40 000 Nm3/h空分氧气管线安全阀泄漏风险分析与处理
2024-01-03李志斌
李志斌
(宁夏和宁化学有限公司,宁夏 银川 750041)
西北某公司煤化工装置配有两套40 000 Nm3/h(O2)空分设备[1]。该空分设备是一套采用填料塔、内压缩和前段预净化流程的空气分离装置,即采用常温分子筛预净化、空气增压膨胀、双塔精馏、液氧泵内压缩流程。
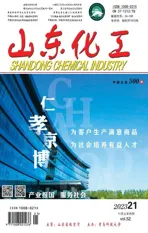
两套空分装置(04空分和05空分)为后续煤气化装置提供氧气,为净化工序及氨合成工序提供氮气;为生产系统提供吹扫、置换及保护用氮气。两套空分氧气在界区内并入氧气管线后出界区送往后工序煤气化装置,氧气设计压力8.6 MPa,设计温度32 ℃。两套空分可同时为后系统供氧,也可单独供氧,这样当后系统负荷较低、氧需求量较低,或者其中一套空分装置因故需要停车检修的时候,仍能保持半负荷运行。具体流程如图1所示。
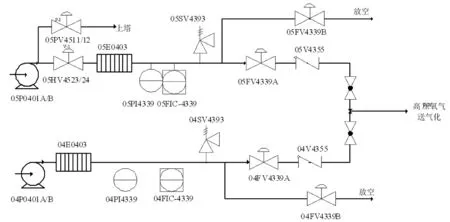
图1 空分界区内氧气流程图
2022年大修结束开车不久工艺巡检发现,安全阀05SV4393先导阀放空管喇叭口出现泄漏。
1 氧气管线安全阀泄漏风险分析
1.1 氧气管线安全阀泄漏发现
2022年10月11日,05空分开车,氧管线在工作压力下查漏时发现05氧管线安全阀05SV4393安全阀先导阀放空管喇叭口处有气体排出,用氧检测仪检测发现所排气体为氧气。因该喇叭口为安全阀先导阀泄压口,在安全阀工作压力未达到安全阀启跳压力的情况下该处有气体连续排出,说明该安全阀先导阀存在泄漏,因无法进行在线维护,只能下线检修。
同样的异常现象在前期多次出现,因此是工艺巡检检查的重点,但大多数是该阀工作一段时间之后且冬季较容易出现,最近一次是在2022年1月4日,所以本次泄漏在有针对性的检查中及时发现。
1.2 氧气管线安全阀简介
氧气安全阀05SV4393工作压力8.6 MPa,启跳压力9.2 MPa,是一种先导式安全阀,其结构示意见图2。先导式安全阀由主阀和导阀两部分构成,安全阀在正常工作状态,主阀、导阀同时保持在一种密封的状态[2]。导阀在主阀进口压力达到规定的开启压力值的时候会自动开启,将主阀上腔部分气体排放,主阀同步开启泄压,当先导式安全阀的主阀阀芯快速升起的时候,安全阀就会处于一种全部开放以及排放的状态对管网进行泄压。
图2 先导式安全阀结构示意图
当管网压力下降,降至主阀回座压力值的时候,主阀、导阀阀芯会同步回到密封的状态,也就是正常工作状态。
当导阀放空管喇叭口有连续气体逸出时候说明导阀阀芯或其他部位密封性能不好,从以往出现泄漏后的检修经验分析,出现泄漏的主要原因有两个一是导阀“O”型密封圈因老化、磨损、环境温度变化引起的变形使“O”型密封圈塑性下降受损,一是检修过程的安装质量、清洁质量等造成的密封性能不好。
1.3 氧气管线安全阀泄漏风险分析
1.3.1 安全风险
安全阀先导阀泄漏属于带病运行,从安全的交付分析,不满足国家相关法律法规要求。另氧气是助燃物,空气中氧的体积分数为21%,其成分稍微有些变化就足以引起危险,通常氧气的体积分数控制在23%以内。氧的浓度越高,燃烧也就越剧烈。空气中的氧含量只要增加4%,就会导致燃烧的显著加剧,包括金属在内的许多物质在普通大气中不会点燃,但在具有较高浓度氧的情况下,或在纯氧中,便能燃烧起来。可燃性物质在氧浓度较高的情况下,容易引起自燃,甚至爆炸,如遇浸透氧的衣物极易着火(例如由静电产生的火花),并迅速地燃烧起来,因此安全阀先导阀泄漏若不及时处理不但不合规,而且周边火灾等事故发生的概率明显增加,存在较为严重的安全风险。
