VVER反应堆压力容器主螺栓卡涩问题分析与处理
2023-12-30雷世和
雷世和
(江苏核电有限公司,连云港 222000)
关键字:压力容器;主螺栓;主螺栓孔;卡涩;强度计算;预防措施
VVER-1000 型反应堆压力容器是核电站反应堆冷却系统的重要压力边界,是核电站的核心设备。主螺栓与主螺孔相连接,将压力容器与顶盖紧固,起到密封作用。压力容器主螺栓与主螺孔的卡涩问题在设备制造、设备安装调试、生产运行中时有发生。
本文通过对某核电站4 号机组反应堆压力容器的51 号主螺孔卡涩问题进行分析,得出了在螺纹损坏不大时可以使用原样接收的方式处理不符合项的结论,分析结果在该核电站压力容器上得到了运用。本文为后续同类型核电压力容器主螺栓卡涩问题提供了理论参考及实践指导,并给出了设备监造期间如何预防螺栓卡涩问题的实操性建议。
1 VVER-1000 型反应堆压力容器主螺栓介绍
VVER-1000 型压水堆机组,堆型为V-428,共计54 组螺栓穿过顶盖和压力容器内螺栓孔,将顶盖与压力容器相连接,起到密封作用。可通过螺栓拉伸机将主螺栓预紧在主结合面上,主螺栓由主螺栓本体、两段丝堵、套筒、垫片、中心测量杆组成,螺纹直径M170×6 mm,全长1950 mm。
利用54/8000-DR100-ST 型螺栓拉伸机,以中心对称式依次对54 根主螺栓进行整体拉伸,同步紧固主螺母,经过多轮的拉伸后,通过中心测量杆测量拉伸量,当拉伸量达到标准要求值后,卸载主螺栓拉伸机,主螺栓拉伸示意图见图1。拉伸的螺栓的弹性形变提供了预紧力作用在压力容器的螺栓孔与顶盖上的螺母,螺母压在顶盖上法兰处,配合镍垫圈使反应堆压力容器主密封面得到密封。

图1 VVER-1000 堆型RPV 主螺栓拉伸示意图Fig.1 VVER-1000 type RPV main bolt tension photo
压力容器主螺栓卡涩主要发生在主螺栓与螺栓孔配合的螺纹段,导致主螺栓卡涩的因素主要有螺栓及螺栓孔机加工、螺纹磨损和缺陷、异物或积屑瘤、拆装操作或保养不当等[1]。
2 常见螺栓卡涩问题处理方式
2.1 打磨后原样接收
考虑螺孔中螺纹损坏不严重,通过计算螺孔中螺纹实际尺寸与极限尺寸的主螺栓配合后的强度,判断是否仍然满足设计要求。
优点:不用改动原设计结构,简单打磨处理毛刺,处理简单,耗时短。
缺点:只能针对螺孔损坏不严重的情况,具体范围根据实际测量值进行计算。
2.2 沿原螺旋线扩孔方案
当螺栓孔螺纹损伤主要表现为表面损伤,且经过沿原螺旋线扩孔可完全去除缺陷且形成完整螺牙时,可优先选择沿原螺旋线修复的方案;沿原螺旋线的扩孔修复方案是利用成形刀具在原有的螺纹基础上,沿原螺旋线直接切削螺纹齿面和齿顶达到重塑螺纹的技术。[2]
