Z148震压式造型机优化改造
2023-12-25李志党波涛索留伟靳宝
李志,党波涛,索留伟,靳宝
西峡县内燃机进排气管有限公司 河南南阳 471500
1 序言
西峡县内燃机进排气管有限公司是国内专业化的汽车排气管生产基地,成立30多年来,先后为国内外一百多家主机厂开发3000多种排气歧管,由于Z148造型机(见图1)结构紧凑简单、维修方便、刚性好等特点,在公司造型生产中大量使用,本文主要从增加气压过低报警控制、震压时间固化控制等方面对造型机进行升级改造,以满足使用性能。
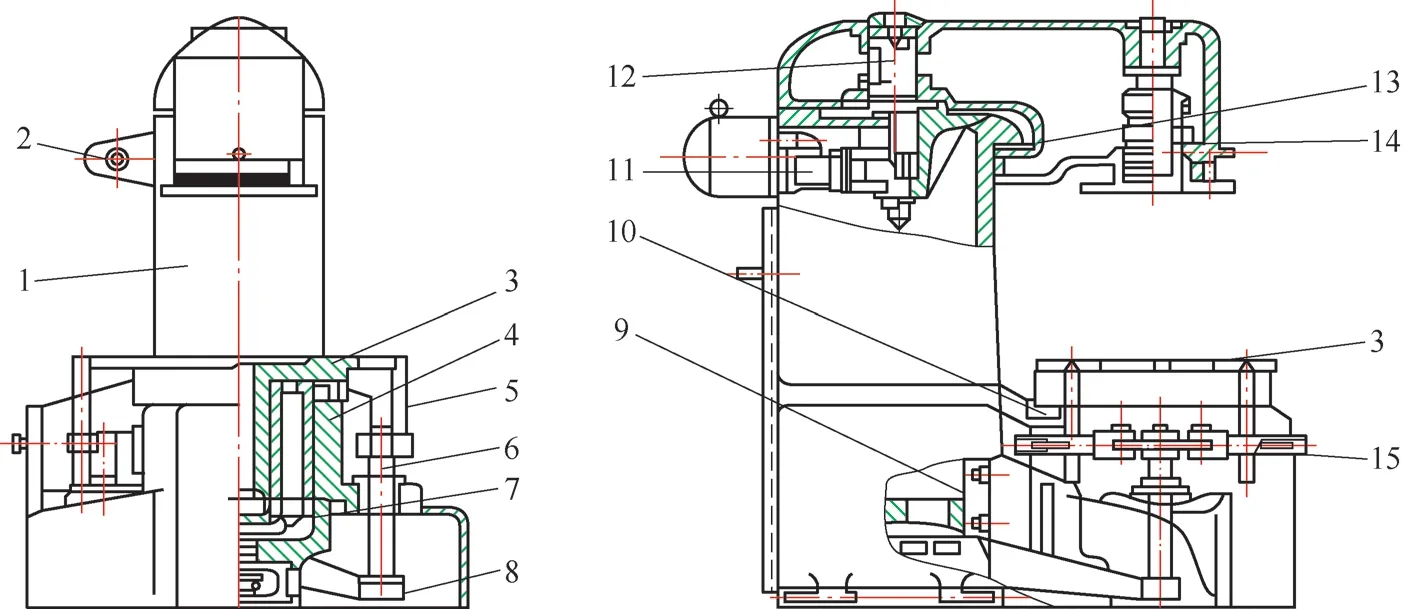
图1 Z148震击式造型机
2 问题现状
Z148震击式造型机(以下简称Z148造型机)是一种机械化程度较低的设备[1],由于维修方便、成本较低等优点,在汽车配件类企业被大量使用,公司有3条环形线18台Z148造型机,每月保证了几百个品种产品的生产。近几年,随着对汽配件质量要求的逐步提高,加之Z148造型机使用年限较长,造出的砂型硬度低,生产的铸件外观差[2](见图2)、内部缩松倾向大(见图3),以及产品一致性差等问题逐渐显现,在一定程度上制约了Z148造型机的使用,迫切需要对现有Z148造型机进行升级改造,以延长设备使用年限并满足产品质量提升的要求。

图2 铸件外观
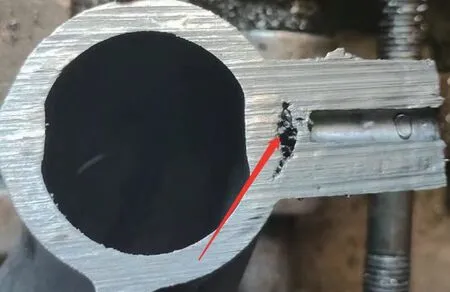
图3 内部缩松
3 原因分析
Z148造型机生产的铸件外观差及内部缩松倾向大的原因如下。
1)造型气压不稳定,操作工不能识别出压力低对造型质量的影响,在造型压力不能稳定输出的情况下,造型工依然在按照正常流程生产,砂型硬度不能稳定地控制在85以上,在浇注凝固过程中,较低的砂型硬度不能抵挡铸件的膨胀,造成内部缩孔、缩松缺陷严重。
2)排气歧管的产品结构也有一定的影响,由于排气歧管产品有一定的落差(最大落差达到150mm),而压实板是平面结构,这样压实板的压力是一样的,就造成了落差小的部位造型硬度高、落差大的部位造型硬度低的现象,因此在同一砂型中产生铸件局部外观差的缺陷。
4 改造过程
