不用三针的“三针测量”方法
2010-07-26刘兴富广州威而信精密仪器有限公司
刘兴富/广州威而信精密仪器有限公司
0 引言
螺纹中径的测量,一般是采用三针间接测量或在工具显微镜上用影像法(干涉法或接触法)直接测量。但是,三针测量实际上测量的是螺纹的单一中径,而不是螺纹的中径,三针在中径实际测量中,不能严格按照国家标准的定义,测量出螺纹牙型沟槽和凸起宽度相等地方的直径;在工具显微镜上测量螺纹中径的方法,也不符合国家标准中径、单一中径的定义。
不用三针也可对螺纹中径进行三针测量的问题,也许会认为是根本不可能。但是,不用三针的三针测量方法的确是可以实现的。本文方法根据国标定义,不进行计算,只需描出影屏上的牙型牙侧直线(放大图),螺纹中径和单一中径可以直接从放大图上量出,是工厂螺纹加工中精确、简易、快捷实用的测量方法。
螺纹中径、单一中径的定义(GB/T 14791—1993《螺纹 术语》):
中径——一个假想圆柱母线通过牙型上沟槽宽度和凸起宽度相等的地方(图1a);
单一中径——一个假想圆柱母线通过牙型上沟槽宽度等于基本螺距一半的地方(图1b)。
1 方法
1)在投影仪(或工具显微镜)上安装顶针座,调整两顶针连线与工作台移动方向一致后,将被测螺纹装在两顶针之间并锁紧。
2)选择适当的放大倍数,调整光圈、焦距等,使螺纹的牙型放大影像清晰地显示在投影屏上(图2)。
3)将图2投影屏描图纸上的牙型影像,用透明三角尺、铅笔准确地描出牙侧直线部分和画出两侧牙型中线附近平行于螺纹轴线的基线(铅笔线越细越好,以能看清为准)。
4)取下投影屏上描绘出的牙型牙侧直线放大图,将其放在制图板上进行几何作图:
在画出的基线上,标出两侧基线与相邻牙侧的交点A、B、C和A1、B1、C1;确定AB(A1B1)和BC(B1C1)的中点E(E1)和F(F1),再作EF(E1F1)的垂直平分线(中径定义直线),中径定义直线与牙侧直线交于点D(D1),D(D1)被称为中径定义点(图3)。

图1 螺中径和单一中径

图2 投影屏上的螺纹牙型放大图像

图3 中径定义点(轴线另一侧未画出)
5)过点D(D1)作牙侧直线的垂线,垂线与沟槽中线交于点O,OD(OD1)就是被测螺纹中径的最适当三针的放大半径(图4)。

式中:d′ —三针直径;
PS=OD/M*—螺纹螺距的实际值;
α/2 —螺纹牙型半角;
M*—放大倍数。

图4 测量中径时的虚拟三针(轴线另一侧未画出)
6)从沟槽两牙侧的交点H(H1),移至点K(K1)[距离OK(O1K1)];过点K(K1)作平行于螺纹轴线的直线,直线与牙侧的交点G(G1),就是单一中径定义点;过点G(G1)作牙侧直线的垂线,垂线与沟槽中线交于点O1,O1G(O1G1)就是被测螺纹单一中径的最适当三针的放大半径(图5)。

图5 测量单一中径时的虚拟三针(轴线另一侧未画出)

