变压器油生产装置运行工况分析
2024-01-10陈相宁
陈相宁
(中海沥青股份有限公司,山东 滨州 256600)
国内某炼化企业0.3 Mt/a馏分油加氢装置采用中海油炼油化工科学研究院开发的临氢降凝-补充精制成套技术,装填该研究院自主研发的催化剂,设计原料为加氢改质后的环烷基柴油馏分,生产倾点<-55 ℃的40#变压器油基础油、符合Ⅰ类轻质白油标准的轻质白油和石脑油。2020年9月,该装置完成了装置标定,能耗指标、设备性能和产品性质均满足设计要求。截至2023年5月,该装置先后进行一次停工消缺、一次停工大检修,累计运行34个月,总体工况稳定。
1 装置技术特点
如图1该装置采用冷高分流程,流程简单,高压设备少,投资低。另外,分馏系统采用“汽提-常压分馏-减压分馏”流程,有效去除硫化氢的同时,实现各产品的有效切割。为了避免变压器油带水影响产品质量,分馏系统主塔及侧线塔均采用塔底重沸器,以导热油为热源。
炼化研究院开发的临氢降凝-补充精制技术:两种催化剂装在同一反应器内,一床层装填临氢降凝剂,二三床层装填补充精制剂。临氢降凝段的空速为1 h-1补充精制段的空速为0.5 h-1。柴油馏分通过具有选择性的临氢降凝剂,直链烷烃类大分子裂化为小分子,进一步降低目标产品的倾点;柴油馏分通过补充精制剂,大分子芳烃类物质加氢饱和生成环烷烃,降低目标产品的芳烃含量,同时去除硫、氮、氧、金属等杂质。
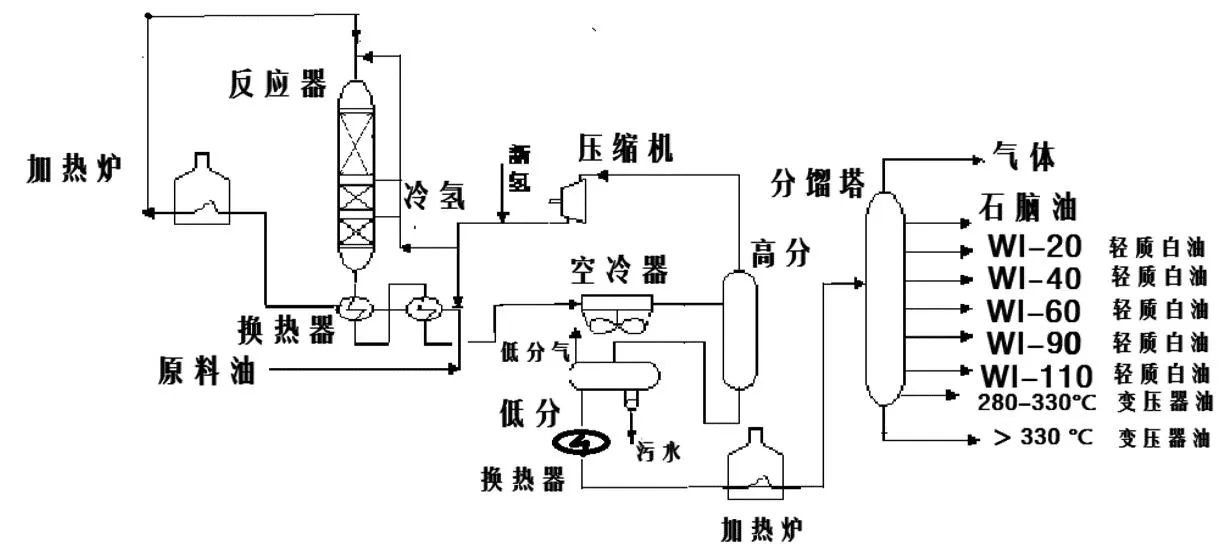
图1 装置流程图
2 装置运行工况分析
按照原始设计,该装置加工量30万t/a,以加氢改质柴油为原料,生产40#变压器油基础油、轻质白油WI-40、轻质白油WI-60、轻质白油WI-90、轻质白油WI-110、石脑油。2020年3月至2022年7月期间,该装置一直执行该生产方案,各产品指标合格。
从表1来看,该装置加工的原料密度介于839.1~860.8 kg/m3之间,芳烃含量介于16%~23.43%之间,倾点介于-9~-32 ℃之间,各关键指标变化较大,表2为石脑油产品性质。

