热轧态HiB钢冷轧穿带激光填丝焊接试验研究
2024-01-08芦洪波夏思明
芦洪波 余 磊 陈 俊 刘 军 夏思明
(武汉凯奇冶金焊接设备制造有限责任公司 湖北 武汉:430040)
HiB钢即高磁感取向硅钢是电工钢的一种,因其具有单一方向良好的磁性能而被广泛应用于电工、电子以及国防军工领域[1]。其冷轧生产时,为了保持热轧卷开卷-酸洗-冷轧整个生产过程连续,需要在酸洗前将热轧钢带首、尾焊接在一起,一般称为冷轧穿带焊接。由于激光焊接技术比传统MIG焊、电阻焊、搭接焊有更多优势[2-3],正成为冷轧穿带焊接的主要发展方向。硅钢带焊后在线运行时,需要经过20多次“S”型反复弯曲变形,并承受一定的运行张力,因此对焊接接头的弯曲塑性有较高的要求。但由于HiB钢的硅含量较高,焊后焊缝较脆,焊缝在通过拉矫机和轧机时容易断裂,严重降低生产效率。本文针对某大型钢铁公司使用武汉凯奇公司开发的穿带激光焊接设备焊接时碰到的问题,开展了HiB钢带高功率光纤激光焊接试验,研究了填丝材料和填充速度对焊缝性能的影响,探讨了提高焊缝性能的工艺方法。
1 试验条件
1.1 试验设备
武汉凯奇公司生产的穿带激光焊接机组,配备IPG5000光纤激光器,采用精剪进行板边处理,预热处理装置和后热处理装置与焊接头随动。表1所示为激光器技术参数。最大激光功率5000W,焊接速度6m/min,预热功率30kW,后热功率30kW,送丝速度12m/min。
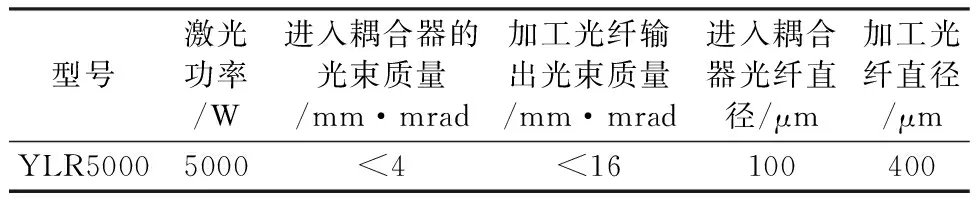
表1 IPG5000光纤激光器技术数据
1.2 试验材料
板厚为2.4mm的HiB钢,化学成分如表2所示,热轧态金相组织为铁素体+珠光体,如图1所示。

表2 热轧态HiB钢化学成分(wt.%)

图1 热轧态HiB钢金相组织
1.3 试验方法
采用精剪下料,氦气保护焊缝,通过改变填丝材料和速度进行焊接,采用杯突、金相、显微硬度检测和分析焊缝力学性能。焊接填丝材料选用常用的气保焊丝50C-6和307Si,直径φ1.0mm,化学成分分别如表3和表4所示。

表3 焊丝50C-6化学成分(wt.%)

表4 焊丝307Si化学成分(wt.%)
1.4 焊缝检测方法
采用杯突试验来检测冷轧穿带焊缝性能,杯突检测时焊缝处断裂,焊缝质量不合格;平行焊缝的位置断裂,说明焊缝质量基本合格;在垂直焊缝的方向断裂,说明焊缝的质量是完全合格的,判定标准如图2所示。

