提高麸曲清香型白酒乙酸乙酯含量的研究
2023-12-19王乃军马美荣赵国锋李晶晶李洪媛王德斌
王乃军,马美荣,赵国锋,李晶晶,李洪媛,王德斌
(北京红星股份有限公司,北京 101400)
麸曲清香型白酒以北京地区红星二锅头酒为典型代表,其工艺特点为“麸曲酒母,合理配料,低温入池,定温蒸烧”[1-2]。与大曲清香型白酒相比,麸曲清香型白酒香味组分的种类少、含量较低,醇类化合物含量最高,其次是酯类、酸类、羰基类化合物等,主体香味成分是乙酸乙酯,其含量极大影响麸曲清香型白酒的品质。
在酿酒过程中,白酒中的乙酸乙酯生成可通过化学反应或生物合成,生物合成又可分为微生物代谢途径和酯化酶途径[3-4]。酯类对白酒的风味形成具有重要的作用,因此提高麸曲清香型白酒乙酸乙酯含量的研究具有重要意义。以黑曲霉麸曲、酿酒酵母为糖化发酵剂,混蒸清烧工艺为基础,通过延长发酵期,添加优选的多菌种菌剂,采用原料清蒸工艺,比较几种工艺对原酒乙酸乙酯含量的影响。
1 材料与方法
1.1 材料、试剂及仪器
黑曲霉、根霉、酿酒酵母、生香酵母,北京红星股份有限公司提供。
原辅料:高粱、麸皮、稻壳、玉米等,均为市售。
试剂:叔戊醇、乙酸正戊酯、2-乙基丁酸,色谱纯,天津市精细化工有限公司。
仪器设备:气相色谱仪:HP6890,安捷伦公司;电热鼓风干燥箱:DHG-9245A,上海一恒科学仪器有限公司;电子天平:LA230S,赛多利斯公司;全自动密度仪:DMA5000M,安东帕公司。
1.2 试验方法
1.2.1 酿造工艺流程图(图1、图2)

图1 原料混蒸工艺

图2 原料清蒸工艺
1.2.2 酿酒实验(表1)

表1 酿酒实验方案
每个发酵池投粮3000 kg,在对照基础上,分别采用延长发酵期,添加多菌种,原料清蒸工艺进行发酵实验。发酵成熟的酒醅蒸酒。
1.2.3 发酵过程参数测定
根据王福荣等[5]的方法,测定发酵过程中的入池水分、出池水分、入池酸度、出池酸度。采用温度计测量入池温度、出池温度。
1.2.4 原酒酒精度测定
采用全自动密度仪进行自动检测[6]。
1.2.5 原料出酒率测定
测定原酒酒样的酒精度,原酒称重,计算原酒产量、原料出酒率。
原料出酒率(%)=折算为65%vol 原酒产量/原料用量×100[7]。
1.2.6 原酒风味成分分析
参照马美荣等[8]的色谱条件进行分析,色谱条件:DB-WAX UI石英毛细管色谱柱(30 m×0.25 mm×0.5 μm);氢火焰离子化检测器(flame ionization detector,FID),检测器温度240 ℃;进样口温度250 ℃;升温程序:35 ℃保持4 min,以5 ℃/min 升至100 ℃,再以10 ℃/min 升至230 ℃,保持13 min;载气为氮气(N2);吹扫流量为3 mL/min;分流比为1∶30。载气流速:氮气36.5 mL/min,氢气40 mL/min,空气400 mL/min。根据保留时间定性,采用内标法定量,内标物为叔戊醇(质量浓度198.27 mg/L)、乙酸正戊酯(质量浓度174.93 mg/L)和2-乙基丁酸(质量浓度198.20 mg/L)。
1.2.7 原酒感官评价
由5 位具有专业品评知识的省级评委按照GB/T 33404—2016 白酒感官品评导则从风味方面对原酒进行感官评价[9]。
1.3 数据分析
所有的实验结果均以平均数±标准差(Mean±SD)形式表示,n=5。
2 结果与分析
2.1 不同工艺的入池粮醅、出池酒醅指标
化验入池粮醅、出池酒醅的水分、酸度,测量入池粮醅、出池酒醅的温度,详见表2。从表2 可知,实验组的水分增加值、酸度增加值、温度增加值都高于对照,水分增加值最高的为实验三,酸度增加值最高的为实验二、实验三,温度增加值最高的为实验三。实验一高可能由于发酵时间长,与相关微生物的代谢有关;实验二高可能是因为发酵过程增加了根霉和生香酵母,微生物的加入改变了发酵体系;实验三高可能是因为采用原料清蒸工艺,酒醅蒸酒后的回糟与单独蒸熟的高粱拌匀后入池发酵,不需要再次蒸煮,这样发酵底物的组成体系明显不同于对照。

