伺服控制技术在数控加工中的应用价值与提升方向
2023-12-22单炜
单 炜
(江苏省惠山中等专业学校,江苏 惠山 214151)
0 引言
机械加工是国家机械工业和经济发展的关键行业,机械加工的生产力受到技术条件和设备先进性的明显制约。数控技术作为制造业向现代化发展的基础技术,在机床产品中应用广泛。近年来,我国数控机床的普及程度持续提高,改善了机械化生产效率,但从国际范围看,我国自主研发的数控机床产品和配套技术仍有较大提升空间,国内机床企业现阶段生产的产品自主研发能力不足,对于伺服控制技术的深度应用、参数探究、性能分析不足,导致数控机床在加工精度、工作效率、稳定性等方面与国际一线品牌产品存在较大技术差距,通过积极利用和深入研究数控机床伺服控制技术体系来改善机械制造质量,已成为现阶段我国机械加工行业发展的重要工作之一。
1 机床数字控制技术特征
数字控制技术(Numerical Control,NC)是数控机床自动运行的基础,其原理是通过建立数学控制公式配合程序指令实现对电气可控设备的自动控制,是计算机技术与电气技术的有机结合。国内在机床上开展了数字控制技术的相关研究,通过科研人员的不懈努力,目前国内的数控机床技术已逐步接近国际先进水平,使我国机械制造业也呈现出自动化、柔性化和集成化的发展趋势。机床数字控制技术现阶段已与机械行业有效融合,实现了兼容CAD、CAM,并发展成整合FMS、CIMS特征的新机械加工制造体系[1]。
2 伺服控制系统的应用价值
伺服控制系统是电气化自动控制系统的重要分类之一,由控制器、驱动元件、被控对象和检测装置组成,能通过控制指令实现对相对运动的控制,该技术在机械相关产品中应用广泛。伺服控制与传统控制过程相对比,特征在于伺服控制系统能够按照人们的意愿进行精准控制,同时对控制质量进行跟踪和修正,应用于数控机床的生产加工中,实现智能控制。伺服控制系统按照数控编程指令和程序修正功能,精确控制工作台与主轴刀具和被切割工件的相对位置,实现关键加工器具的规律运动,更容易保证机械加工质量,该系统具有稳定、灵活、方便、快速、准确等特性[2-3]。
伺服控制系统在数控机床上应用价值体现在以下几方面:一是有效提升数控机床的加工精度,能通过精确控制和逻辑分析与判断实现精确加工与制造;二是有效提高自动化程度,减少人工参与过程,降低劳动强度;三是有效缩短生产制造周期,实现多道工序的连续加工,降低不同工序加工误差累积,提高零件制造合格率,降低废品率,尤其适合精密零件的生产制造;四是随着伺服控制系统进入全数字化和交流化时代,利用软件优化可实现性能升级[4]。
3 技术体系组成与原理
3.1 基础组成及功能