优点:该技术的优点是螺孔母材去除量极少,对主螺栓孔结构影响较小。
缺点:对机加工设备要求高、对刀找正难。[3]
2.3 重新加工新螺纹的扩孔修复方案
去除原螺纹重新加工螺纹的扩孔方案一般是用于沿原螺旋线扩孔方案失败后的备选方案[4]。或者螺纹损伤已经超过了近表面,此时需要根据实际损伤后的螺孔情况考虑扩孔的大小,以尽可能小的方式选择扩孔尺寸[5]。
优点:对于一般不同程度的螺孔损伤均通用。
缺点:对已经安装在核电现场的反应堆压力容器的现场施工要求较高,受可用修复专用设备的限制,处理周期长。
2.4 螺纹衬套方案
螺纹衬套分为钢丝螺纹衬套和薄壁结构衬套两种。钢丝螺纹衬套是由高精度菱形截面的不锈钢丝精确加工而成的一种弹簧状内外螺纹同心体。
优点:具有连续强度高、抗震、抗冲击和耐磨损的功能,并能分散应力,保护基体螺纹,延长基体的使用寿命。
缺点:对于核电厂反应堆压力容器的大尺寸螺纹结构加工难度大,无法保证所需尺寸。
3 螺栓孔损伤情况介绍
某核电站4 号机组压力容器在设备制造厂制造过程中,第51 号主螺栓孔前5 圈止规通过。压力容器主密封面螺纹孔根据设计要求为M170×6-6G,按ΓOCT 24705-2004 和ΓOCT 16093-2004 标准,螺牙中径为166.183~166.583 mm,内径为163.585~164.385 mm。
主螺孔螺纹尺寸不满足设计要求,损坏的螺纹见图2。

图2 压力容器主螺栓孔损伤照片Fig.2 Picture of damaged main bolt hole of RPV
对损坏的螺纹孔进行尺寸测量,结果见表1。

表1 51 号M170×6-6G 螺栓孔直径测量值Table 1 Measurements results of diameters of thread M170×6-6G in hole No.51
4 强度分析
鉴于螺栓孔损坏的情况不算严重,准备对损伤的螺纹孔进行打磨处理,清除掉毛刺、积屑瘤等。并对剩余的螺纹情况进行强度计算,分析强度能否满足标准要求。
4.1 初始尺寸输入
螺纹的中经和内径尺寸与对应的螺纹匝数位置示意图如图3 所示。
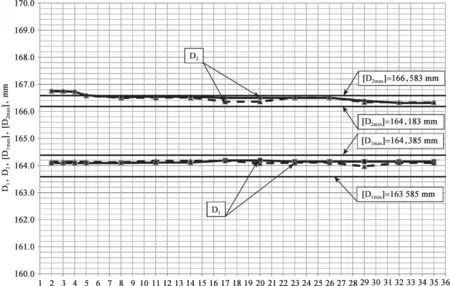
图3 整个螺纹孔长度范围内内径尺寸D1 和中径尺寸D2 及内径最小最大尺寸[D1min],[D1max],中径最小最大尺寸[D2min],[D2max]Fig.3 Diagram of values of inner D1 and angle D2 diameters of thread of seat,tolerance ranges for inner [D1min],[D1max] and angle [D2min],[D2max] diameters of thread