1.3.2 运行风险
安全阀导阀泄漏,使安全阀处于一种非正常的工作状态。一方面因导阀密封不好存在泄漏,使导阀的开启需要更高的工作压力,相应的此时主阀启跳也需要更高的压力。安全阀存在管网压力超过整定压力(启跳值:9.2 MPa)滞后启跳或者不会启跳的风险;另一方面因持续的泄漏冲刷、密封圈彻底失效等原因,运行一段时间以后随着泄漏量的增大,主阀上腔压力有可能会降低,当泄漏量增大到一定程度时,主阀上腔压力会进一步降低,有可能会达到导阀开启的排放效果,在管网压力波动等外界干扰的情况下,安全阀存在提前启跳的风险。因此安全阀先导阀泄漏威胁装置的长周期运行。
2 氧气管线安全阀泄漏处理思路
2.1 监护运行
因无法在线处理消缺,因各种原因无法马上交付检修,从安全和运行两个方面评估,虽有风险,但整体风险可控,可短期监护运行,择机整改。
2.1.1 监护运行要点
1)当班副班长对安全阀先导阀排气口附近用测氧仪检查一次,在离漏点固定范围内(2 m范围内)检测氧含量是否增大。
2)现场巡检人员每小时巡检时候需倾听离地面3 m高防爆墙边安全阀的先导阀的排气声,在漏点下方通过倾听声音变化情况来判断泄漏量是否增大,列入固定巡检交班项目。
3)车间值班管理人员巡检一次并签字确认泄漏量是否加大。
4)目前气化工序综合负荷100%,空分供氧以平稳为主,负荷变化及时同调度室沟通协调。
5)氧气外送管线压力(05PI4339)操作中尽量保持稳定,建议稳定在8.0 MPa左右,不要超过8.0 MPa,杜绝压力大幅上涨。
6)主控严密监视氧管线压力、流量以及放空阀阀位、液氧主泵电流、高压氧气温度等参数的变化,结合现场的异常放空声音,作为判断安全阀突然启跳的参考依据。
7)在泄漏区域增设警示标识,设置警戒线,清理杂物,进入泄漏区域巡检时,不要戴油腻脏手套及类似防护器具;先消除人体静电,使用防爆对讲机,严禁携带手机。
2.1.2 监护运行期应急处置措施
2.1.2.1 提前启跳
若05SV4393安全阀启跳后迅速回坐,氧管线压力与流量会因出现短时间较大幅度的波动,此时应及时同调度室联系,主控及时稳定氧压,随着安全阀回坐后,氧管线压力与流量会很快恢复正常。
若05SV4393安全阀启跳后不回座,将无法继续维持该套装置正常外送高压氧气,此时应及时联系调度,班组维持好另外一套装置的安全运行,按操作规程操作停止此套空分氧气的外送,并降低氧气压力与流量,直至安全阀回座。
在安全阀突然启跳时,当班主控应根据氧气外送阀、放空阀的状态,以及液氧泵的互备状态,对空分的工艺做出相应调整。重点应保证氧气温度符合指标要求,增压机不得出现防喘振动作、绝对不允许出现喘振现象。
安全阀启跳未回座,压力下降过程中,禁止人员接近该阀门。
2.1.2.2 不启跳或推迟启跳
若氧气管线实际压力因各种原因上涨,达到安全阀的启跳压力,但该安全阀不启跳,此时氧泵泵后安全阀将启跳,已卸放多余氧,同时投自动的氧气放空阀将自动打开排放多余氧。
2.2 下线检修