伺服控制系统在数控机床的应用,主要包括3个功能分类,分别为控制系统、伺服驱动装置和位置检测系统,其工作原理如图1所示。控制系统是数控机床的“大脑”,能够接收和利用检测系统反馈数据,实现对加工程序和修正程序的调取,根据加工实施状态进行判断调整,通过计算机的数学运算形成指令,并发送给伺服驱动装置;伺服驱动装置是数控机床的“躯干”,是机械加工的执行主体能够根据控制系统制定的执行动作,主要由驱动元件、机械传动部件和末端执行件等组成;位置检测系统由多种传感器和通讯设备组成,能够实现对机械部件实际位移量的检测,并能将检测结果反馈给控制系统。控制系统、伺服驱动装置、位置检测系统之间形成循环配合。目前,数控机床伺服控制技术已经进入智能化控制阶段,先进的数控机床能够利用控制系统自主运算、自主控制并发送指令,驱动机床部件自动加工制造零件,随着机床技术的发展,数控机床伺服控制功能也进一步向集成化、人性化方向发展。
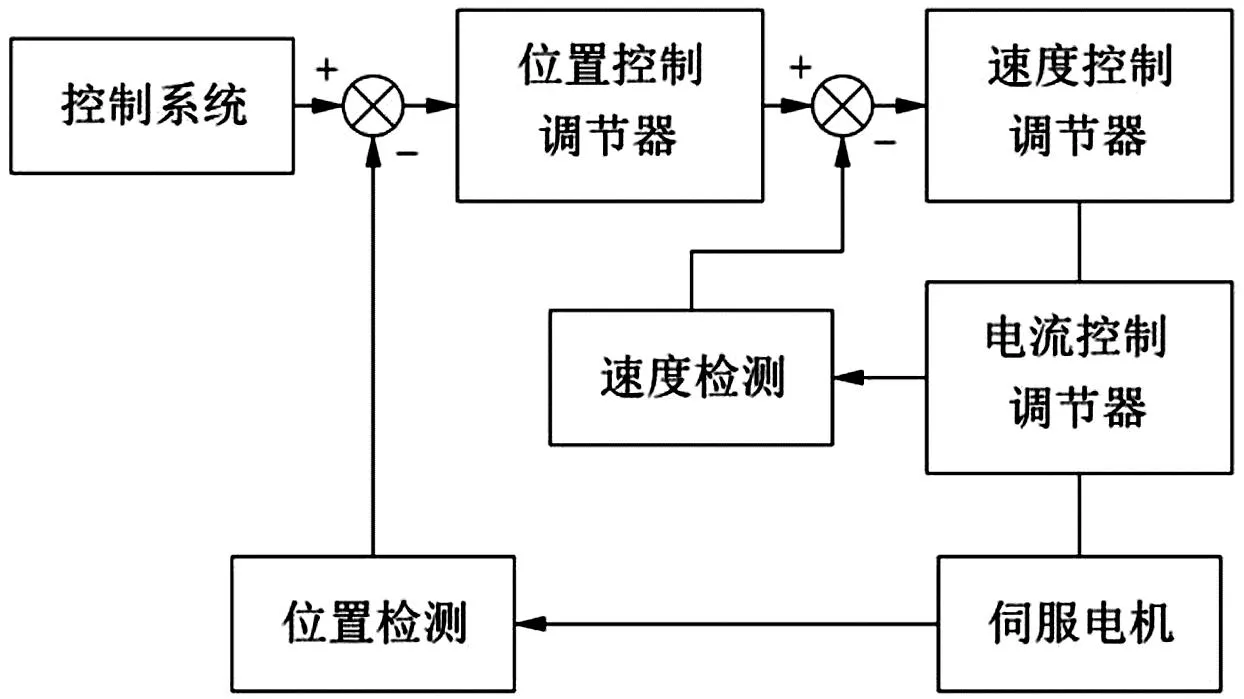
图1 数控机床伺服控制技术工作原理
3.2 控制系统
数学控制模型是控制系统的关键逻辑基础,伺服控制系统在数控机床中应用的广泛控制方法为PID控制(Proportion Integration Differentiation),其技术原理如图2所示。PID控制主要由比例单元(P)、积分单元(I)和微分单元(D)组成,该控制可形成一个具有执行反馈循环功能的可控回路系统,通过比较收集数据和预设值之间的差值,调整控制过程中的执行量,以保证系统的准确性和稳定性,尤其适用于数控机床这一类具有稳定误差和批量反复加工统一零件的条件中,PID控制能充分发挥其稳定性和准确性的优势[5]。
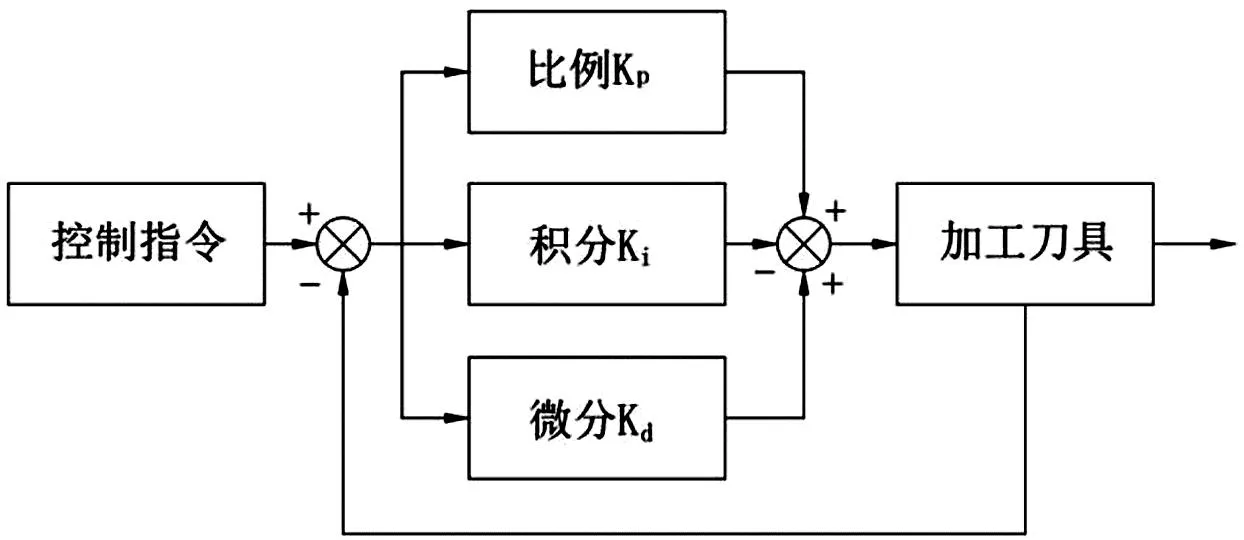
图2 PID控制技术原理
PLC可编程逻辑控制器控制模型(Programmable Logic Controller)是数控机床中应用的一种成熟的控制模型,能使电气线路布线更加简洁,而且能实现常规控制电路不能实现的特殊控制功能。其在机械加工行业中已发展成为相对成熟的电子控制系统,并配备有专用的可编程存储器,通过快捷选择功能和自主编程,实现对机床驱动和执行机构状态的控制、运行逻辑运算,以及时间、空间相对关系的调整。其软件控制的实现需要依托电源、中央处理单元、存储器、输入单元、输出单元等硬件支持。近年来,PLC控制技术在数控机床方面也实现了快速优化调整,其功能由传统的编程控制逐渐向逻辑控制、时序控制、模拟控制等自主控制方向转型,逐渐实现控制功能的优化。
3.3 伺服驱动装置
伺服驱动根据技术特征和发展时期可分为直流伺服驱动和交流伺服驱动两种。直流伺服驱动技术应用较早,主要驱动装置是制动电机,通过对直流电机的转速控制实现对机床加工制造状态的调整,直流驱动装置能适应机械加工中高负载加工需求,实现大扭矩输出下的精确控制。交流伺服驱动在现阶段数控机床中应用更为广泛,属于新兴伺服驱动技术,其能够通过变频调速技术实现对交流电机的精确控制,进而驱动机床主轴及刀具实现精准加工。交流伺服驱动的优势在于驱动控制过程能够实时与旋转编码器速度测量数据进行对比控制,实现实时修正[6]。
3.4 位置检测系统
位置检测系统是对数控机床伺服控制原始环境、执行状态进行数据获取与处理的功能系统,其主要功能装置为传感器。随着传感器技术的快速发展,传感器的种类和型号也持续增加,能够实现对位置、距离、转速、压力等多种参数的快速准确获取,辅助机床实现功能关系的客观判断。