图2 焊缝杯突检测判定标准
2 试验结果及分析
2.1 试验结果
表5为激光功率5000W、焊接速度3m/min时填丝材料和填丝速度对激光焊缝杯突的影响。由表5可见在激光焊接速度为3m/min时,不填充焊丝时杯突检测沿熔合区开裂,焊缝不合格。当采用填丝50C-6时,填丝速度分别为1.5m/min和4m/min,焊缝杯突检测都垂直焊缝开裂,杯突都合格,焊缝杯突值分别为7.5mm和9mm,这说明填丝速度4m/min时焊缝杯凸性能优于填丝速度1.5m/min时的焊缝杯突性能。当采用填丝307Si时,填丝速度为1.5m/min的焊缝杯突检测垂直焊缝开裂,杯突合格;填丝速度为4m/min的焊缝杯突检测沿焊缝开裂,杯突不合格。
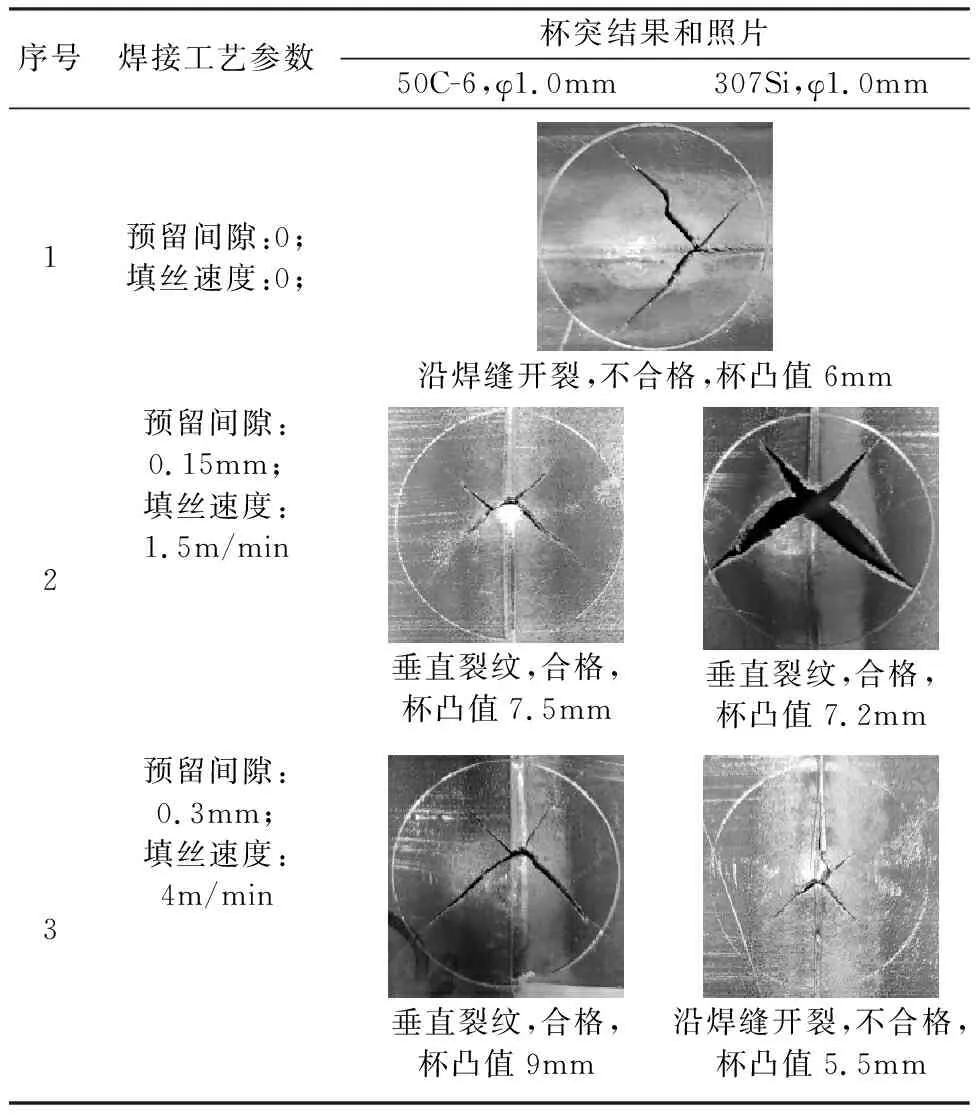
表5 焊后热处理和填丝对焊缝杯突的影响
2.2 试验结果分析
表6所示为填丝材料和填丝速度对焊缝组织的影响,图3所示为填丝材料和填丝速度对焊缝显微硬度分布的影响。由表6可见在没有填丝时熔合区组织为晶粒粗大的铁素体加渗碳体,焊缝区到母材的硬度分布较为均匀,因粗大的铁素体组织韧性较差,导致杯凸不合格。
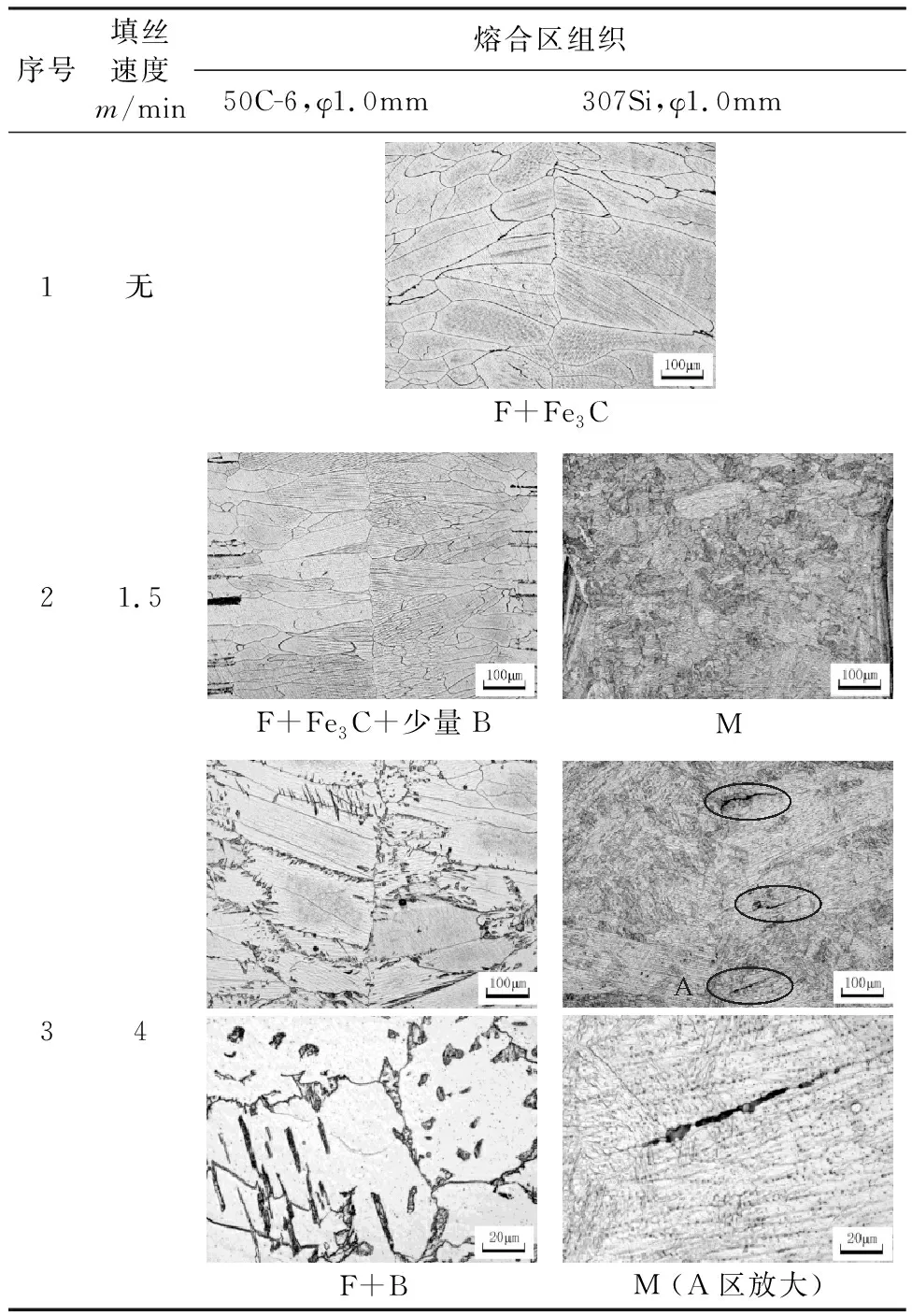
表6 填丝材料和填丝速度对焊缝组织的影响
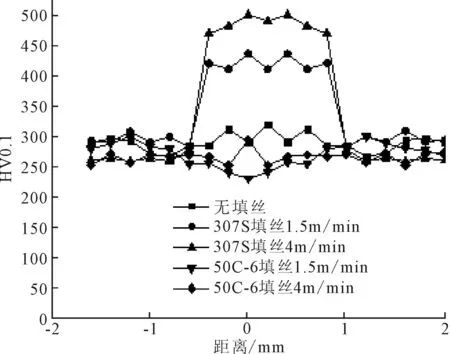
图3 填丝对焊缝显微硬度分布的影响
当采用填丝50C-6时,两种填丝速度的焊缝区到母材硬度分布都较为均匀,而且与不填丝的硬度分布一致。当填丝速度1.5m/min时,熔合区组织为铁素体+渗碳体+少量贝氏体,铁素体晶粒比不填丝更细,且晶界分布有少量贝氏体,因此焊缝韧性提高,杯凸合格。当填丝速度为4m/min时,熔合区组织为铁素体+贝氏体,因在铁素体晶界分布有大量的细小的贝氏体组织,韧性进一步提高,杯凸性能更好。