表1 原料性质

表2 石脑油产品性质
从表3来看,以环烷基常二线精制基础油为原料,在此工艺条件下,可以生产符合国家标准的WI-40轻质白油,但馏程、闪点等指标波动较大。

表3 轻质白油WI-40产品性质
从表4来看,以环烷基常二线精制基础油为原料,在此工艺条件下,不能生产符合国家标准的WI-60轻质白油,主要是产品黏度超标。
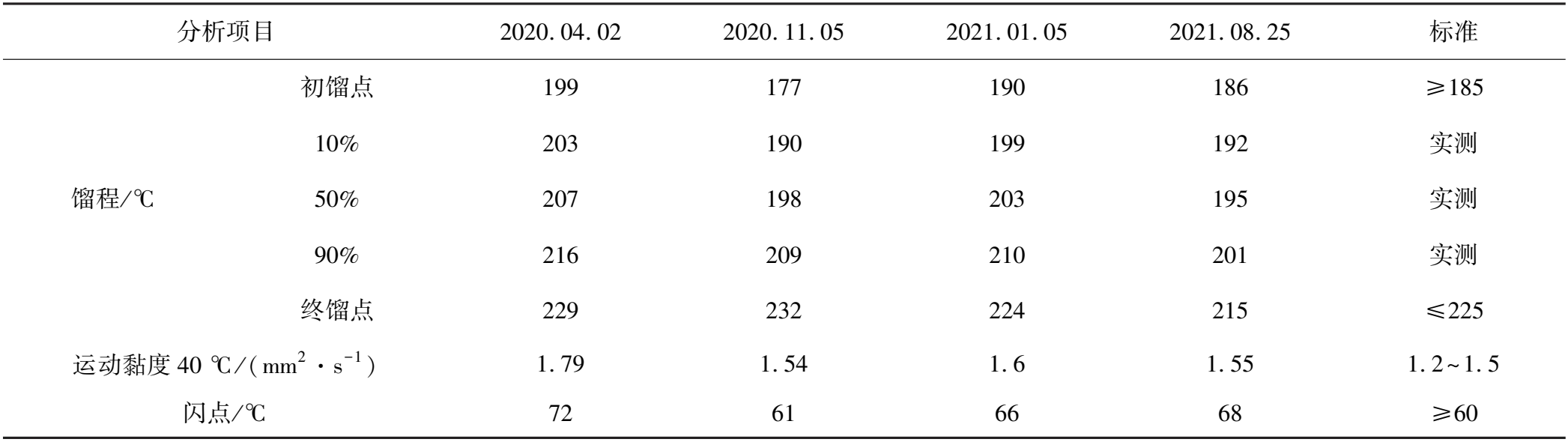
表4 轻质白油WI-60产品性质
从表5来看,以环烷基常二线精制基础油为原料,在此工艺条件下,可以生产符合国家标准的WI-90轻质白油,产品质量稳定。
