关不严漏水较多;刮水板磨损或掉落不能起到刮水作用漏水严重,以上都会造成带钢两侧温度不均,影响轧制稳定性。
(2)侧导板对中性差:侧导板的衬板长期不换磨损严重,且存在机械匡量造成对中性差,需要补焊或定期更换;也有可能存在机械卡阻或液压驱动故障,造成设定动作不能完全到位;标定不准确误差大,实际开度小于设定值时容易卡钢。
(3)牌坊和轴承座的间隙过大:间隙的作用主要是为换辊提供间隙、为APC和AGC调整提供间隙以及为牌坊拉伸提供间隙,间隙过大造成咬钢或轧制时轧机晃动,造成轧制不稳引起跑偏或起浪。
(4)检测元件稳定性较差:活套角度传感器或压力传感器故障、AGC磁尺跟随性差等检测性原件稳定性差,时常故障造成轧制失稳。
(5)保温罩保温效果差:保温罩上下保温块之间间隙较大、相邻保温罩之间间隙大、保温块保温效果差等,造成中间坯头尾温差大,尾部在精轧轧制负荷升高,导致尾部可控性差容易出现甩尾或轧破。
2.2.5 操作因素
(1)轧机水平值干预不当预调平值偏差较大、调整不及时或调反,通过记录正常轧制过程中的水平值、标定过程中的清零值、机架特性水平值,给定重新标定后的预调水平值;再结合压铝棒后测量的差值校验水平值的给定合理性。
(2)钢种及规格过渡时没有找到合理的水平值,干预过大,轧制薄规格时调平值干预量尽可能小。
(3)操作人员对带钢的运行状态判断不好,干预不当或没有及时干预,操作工不熟练干预不当;操作手法与反应速度存在一定差距,有时需要头尾分别干预,分别记录调平值。
(4)上下区域沟通不好,轧制节奏控制不当造成轧辊热凸度变化大,影响穿带稳定性。
(5)粗轧来料状态突变,操作人员没来得及及时调整轧机水平值。
3 薄规格轧制控制措施
3.1 飞翘控制措施
(1)改善工作辊冷却效果和提高工作辊磨削质量,改进轧辊中部的冷却方式,强化中部冷却,有效改善工作辊冷却效果,减小轧制时轧辊的热凸度。其次保证工作辊磨削质量,轧辊的圆度、圆柱度及磨削的曲线误差精度必须严格满足相关要求。
(2)优化辊径和辊压配置,辊面标高保证15~25 mm。工作辊辊压按0.05~0.15 mm 的上压配置,并逐步摸索下压配置可行性。
(3)合理确定轧制速度和压下率范围,当带钢出现飞翘时,在保证工艺条件允许的前提下,根据具体钢种合理地调整该机架的轧制速度和压下率,但轧制速度的最低限度应以能保证终轧温度为限,压下率的最低限度也应不低于15%。
3.2 甩尾轧破控制措施
(1)轧线漏水治理
SSP内外冷却水漏水处理,利用检修期间适当的调小冷却水水量,完善封水措施,减少板坯温降;R1R2入口增加反喷水集管,R1R2入口除鳞水外溅较大,对板坯边部冷却较大影响温度均匀性,通过在轧机入口增加了一排反喷水集管来改善对除鳞水的封水效果减少板坯尾部温降;辊道冷却水量控制,尤其是中间辊道辊颈冷水两侧水量不一样大,水直接甩到板坯边部造成边部温降大,利用检修时间进行了现场水量调节,达到了工艺和设备要求;调整轧辊冷却水量大小,在保证轧辊温度正常的情况下尽量减小工作辊冷水量,并完善封水效果。
(2)温度控制优化
FDT目标890 ℃增大到910 ℃,在保证稳定穿带的前提下提高终轧温度,缩短带钢轧制时间,减少尾部温降;提高加热温度,出炉温度基本控制在1280 ℃以上;不投入SSP,粗轧1+5道次轧制,除鳞不超过2道次,保证R2DT在1120度以上;将机架间冷却水阀模式改成手动-关闭模式,机架间反喷水关闭,对于关闭不严的水阀关闭手动阀以减少漏水;关闭F1-F4除尘水手动阀,F5-F7可正常投入以保证其封尘和封水效果;适当调小飞剪及FE1冷却水量,飞剪冷却水让头,FSB使用单排除鳞。
(3)合理分配压下率
减小中间坯厚度由40 mm减小到35 mm,以避免精轧因负荷大造成下游机架的不稳定性,经过对比精轧压下率有所下降,提高了轧制稳定性;精轧压下率合理分配,尽量减小下游机架压下率主要增大上游机架压下率降低下游机架尤其是F7的压下率,负荷保持在10 000 kN之后SPA-H减薄状态有好转,没出现F7穿带时出口起浪现象。
(4)提高设备精度
合理标定精轧侧导板,每次减薄前测量保证开口度偏差不超过10 mm,对中度偏差不超过3 mm,标定开度时必须以没有磨损的最窄位置进行标定,防止夹住带钢头部;保温罩改造,中间坯在精轧入口头尾温差减小了20 ℃左右,中间坯尾部在粗轧出口到精轧入口的温差减小了30 ℃左右,变化比较明显;更换入口侧导板两侧耐磨衬板,提高了侧导板的对中性,降低带钢跑偏几率。
4 结束语
通过各专业努力实施以上各项工作后,马钢1580薄规格产品的开发工作有了较大的进展,尤其是SPA-H极限规格的轧制取得了一定效果,目前1.9 mm、1.6 mm厚度规格生产基本稳定。1.6 mm规格偶尔出现甩尾事故,怀疑和活套的控制时序和张力有关因此今后仍需要对薄规格产品稳定批量轧制进行攻关,需要热轧各专业技术人员不懈努力最终将马钢1580生产线打造成有竞争力的示范生产线。
