6063铝辊表面异常腐蚀分析
2024-01-03邓番林吴冰冰樊申腾张文彬曾志卫
邓番林,吴冰冰,,樊申腾,张文彬,曾志卫
(1.深圳市美信咨询有限公司,广东 深圳 518108;2.深圳市美信检测技术股份有限公司,广东 深圳 518108)
0 引言
铝合金材料制作的辊筒因密度低、易加工、生产方便高效等,在各类行业设备中有着较为广泛的应用[1]。但铝合金材料也因为硬度较低,耐腐蚀性差和容易被碰伤等缺点[2],限制了其在不同行业的广泛应用,故需要相应地进行表面处理以获得更好的性能。硬质阳极氧化是铝合金常用的表面处理方式之一,在铝辊表面进行硬质阳极氧化处理可增加产品表面耐磨、耐腐蚀性[3,4]。然而由于阳极氧化工艺、使用环境等影响[5],辊筒在应用过程中常出现氧化膜破坏引起铝合金基材腐蚀现象,造成经济损失,影响铝合金的使用[6]。
某薄膜生产企业在设备安装过程中发现生产线上所有铝辊表面均存在少量白色斑点,白色斑点数量随使用时间延长而增加。为此,本文对6063铝辊表面异常腐蚀进行分析。
1 理化检验与分析
铝辊基材为6063铝合金,阳极氧化工艺简化流程为:铝材除油—酸碱洗去自然膜—阳极氧化—封孔—机械抛光。
1.1 外观检查
铝辊表面多处出现白斑,如图1所示。斑点表面低倍观察可见粉末状白色物质分布,呈放射状向四周扩散,如图2所示。白色斑点分布无明显规律,呈弥散分布。
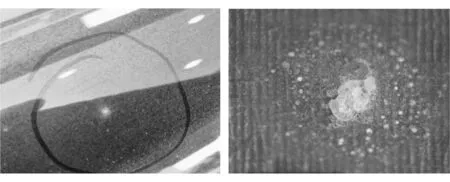
图1 铝辊宏观观察
1.2 微观分析
铝辊表面阳极氧化膜镀层上白色斑点为腐蚀点,表面可见腐蚀物覆盖,腐蚀坑内可见碎裂块状腐蚀物,腐蚀坑周围镀层呈泥纹状腐蚀物沉积,其微观形貌如图3和图4所示。
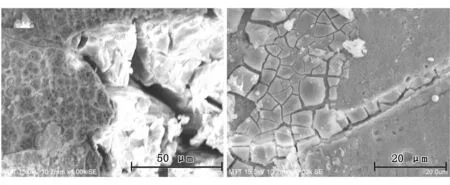
图3 点蚀中心微观形貌
清洗后腐蚀坑周围镀层呈疏松剥落状,如图5所示,为典型的“点蚀”形貌。腐蚀坑周边镀层可见大量微小点蚀孔洞,如图6所示。对图5中三个区域的组织进行能谱分析,清洗后点蚀区能谱图如图7所示。由图7能谱测试结果可知,腐蚀坑及腐蚀坑周边存在少量腐蚀性Cl元素,铝辊表面点蚀EDS结果见表1。
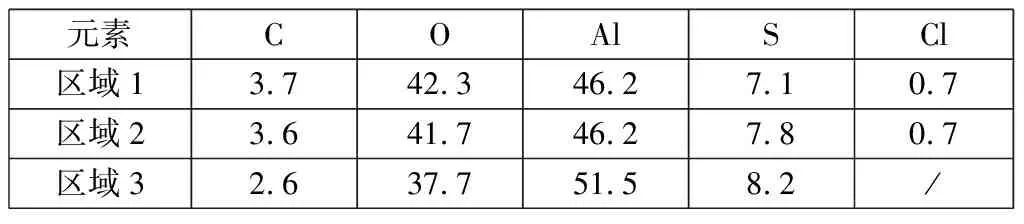
表1 铝辊表面点蚀EDS结果(质量分数) %
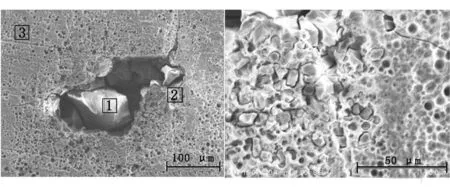
图5 清洗后点蚀中心微观形貌

图7 清洗后点蚀区能谱图
1.3 截面分析
铝辊基材腐蚀态组织未见明显组织缺陷,以α相为主,如图8所示。铝辊斑点截面呈漏斗形,表面镀层腐蚀坑孔径较小,腐蚀坑处阳极氧化膜被腐蚀贯穿,靠近基材内的镀层可见弧状腐蚀痕迹,铝基材也可见腐蚀疏松,均为典型的点腐蚀形貌,如图9所示。
1.4 成分分析
取铝辊样品进行成分分析,使用电感耦合等离子体发射光谱仪与碳硫分析仪对材料进行化学成分检测,结果如表2所示。铝辊成分满足GB/T 3190-2020《变形铝及铝合金化学成分》中6063牌号要求。