表2 入池粮醅和出池酒醅指标
2.2 不同工艺对出酒率的影响
实验与对照的出酒率详见表3,从表3 可以看出,实验一的出酒率低于对照,相对降低了1.12%,实验一发酵期比对照多2 d,所产乙醇进一步转化为风味物质,导致出酒率有所下降。实验二和实验三的出酒率都稍高于对照,分别相对提高了0.52 %、0.90 %,实验二增加可能是所采用的根霉生香酵母也具有一定的产酒精能力,实验三增加可能是因为酒醅蒸馏后的回糟中还含有少量的酒精,其采用的原料清蒸工艺,回糟不需要再次蒸煮,初始粮醅中保留的酒精更多一些。

表3 不同工艺的出酒率结果

表4 实验酒样气相色谱分析结果
2.3 不同工艺对原酒风味物质的影响
从风味物质分析来看,含量较高的物质有乙酸乙酯、乙酸、乳酸乙酯、异戊醇、正丙醇、异丁醇、乙缩醛等,乙酸乙酯和乳酸乙酯为酯类化合物中两种含量最高物质,远远超出其他酯类物质。各实验不仅乙酸乙酯含量高于对照,乳酸乙酯含量也都高于对照,其中实验二最高,分别比对照相对提高了44.38%、25.72%。从2.1 可以看出,实验的发酵酸度增加值高于对照,为酯类物质的合成提供了良好的物质基础。实验一乙酸乙酯和乳酸乙酯含量增加可能原因是发酵时间延长,从而延长了酸醇酯化的时间;实验二乙酸乙酯和乳酸乙酯含量增加可能是因为所应用的优选根霉生香酵母,在培养过程中可能代谢了起酯化作用的酶;实验三乙酸乙酯和乳酸乙酯含量增加可能在于该粮醅的前体风味物质含量更高。
2.4 不同工艺原酒感官品评
公司组织5 名省级评委对不同实验原酒与对照原酒从色、香、味、格四方面进行了感官评定,结果见表5。
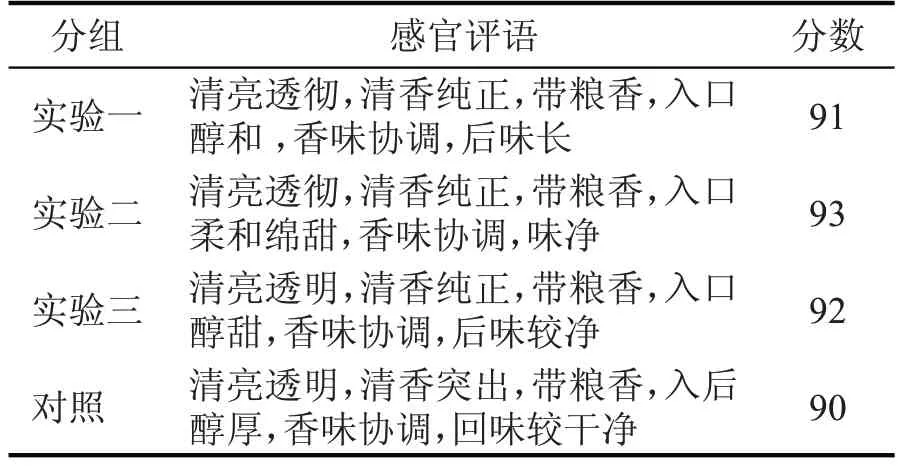
表5 原酒感官品评
可以看出,实验组较对照组感官质量都有提升,实验二感官评价最好,可能与其理化指标乙酸乙酯、乳酸乙酯、乙酸含量等提高密切相关。
3 结论
实验组的发酵水分增加值、发酵酸度增加值、发酵温度增加值都高于对照,应该与工艺条件改变有关。
延长发酵周期出酒率比对照组相对下降了1.12%,应用根霉生香酵母及采用粮食清蒸工艺的出酒率比对照组提高了0.52%、0.90%。从出酒率来看,实验组与对照组之间并无显著差异。
实验组乙酸乙酯含量变化显著,乳酸乙酯含量变化也比较显著,其中实验二最高,分别比对照组提高了44.38%、25.72%。可见不同工艺发酵酒醅酸度增加值的提高为原酒酯含量的增加提供了良好的物质基础。通过添加优选的多菌培养菌剂,使酒醅中产酯的优势菌群得到强化,发酵期的延长,促进了酸醇酯化的时间,原料单独清蒸(不蒸配糟)使酒醅中的风味物质前体物质含量增加,促进了发酵产酯。
经省级白酒评委品评,认为实验酒清香更纯正,醇和绵甜感更好,香味更协调,后味更长,原酒质量明显提升。
实验未增加总的原辅用料用量。原料采用单独清蒸工艺,与原混蒸工艺相比,可大幅节约能源,提高工作效率,经济效益明显,值得同行借鉴。