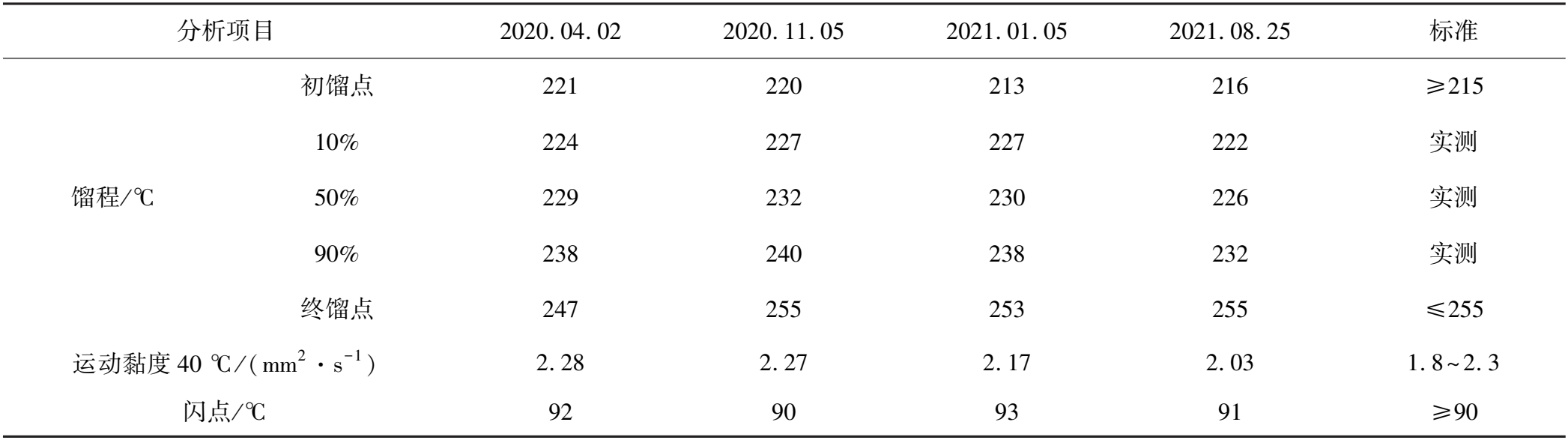
表5 轻质白油WI-90产品性质
从表6来看,以环烷基常二线精制基础油为原料,在此工艺条件下,无法生产符合国家标准的WI-110轻质白油,主要是产品黏度偏大,生产上无有效调整手段。
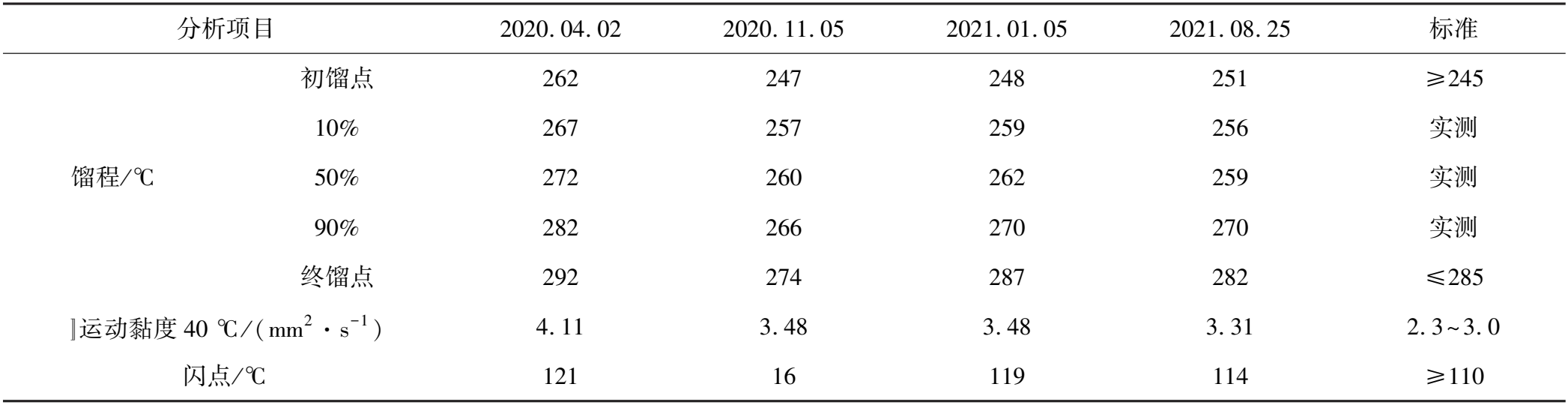
表6 轻质白油WI-110产品性质
从表7来看,在此工艺条件下,可以稳定生产符合国家标准的40#变压器油基础油,说明该工艺技术操作弹性较大,对原料要求不苛刻,催化剂降凝脱芳效果较好。