在发现安全阀04SV4393先导阀泄漏后,经过对监护运行的风险全面评估之后,最后公司决定对此安全阀进行下线消缺处理。
2.2.1 部分停车(冷箱封塔)后交付检修
在以往的历次历史故障的处理中均采用部分停车即空分冷箱封塔后将氧气管道彻底退出后安全阀交付检修,此方式需要将膨胀机液氧泵等动设备停车,关闭所有进冷箱热介质阀门,关闭所有处冷箱冷介质阀门,一般停车约需要1.5 h,再次开车导气至冷箱各进出口管道流程打通,氧管线建立压力约需要2.5 h,总时间需要4 h左右,且冷箱封塔退气以及冷箱导气开车需要大量的操作,此过程风险较大。
但此次因后系统氮气用量大,单套空分无法满足后系统用氮需求,必须维持两套空分的氮气供应,后经综合分析研判,决定此次安全阀检修采用全新的不停车下线处理思路。
2.2.2 不停车后交付检修
不停车交付检修是指相对部分停车(冷箱封塔)而言,在整个过程中膨胀机、液氧泵均保持运行状态,只需要在安全阀拆装过程中短暂的将氧气管线中的氧气退出,和部分停车比较,不停车交付检修和节约4 h,最主要的是避免了冷箱封塔退气和导气开车过程中带来的安全风险。
2.2.2.1 不停车交付检修风险分析及应对措施
不停车交付检修虽然相对来说是一个最佳选择,但对我们来说是一个全新的思路和尝试,在进行前需要充分地辨识风险,并针对风险提出有效的应对措施。
氧泵全回流运行风险。在正常运行中,一台氧泵高速主运行,一台氧泵低速备运行,备运行的氧泵相当于全回流运行工况并没有改变。主要的变化是高速运行氧泵全回流运行,因回流量增大,会引起上塔回流比的增加,有出现液泛的风险,另一个风险就是回流量增大上塔气体也会增加,上塔有超压的风险。以上风险的主要应对措施就是在原高速主运行泵在全回流的操作过程中首先应该降速,若上塔压力或阻力出现明显的上涨,应及时查明原因,如果是全回流造成的应及时恢复外送或停泵。
高压主换热器氧通道降压风险。高压主换热器正常工作时共有3.9 MPa膨胀空气和7.2 MPa高压空气两种正流介质和0.02 MPa的无氮气以及8.6 MPa的高压氧气两种反流介质。氧通道降压后各通道工作情况就偏离了设计值,使高压主换热器的工作环境更加苛刻,主要应对措施是氧管道在降压过程中其他通道尤其是高压空气通道也要降压操作,使高压主换热器的各通道的工作情况和空分装置开车积液阶段(液氧泵未启动)类似。
氧管线有残氧风险。氧管线泄压之后再拆卸安全阀的过程中氧管线内仍有残氧,属于富氧环境,存在发生火灾的风险。主要应对措施在拆卸过程中一是必须禁油,同时使用铜制扳手等工具,二是要携带氧检测仪,当环境中的氧含量超标氧检测仪出现报警的时候应该停止作业,暂时撤离,待检测仪不报警之后方可继续作业,三是安全阀当安全阀螺栓全部松开安全阀能移动的时候,法兰口不允许有带压的氧气泄漏,若带压则应立即将螺栓紧固,并应再次核实管道压力是否归零、氧气管道放空阀是否打开,四是安全阀拆卸之后法兰口在安装盲板之前,盲板必须彻底脱脂,并安装牢固。
精馏工况恶化风险。不停车交付检修,因整个过程精馏还在继续进行,膨胀机继续制冷,氮气产品仍正常外送,但氧产品已经停止外送,因此精馏过程的冷量平衡、物料平衡已经被打破,精馏工况存在恶化的风险,精馏塔内比较明显的变化是主冷凝换热器液位会持续上涨,当上涨到一定程度时主冷凝换热器就会停止换热,氮气纯度也将下降,甚至不合规。主要应对措施一是在氧管线泄压,氧泵全回流的操作过程中,同步应该将膨胀机减负荷,维持在最低转速,二是监控主冷凝换热器液位当超过4 000 mm的最高液位时,应该通过主冷凝换热器排液阀按程序排放液氧,控制液位的稳定,三是因安全阀检修时间较长,在氧泵全回流期间应关注主冷碳氢化合物浓度,若甲烷等含量有变化,应及时排放液氧控制甲烷等碳氢化合物浓度在合理在指标范围内。