传感器主要通过敏感元件技术实现检测功能,常用的传感器包括位移传感器、加速度传感器、荷重传感器和温度传感器等[7]。
4 伺服控制技术的提升方向
4.1 明确影响加工精度的因素
要提高数控机床的加工制造精度,应从伺服控制的特征出发,明确影响加工精度的重要因素。第一,控制原点的选择是加工制造的基础坐标定位,实际加工中常因为原点选择不合理造成加工制造精度下降;第二,编程轨迹及数据处理不合理会造成外形轮廓和表面质量的下降;第三,误差补偿技术的应用对于加工质量和合格率也会产生直接影响;第四,检测系统的准确性和实时性对于加工准确程度会产生关键影响[8]。
4.2 合理选择编程原点
编程原点需根据数控机床结构、待加工零件图纸和生产加工工艺综合考虑后进行选择,多工序加工制造时必须保证编程原点坐标相同。同时,编程原点的选择应保证加工过程的数学运算尽量简单,避免出现尺寸链反复换算、频繁换算公差加工的情况,兼顾加工过程中刀具的运行逻辑,尽量减少刀具空行时间,避免路径重复和无效驱动。
4.3 合理设计编程轨迹
首先,要结合零件加工工艺和机床结构特征合理设计进刀、退刀的路径,降低进刀接触误差和退刀切削影响表面质量,减少进刀和退刀作业过程中产生的刀痕;其次,应合理选择刀具行进方向,对于硬度较大的原材料、表面经特殊处理的原材料,需根据材料特征选择合理的行进路线;此外,对于不同的材料应合理设计粗加工、精加工的单次切削量,设计是否可实现来回往复加工,在保证表面加工质量的同时提高工作效率;最后,加工路线的设计应充分考虑零件和刀具的受力状态,避免突然受力造成加工质量下降[9]。
4.4 合理应用误差补偿
误差补偿的方式方法是多种多样的,传统误差补偿多采用减少原始误差、转移原始误差、均分原始误差、均化原始误差等方法实现,随着伺服控制技术的持续升级,系统对于原始误差的处理方式更加智能化,能够实现实时补偿与修正。合理利用软件系统驱动硬件,使误差补偿的过程更为精确且便捷。深入应用在线检测、在线误差补偿和偶件自动配磨等新技术,达到降低误差的目的。以某一编程原点为基准,采取绝对式编程,实现零部件坐标程序的应用和循环程序加工指令运用,达到提高加工精度的目的[10-11]。
4.5 优化检测系统功能
从伺服系统设计角度出发,持续优化传感器硬件应用合理性,科学引进最新的传感器设备和技术,提高检测精确度和数据反馈实效性,助力控制系统优化判断过程,提高伺服控制的整体调整能力。
5 结语
近年来,国产高端数控机床市场占有率稳步提升,据机床产业数据统计显示,我国2022年数控机床产业规模超4 000亿元。作为技术更复杂、精密的现代化机床,伺服控制技术在机床领域的应用仍有很深的潜力可以挖掘,伺服控制技术能有效促进机床产品向高度自动化的方向发展,为我国制造业乃至工业发展提供重要基础保证,未来还应持续加强数控机床伺服系统软硬件升级研究,为机床技术的现代化发展和应用创造有利条件。