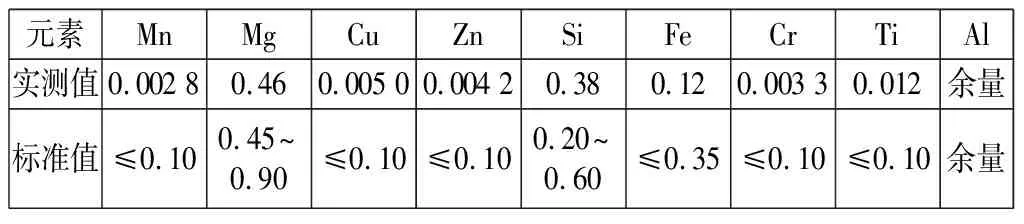
表2 铝辊成分分析(质量分数) %
1.5 腐蚀模拟试验
中性盐雾试验是目前应用最广泛的一种加速腐蚀试验方法,取铝辊进行中性盐雾试验(NSS)[7]。试验后铝辊阳极氧化膜表面及龟裂裂纹处均有可见的腐蚀坑分布。根据HB 5192-81及现代电镀手册[8]可知,NSS在腐蚀加速性、再现性、模拟性等方面均弱于周期浸润腐蚀试验,然而NSS试验仅8 h后镀层表面腐蚀破坏斑点已不满足周期浸润腐蚀合格要求,如图10所示。
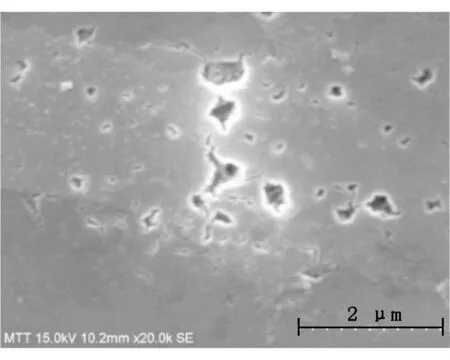
图10 铝辊模拟试验后表面观察
2 分析与讨论
铝辊宏观可见白色斑点,低倍观察白点上存在粉末状腐蚀物,腐蚀物呈粒状,白点呈弥散分布,腐蚀坑周边阳极氧化膜可见典型点蚀形貌及泥纹花样,由EDS可知腐蚀坑周围疏松镀层存在元素Cl。腐蚀坑内腐蚀物疏松,基材组织无明显组织缺陷。由腐蚀模拟试验可知,铝辊试样表面阳极氧化膜耐蚀性较差,不满足周期浸润腐蚀合格要求。
工艺良好的铝合金阳极氧化膜本身具有较高的耐蚀性、耐磨性和很高的硬度,在一般的酸性/中性环境下可长期存在而表面不被严重腐蚀破坏[9,10]。阳极氧化膜结构为底层薄且致密、硬度较高的阻挡层;阻挡层上面为疏松的多孔氧化膜层,多孔层几乎无法阻挡腐蚀介质的侵入,因此必须对其进行封孔处理,若封孔工序存在质量问题将直接降低阳极氧化膜的耐蚀性[11,12]。工艺采用沸水封孔,该工艺简单且便捷,实际操作需在95 ℃以上才能获得较好的封孔品质,且对水质要求非常高,微量杂质会毒化水化反应,导致封孔失败,另外封孔物质在氧化膜孔洞内膨胀也容易导致膜层开裂[13]。以上原因均导致沸水封孔品质难以保证,不良封孔极易导致膜耐蚀性能较差。
铝辊试样阳极氧化膜微孔封闭差,抵抗Cl离子渗透的能力降低。被Cl离子渗入的氧化膜可看作是比原始膜导电性强得多的离子导体,可以加速离子的运输和传递,使膜更易溶解。由于金属离子持续不断地由基材/氧化膜界面向氧化膜/溶液界面扩散,会在氧化膜和金属界面产生空位,当空位尺寸达到一定值时则氧化膜就会发生破裂,导致点蚀坑萌生。基材反应产物不断在蚀孔处积累,蚀孔内氧浓度低于孔外介质中氧浓度,因此形成氧浓差电池,进一步加速了蚀孔内金属的活性溶解,形成自催化原电池反应,即点蚀孔向四周及底部稳定地扩散腐蚀[14]。腐蚀物密度较基材密度小,体积增加,腐蚀产物积累到一定程度后沿蚀孔向上喷出,形成宏观可见的白色斑点。
3 结论与建议
(1) 铝辊表面产生白点的直接原因为阳极氧化膜和基材发生点蚀所致;根本原因为铝辊阳极氧化膜耐蚀性差,被Cl离子污染后发生电化学腐蚀。
(2) 建议通过沸水封孔时严格控制温度,并采取优化水质、封孔前预清洗阳极氧化膜表面等举措改善封孔工艺,加强阳极氧化膜表面质量与性能检验。