式中:d—三针直径;
P=O1G/M*—被测螺纹基本螺距;
α/2—螺纹牙型半角;
M*——放大倍数。
7)被测螺纹的中径,可以从放大图上直接测量出来,[即d2=图上测量值(DD1)除以放大倍数(M*)](图6a)。和中径一样,被测螺纹的单一中径,也可以从放大图上直接测量出来,[即d2单一=图上测量值(GG1)除以放大倍数(M*)](图6b)。
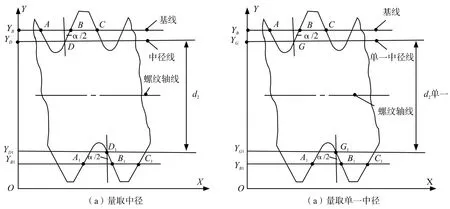
图6 获得螺纹的中径和单一中径
2 测量、描影、作图实例
测量普通非标螺纹M16×2(d2=14.7240-0.1),在投影仪上选择放大倍数M=20X进行测量、描影、作图。
从图7a和图7b的投影放大图上量出PS=42.00 mm,YD=319.87 mm,YD1=25.45 mm;YG=319.82 mm,YG1=25.72 mm:
测量中径时的三针直径 (三针系列中无此规格,本文方法却不受限制! )
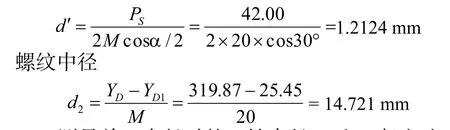
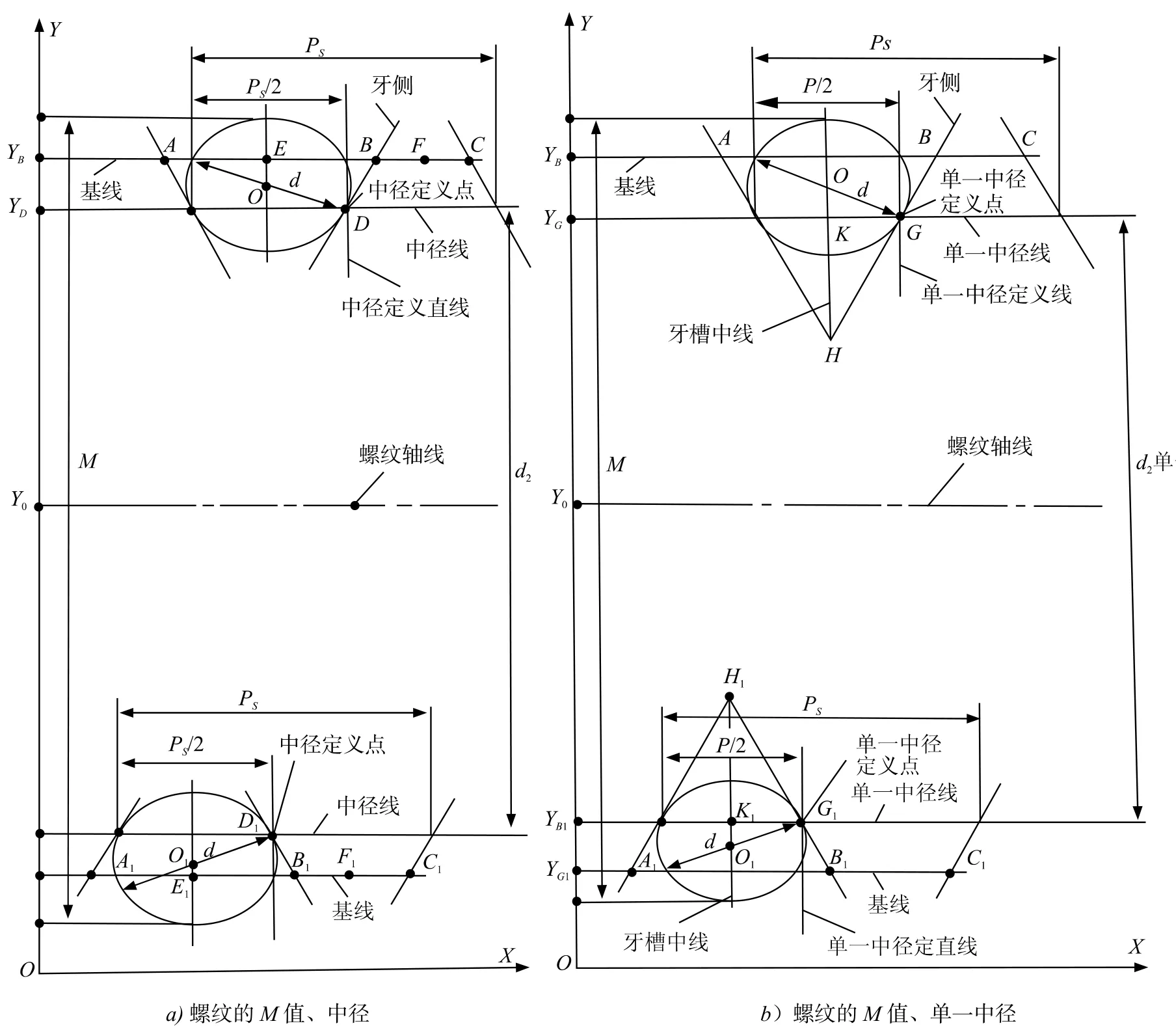
图7 测量、描影、作图
测量单一中径时的三针直径 (和一般方法一样,但本文方法是取三针的理论正确值,无制造误差!)

3 结束语
1)在放大图上量取螺纹中径和单一中径的尺寸时,笔者推荐用0.02 mm的游标卡尺。
2)投影作图方法的准确性,除测量仪器的误差外,尚取决于螺纹制件牙型本身的加工精度、放大牙型影像和牙型侧边描绘质量、以及几何作图的技巧和准确度。
3)误差分析表明:螺纹的螺距偏差、牙型半角偏差对螺纹中径测量没有影响。
4)本文方法可以满足普通螺纹工作量规、精密螺纹制件中径测量的精度要求。