根据表1,可以计算出螺纹的平均值(见表2)。
表2 内径平均值 和中径平均值 Table 2 Average values of inner and angle diameters of thread

表2 内径平均值 和中径平均值 Table 2 Average values of inner and angle diameters of thread
内径D1没有超标尺寸,符合图纸及标准要求。中径D2存在超标尺寸,超标尺寸在前5 匝。
4.2 螺纹承载可靠性分析
通过以上信息分析螺纹孔尺寸偏差对M170×6-6G/6e 螺栓接头强度的影响。螺纹尺寸的静态强度主要是由螺纹接头的重叠载荷匝数决定[6],重叠载荷面积主要由螺栓的最小可能外径与螺纹孔最大可能内径的关系决定[7]。带螺纹与螺栓M170×6-6G/6e 示意图如图4所示。
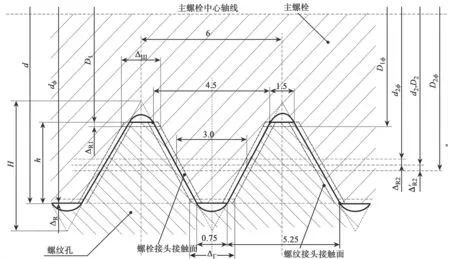
图4 M170×6 螺栓接头尺寸示意图Fig.4 Profile of threaded joint M170×6
d=170 mm;D1=163505 mm;d2=166103 mm;H=5196 mm;h=32475 mm;D1max=164385 mm。
螺纹M170×6-6G/6e 在公差下的最小可能重叠长度如下:
式中:dmin=d-δd=170-0.718=169.282 mm -螺栓M170×6-6e 螺纹的最小外径;
d=170 mm -螺栓螺纹的公称外径;
δd=0.718 mm -螺栓M170×6-6e 螺纹外径最大偏移量;
D1=163.505 mm;
螺纹的理论高度(标准螺距S=6 mm),根据图4 几何尺寸计算出:
在螺纹内径平均值下的值为:
上述计算表明,使用极限尺寸的主螺栓与51 号螺孔配合,载荷能力仍然能得到保证。与标准状态下的螺纹相比,可靠关系值没有变小,因此确保了接头的载荷能力。
4.3 各工况下应力分析
下面分别校核螺栓拧紧、工作压力、水压试验压力等工况下螺孔中的应力[8]。在极限值和标准尺寸两种情况下,螺栓M170×6 尺寸计算取值及公式如下。
Rmδ=834 MPa-螺栓材料(钢38XH3MΦA)在设计温度T=350℃下的最小极限强度;
RmΓ=539 MPa-法兰材料(钢15X2HMΦA)在设计温度T=350℃下的最小极限强度;
z=54 -螺栓数量;
Fw-设计工况下螺栓上的应力(预紧和强度水压试验);
Fw=345.1·106H -螺栓拧紧时;