当采用填丝307Si时,两种填丝速度的焊缝熔合区都为马氏体组织,熔合区硬度明显高于母材,也明显高于填丝50C-6的焊缝硬度,且填丝速度4m/min的焊缝硬度高于填丝速度1.5m/min的焊缝。还可以看到当填丝307Si的速度为4m/min时,熔合区里有三处微裂纹,如表6中A区所示,这是因为填丝307Si中含有8.57%的镍,镍是促进热裂纹敏感性很高的元素,其强烈稳定γ相,降低硫的溶解度,又由于激光焊接速度较快,焊缝冷却速度大,硫等杂质极易在焊缝中产生偏析,形成的NiS或NiS-Ni熔点很低(分别为920℃和645℃)有利于形成热裂纹[4]。当填丝速度为1.5m/min时,填充材料少,形成的低熔点物质不多,且马氏体硬度不足够高,不足以产生裂纹;当填丝速度达到4m/min时,填充材料多,形成的低熔点物质较多,且马氏体硬度较高,导致产生裂纹,焊缝杯突不合格。
3 结论
采用高功率光纤激光器开展了热轧态HiB钢带激光焊接试验,研究了填丝成分和填丝速度对焊缝杯突性能的影响,探讨了提高焊缝性能的工艺方法,结果表明:
(1)热轧态HiB钢带的激光焊缝杯突性能不合格,不能满足穿带要求;当激光焊接速度为3m/min时,填丝50C-6的速度≥1.5m/min时焊缝杯突合格;填丝307Si的速度为1.5m/min时焊缝杯突合格,为4m/min时焊缝杯突不合格。
(2)当填丝307Si速度较大时,焊缝中的马氏体组织硬度升高,且镍的含量增加,形成较多的低熔点NiS或NiS-N易于产生热裂纹,导致杯突不合格。