针对造型气压不稳定而造型工不能有效识别的问题,首先想到的是在每台Z148造型机旁边增加一个气包,通过气包储存的压缩空气来保证造型压力的稳定输出,前期预算评审,增加气包、压力表以及管路改造等相关费用,每台Z148造型机需增加费用1万余元,18台造型机全部改造完毕就需要投入超20万元,加之这个改造方案需要占用现场操作场地,使操作受限,因此这个方案最终没有实施。
再次进行改造工艺评审,决定采用在每台造型机的进气管道上加装防错压力表(见图4),当输入气压低于造型所需气压时,压力表会自动断掉空气输入,使造型机停止工作,防止因造型硬度低而造成的废品出现。同时对压实板进行改造,对排气歧管落差大的位置在压实板上面增加凸起,以增加压实压力。这样每台造型机的改造费用约500元。
5 改造效果验证
对同样产品进行为期一周生产验证,产品清理抛丸后铸件外观质量得到很大提升(见图5),内部缩松比例也明显下降,取得了初步改善效果,但是产品经过机械加工后,发现了新的问题,关键的位置(安装的法兰、定位凸台等)尺寸一致性差,有的产品尺寸偏差≥1mm,有的产品尺寸偏差≤1mm,这样对加工尺寸的调整影响很大,加工出来的产品尺寸偏差大、废品多。再次组织人员评审,对废品进行分析,发现有的班次产品一致性很差,废品特别高,而有的班次产品一致性很好,废品率很低,那么都是同一台造型机生产的产品,为什么出现这种情况,为此对现场造型过程进行跟踪,并采集了不同班次的震击压实时间,终于找到了问题的症结。由于震击压实时间的控制是由操作工自主控制,个人随意性较大,造成了震击压实时间有2~3s的出入,所以在同样的震击压力下,有的班次产品一致性很好,而有的班次产品一致性较差。
因此,对Z148造型机再次进行改造,在原有的人工控制阀上面增加时间继电器,由技术工艺人员根据不同的产品结构对震击时间、震击压实时间进行设定并上锁固定(见图6),操作人员只需根据操作流程按下相关按钮即可,这样无论是哪个班次生产,都能够保证产品的一致性。
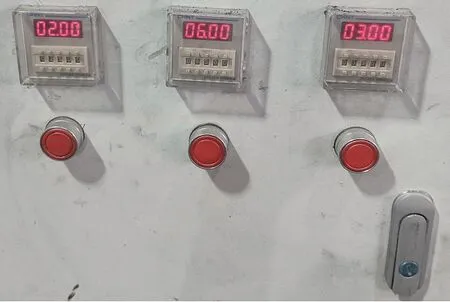
图6 时间继电器
设备改造完成后,再次对同样产品进行多班次验证,产品的外观粗糙问题彻底解决,内部缺陷大幅降低,产品一致性非常好,取得了良好的效果。
6 结束语
Z148造型机在许多铸造企业都大量存在,许多已经到了使用年限,若闲置不仅占用空间,也浪费资源。通过此次对Z148造型机的升级改造,使废旧的设备重新动起来,提高了产品质量和生产效率,降低了消耗,为企业提高了经济效益,因此值得推广应用。
