45CrNiSiMnMoVA钢钻削轴向力加工参数优化及响应面法预测
2023-12-26贾广辉
贾广辉,常 浩,张 昊
(1.河南交通职业技术学院,汽车学院,河南 郑州 450000;2.东风越野车有限公司,整车开发部,湖北 武汉 430056;3.东南大学,仪器科学与工程学院,江苏 南京 210096)
1 引言
当前,许多新的航空技术获得不断开发,为满足飞机安全性要求,需进一步开发性能更优材料[1-2]。其中,45CrNiSiMnMoVA钢因具备力学强度高,而成为现阶段航空航天领域的一种新型钢材。
考虑到45CrNiSiMnMoVA钢具备高强度与高硬度的特性,钻削时大量切削热会造成零件表面的破坏,并降低了加工孔的质量控制水平[3-5]。目前国内关于45CrNiSiMnMoVA钢方面的研究受到国外的严密封锁,基本都是集中在热处理工艺优化、激光熔凝技术方面的内容[6],只对材料组织结构的变化进行了分析,文献[7]对比了不同工艺参数下的45CrNiSiMnMoVA钢力学性能差异性,由此实现了材料综合性能的显著提升;文献[9]利用二次时效工艺处理45CrNiSiMnMoVA 钢,并以前你疲劳寿命也发生相应变化;文献[10]采用激光熔凝方法对AerMet00 超高强度钢完成表面处理,之后测试了各工艺条件引起的材料组织形态与耐蚀能力变化。文献[11]则采用干式铣削方法处理45CrNiSiMnMoVA钢,根据应力集中作用机制研究了刀具失效过程引起的沟槽磨损现象;文献[10]按照响应面优化的方式对不同工艺参数处理后45CrNiSiMn-MoVA钢发生的磨削力差异进行分析,之后采用显著性方法完成了预测模型的简化处理。
为评价国产45CrNiSiMnMoVA钢的钻削加工性能,可以选择钻削轴向力评价刀具磨损程度及其表面质量影响因素,同时根据材料去除率判断加工效率,通过响应面中心组合的方式对优化区进行分析,之后针对各参数形成的主效应和交互效应分别构建了相应的回归分析模型。以达到降低刀具磨损程度的效果,之后以提升加工效率与改善表面质量作为目标来达到优化模型各项参数的效果。
2 试验
2.1 方案
选择尺寸为(100×100×50)mm的方形AerMet00超高强度钢作为本实验测试材料,之后对其实施钻削加工测试,对该材料处于室温状态下的各元素组成与力学特性进行测试所得结果,如表1、表2所示。选择硬质合金麻花钻作为钻削过程所使用的刀具,测试期间设置了不同的钻削参数,钻头直径都为5.5mm。钻削实验在CY-VMC-850C立式加工系统上完成,以瑞士Kistler-9257B三向测力仪测试了装夹切削力变化情况,该测试系统由数模转换器、电荷放大器、计算机共同构成,切削力与轴向力的分析模型,为防止切削冷却液引起切削过程的热量与作用载荷差异,本次选择干切削测试方法,如图1所示。

图1 轴向力测量系统Fig.1 Axial Force Measurement System

表1 化学成分/wt%Tab.1 Chemical Composition

表2 力学性能Tab.2 Mechanical Properties
2.2 单因素方案
为分析钻削参数引起的参评指标变化,按照单因素测试的方法分析主轴转速n、步进量P、进给速度vf引起的切削性能变化,单因素测试的各项参数,如表3所示。

表3 单因素试验方案Tab.3 Single Factor Test Scheme
3 试验参数对轴向力影响
按照单因素测试的设计方案完成钻削加工,从CY-VMC-850C立式加工系统实际情况出发,利用测力仪采集切削力,根据以上测试结果绘制得到的钻削参数与轴向力Fp之间的变化曲线,如图2~图4所示。

图2 主轴转速随轴向力变化Fig.2 Variation of Spindle Speed with Axial Force
选择步进钻孔方式,这使得钻进部分的轴向力快速升高到最大值,此时钻头和工件之间发生直接接触而形成很大的切削力,之后进入相对稳定的钻削加工区,同时轴向力也发生了缓慢减小,最后当钻头从工件表面脱离时发生了轴向力的快速降低。
3.1 主轴转速
根据图2可知,保持恒定的vf=30mm/min、P=1.2mm条件下,分别对300r/min、350r/min、400r/min三种主轴转速下的轴向力数据进行采集,可以明显看到,当主轴转速增大的过程中,进入平稳区时发生了轴向力的减小,这是因为主轴转速提高后,切削温度也出现了持续上升,从而获得更小摩擦系数并引起轴向力的降低。
3.2 进给速度
在恒定的n=350r/min、P=1.2mm条件下,设定进给速度vf依次为20mm/min、25mm/min、30mm/min时测试所得结果,如图3所示。可以发现,逐渐提高进给量时,轴向力发生了持续增大,这是因为随着切削面积的增加,获得了更大的摩擦系数,由此引起轴向力也明显升高,通过对比发现,在进给速度从25mm/min增大到30mm/min期间相对于从20mm/min增大到25mm/min阶段形成了更明显的上升变化趋势。设定进给速度为25mm/min确保达到较小切削力的条件下获得更大切削面,从而实现加工效率的显著提升。