Fw=377.8·106H -设计压力下;
Fw=390.5·106H -强度水压试验下。
法兰材料钢 15X2HMΦA 允许的剪应力:
主螺栓材料钢38XH3MΦAКП 880 允许的剪应力:
通过以上计算,在尺寸极值的条件下,计算结果见表3、表4,螺纹接头的剪切应力满足俄罗斯ПHAЭГ-7-002-86(核动力装置设备和管道强度计算规范)标准要求[9]。
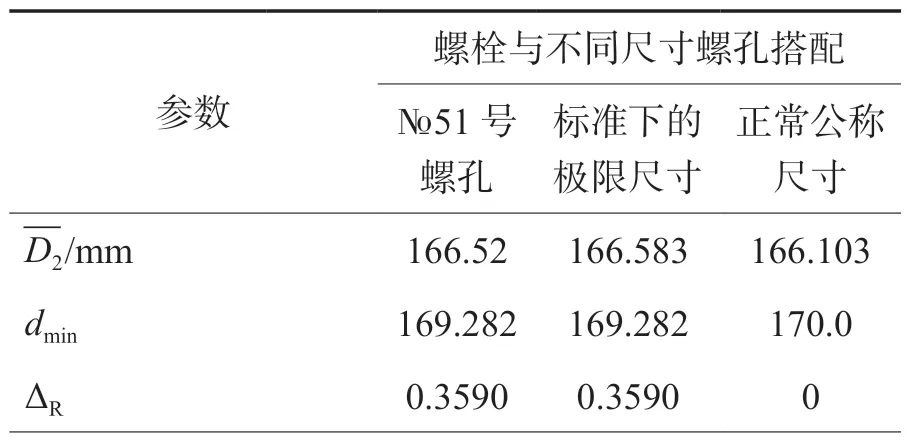
表3 M170×6-6G 螺孔强度评定Table 3 Strength assessment of thread of seat M170×6-6G
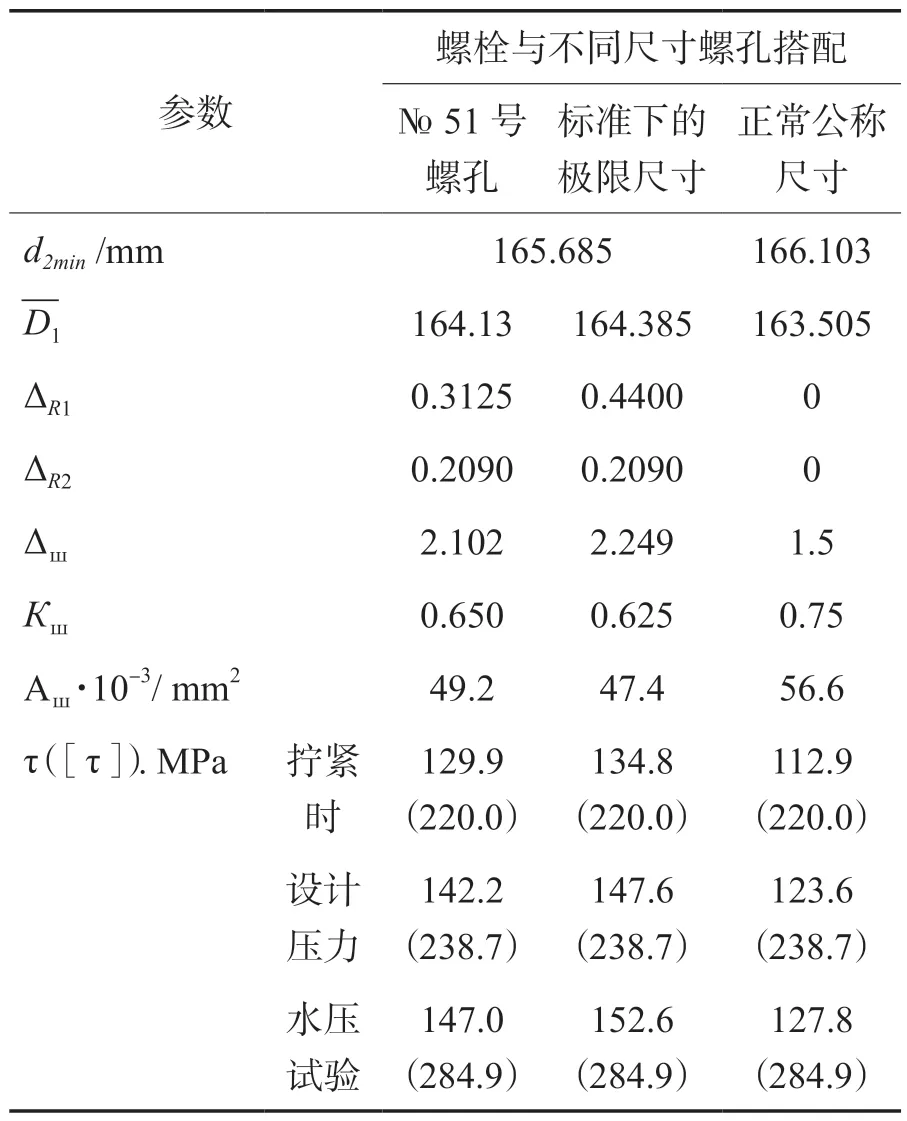
表4 螺栓M170×6-6e 螺纹强度评估Table 4 Strength assessment of thread of studs M170×6-6e
5 监造期间预防措施
经过以上计算,51 号螺孔可以经过简单地打磨去除表面毛刺、积屑瘤,通过原样接收的方式处理该不符合项。
为了避免后续制造过程中主螺栓卡涩问题,笔者对主螺栓安装工序进行了梳理,并进一步防范了主螺栓卡涩问题。制造厂及监造人员应采取的预防措施如下:(1)对螺栓孔以及主螺栓的机加工质量进行严格监督控制,尺寸验收阶段应使用通规、止规进行检查,同时注意表面的清洁度、平整度,螺牙是否存在毛刺、积屑瘤等异物[10];(2)细化操作规程,补充主螺栓拧入、拧出的要求;(3)对主螺栓拧入、拧出的工段人员进行补充工艺培训和指导;(4)对后续螺栓拧入、拧出螺栓孔过程中增加工长和质量监督员的全程监督;(5)对打磨操作工进行培训,并进行全程监督;(6)对压力容器主螺栓孔进行修磨后,对所有螺栓孔和主螺栓进行再次检查;(7)安装主螺栓前检查主螺栓孔的清洁度、主螺栓孔和主螺栓螺牙是否存在毛刺、二硫化钼润滑脂质量及润滑状况。[11]
6 结语
螺栓孔卡涩问题可以通过4 种方式进行处理:打磨后原样接收、沿原螺旋线扩孔、重新加工新螺纹的扩孔修复、螺纹衬套,根据螺栓孔损伤程度的不同进而选择合适的处理措施。其中最简明有效的方式为对原损伤的螺纹孔进行打磨,去除表面毛刺、积屑瘤[12]。
本文通过对某核电站4 号压力容器51 号螺栓孔问题进行分析和处理,对螺纹孔内径、中径等实际尺寸进行建模分析,通过计算损坏的螺纹在极限尺寸的螺栓配合下仍然能够满足螺纹载荷能力,以及俄标ПHAЭГ-7-002-86 中规定的剪应力强度要求,选择对原损伤螺孔进行打磨后原样接收的处理方式。
文中案例为后续监造以及生产运营过程中预防和处理压力容器螺栓卡涩问题提供了理论支撑及实践指导。