2.2.2.2 检修工艺交出过程
当接到交出指令后,工艺通过降低05P0401A/B两台氧泵的转速、全开05P0401A/B两台氧泵回流阀05PV4511/12以及逐渐开大05氧气放空阀05FV4339B至60%以上开度这一途径降低05氧气管线压力05PI4339及流量05FI4339。
当05PI4339<1.0 MPa时关闭两台氧泵的出口阀05HV4523/24使氧泵短暂全回流工作,在此过程中要注意控制氮气纯度和主冷液位,若主冷液位05LI4302>4 000 mm则通过下层排液阀05V4364按流程进行排放。若氮气纯度05AI4302有变差趋势(数值上涨),则联系调度将05空分氮气退出。
氧泵全回流期间,氧管线内的残氧通过05FV4339B放空,同时将氧气外送阀05FV4339A关闭,当05氧气管线压力05PI4339及流量05FI4339显示均为0时,此时钳工可拆卸安全阀05SV4393(此时氧管线内仍有余氧)。
预计安全阀调校时长>2 h,当05SV4393下线之后,在05SV4393进口管道处安装盲板,将氧管线安全阀接口封闭。
为了避免主冷碳氢的聚集和氧管线冷态下湿空气进入,当氧管线安全阀接口封闭之后,工艺缓慢打开氧泵出口阀05HV4523/24控制氧管线压力在0.8 MPa以内放空。
安全阀检修完毕回装时,工艺按照上述步骤再次将氧管线内的氧退出,交检修回装安全阀。
安全阀回装之后缓慢打开氧泵出口阀05HV4523/24通过提升转速、关小回流05PV4511、关小放空05FV4339B按操作票的规定将氧管线提压查漏后使05氧气并网。
2.2.2.3 不停车检修过程重点注意事项
1)工器具应使用铜制防爆工具并脱脂;
2)因氧管线无法置换,检修人员因携带氧检测仪,若检测仪报警应暂停作业;
3)作业平台上最多允许两人作业;
4)拆装作业时不得携带手机等电子产品;
5)检修人员应避免携带的容易掉落的随身小物件,防止杂物通过氧管线安全阀接口落入氧管线;
6)工艺在氧管线退氧、送氧操作时应注意控制流速。
3 结束语
安全阀是重要的安全设施,必须保证其工作的可靠性,但由于阀门自身质量、检修质量、工作磨损以及工况波动等原因致使其出现各种隐患,隐患的消除必定要投入大量的资源,虽然本文从工艺的角度在隐患的消除过程中优化了交出过程,在保证全公司用氮的同时,也使故障装置恢复供氧时间缩短4 h,给公司创造了一定的经济。
但从工艺角度优化交出过程,治标不治本,做到不该出现的隐患不出现和已经出现过的隐患应想法根治或充分分析做到预防、预知检修,避免类似事后检修,才是解决此类问题的根本途径,其产生的经济效益和安全效益远远大于隐患消除过程优化所产生的效益。因此一是要持续有针对性的从设计或制造角度去消除频繁出现的隐患,二是要选择质量有保障的产品,尤其是当现有产品存在较为明显的缺陷时,应想法去改进或替代,三是要按标准的程序开展检修效验工作,保证检修质量,避免上线检验。最终通过以上措施为装置的安稳长满优运行提供强有力的支撑。