图3 进给速度随轴向力变化Fig.3 Change of Feed Velocity with Axial Force
3.3 步进量
对图4进行分析可知,设定n=350r/min、vf=30mm/min保持恒定值时,控制步进量P依次为1mm、1.5mm、2mm 完成数据采集,结果显示,在不同步进量下得到基本相近轴向力,由此表明轴向力与步进量之间并不存在直接关联性,可以在后续优化阶段降低对其进行预测的权重占比。

图4 步进量随轴向力变化Fig.4 Stepper Changes with Axial Force
4 响应面法预测
4.1 组合方案
利用RSM(Response Surface Methodology)方法设计了测试方案并对钻削参数实施优化,以CCD(Central Composite Design)回归方法计算得到的因素编码,如表4 所示。对各水平中心进行组合构建得到的方案,如表5 所示。根据响应面优化的方式完成各因素的组合测试,同时以轴向力与材料去除率对优化效果进行判断。

表4 因素编码Tab.4 Factor Coding

表5 中心组合设计试验方案Tab.5 Test Scheme of Central Combination Design
4.2 预测模型
按照表5方案完成测试,从稳定区采集数据并计算均值作为测试结果,通过二次多项式对模型实施预测,由此获得以下所示的Coded与Actual预测模型:
4.3 显著性分析
对回归预测模型实施方差分析,再利用显著性检验方法获得结果,如表6所示。R2为0.951,经过调整后的R2为0.907,都接近1,表明此模型具备优异拟合性能。根据精密度AdeqPrecision测试结果为16.34,可知模型形成了强度较高的信号。
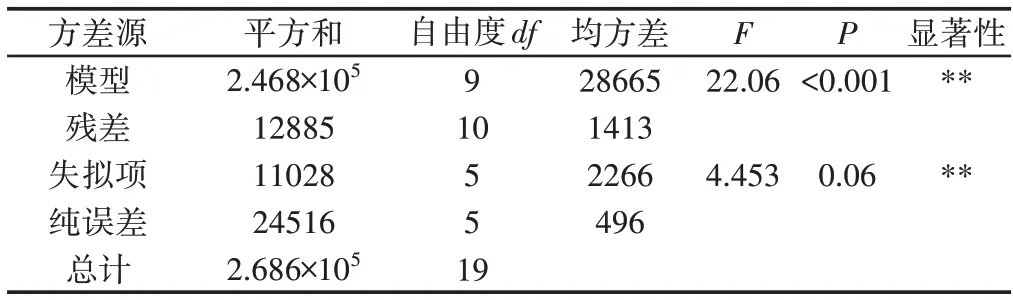
表6 预测模型方差分析Tab.6 Analysis of Variance of Prediction Model
模型系数交互回归分析后,依次选择主效应因素、交互效应因素与二阶效应因素开展回归分析,以此判断编码值和实际值预测模型参数显著性结果,如表7 所示。由此获得具有显著性的进给速度vf、主轴转速n与二次项系数,其中,步进量和三个切削参数形成了高P值的交互项,可以判断此时受到交互作用的影响程度很弱,因此加工阶段可适当降低步进量权重,主要选择主轴转速与进给速度作为45CrNiSiMnMoVA 钢钻削加工参数优化参考依据。

表7 模型系数交互回归分析Tab.7 Interactive Regression Analysis of Model Coefficients
4.4 优化预测
对刀具磨损程度、加工形貌特征及其加工效率开展综合评估,根据数值优化方法选择最佳方案:转速350r·min-1,进给量25.86mm·min-1,步进量0.995mm,对轴向力和去除率的10 个样例统计,获得验证结果,如图5所示。

图5 预测优化与验证Fig.5 Prediction Optimization and Validation
由图5 可知:预测结果相对验证结果获得了较小的相对误差,轴向力的误差在5N以内,去除率的误差在2mm2·min-1以内,表明这里的预测模型能够满足可靠性要求,从而新一步提升加工表面质量。
5 结论
(1)主轴转速增大使得进入平稳区时发生了轴向力的减小,获得更小摩擦系数并引起轴向力的降低。逐渐提高进给量时,轴向力发生了持续增大。
(2)通过二次多项式对模型实施预测,显著性检验结果接近1,表明此模型具备优异拟合性能。预测结果相对验证结果获得了较小的相对误差,轴向力的误差在5N 以内,去除率的误差在2mm2·min-1以内,表明这里的预测模型能够满足可靠性要求。