表7 变压器油产品性质
由于国家政策的变化,生产轻质白油的效益逐渐下滑,自2022年7月开始,装置改产石脑油、燃料油和40#变压器油基础油。经过一段时间的生产,对比生产条件和产品质量,摸索出了一套兼顾生产2#燃料油的工艺条件,不但各产品质量合格,装置氢耗、能耗均有明显降低。调整以后,装置反应系统操作压力由15 MPa降为10~12 MPa,变压器油芳烃含量由<1%逐步上升至2%左右,变压器油析气性明显好转。通过对表8~10进行综合分析,说明调整以后,装置石脑油、2#燃料油、变压器油的产品质量均符合指标要求,装置设备均在设计参数以内运行,且运行状态良好。

表8 石脑油产品性质

表9 燃料油产品性质

表10 变压器油产品性质
表11的数据显示,该装置2022年1~7月份装置平均单耗为26.42 kg/t,降压操作调整后8~10月份装置加工单耗平均为22.12 kg/t,调整后较调整前单耗降低4.29 kg/t;装置去年同期8~10月份平均单耗为25.2 kg/t,调整后装置单耗较去年同期降低3.08 kg/t,整体节能效果显著。2022年1~7月份装置氢耗为1.21%,调整后8~10月份装置平均氢耗为1%,调整后较调整前下降0.2%,装置耗氢大幅下降。经粗略计算,调整后装置每年节约加工成本1 300万元以上。
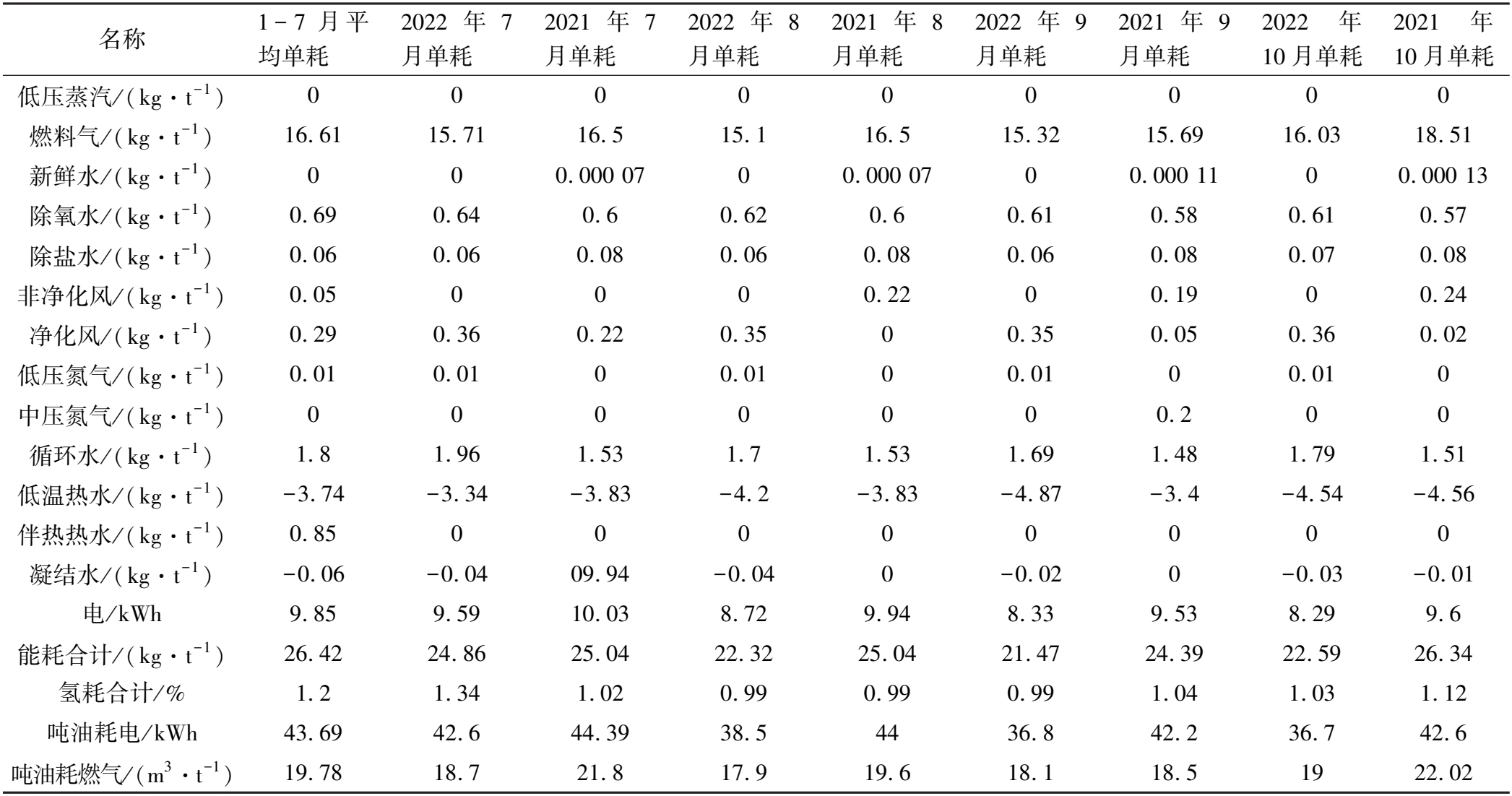
表11 调整前后氢耗、能耗变化
3 运行中存在的问题及整改措施
该装置两种催化剂装在同一反应器内,一床层为临氢降凝剂,二三床层为补充精制剂。一床层反应过程中放出大量的热,不利于二三床层的脱硝反应,为了兼顾产品质量,一方面需要牺牲一下补充精制剂的使用温度,另一方面需要注入大量冷氢,以控制二床层入口温度,装置整体能耗较高。如果条件允许,建议进一步优化催化剂级配方案和装置换热流程,充分利用反应热。
该装置分离单元为冷高分流程,反应产物自反应器流出依次经过高压换热器和高压空冷,降温至50 ℃左右进入高压分离器进行油、水、气三相分离。高分底部的低温油再通过一系列的换热器升温至180 ℃左右进入分馏系统进行脱硫化氢和产品分离。该流程前期投资小,但长周期运行能耗较高。
由于原油性质和装置局限,部分轻质白油产品质量不达标,装置效益无法最大化。基于轻质白油用户的使用要求,研究工艺方案和催化剂级配方案,努力生产合格的轻质白油。另外,努力推动产品标准的升级。
4 结束语
经过对该装置实际运行情况进行分析,说明以环烷基原油常二线馏分油为原料,经过临氢降凝-补充精制技术可以生产40#变压器油基础油。鉴于装置出现的问题,建议项目前期工作要做细、做精,催化剂小试、中试试验要充分论证,满足主产品生产需要的情况下,兼顾副产品产品质量。另外,系统压力、空速、氢油比等关键指标以设计参数为依据,可以根据产品质量进行优化调整。