基于PLC的全自动三维平板织机控制系统研制
2023-12-13汪林俊林富生宋志峰余联庆
汪林俊,林富生,宋志峰,余联庆
(1.武汉纺织大学机械工程与自动化学院,武汉 430200;2.三维纺织湖北省工程研究中心,武汉 430200;3.湖北省数字化纺织装备重点实验室,武汉 430200)
0 引言
近年来,我国纺织行业的发展逐渐与国防军工、航空航天行业发展相融合,需要研发特定织机对特殊纤维材料进行织造。纺织行业“科技、时尚、绿色”的发展理念,以科技创新为引领,以新思维增活力,以产业布局促发展,不断整合军、民优势资源,精准对接现在需求和研究成果,积极推动军民两用技术成果转化应用,不断打造融合发展的军民两用产业新体系,纺织军民两用技术转化工作正逐步走向全面、协调、可持续发展[1]。本文所述的三维平板织机装备主要用来织造立体织物,但是国内目前极其缺少这方面的全自动化织机,即便存在小型二维织机,也存在以下问题。
(1)使用较多传统继电器、接触器,织机织造过程复杂,使用较多低压电器元件,织机走线复杂,存在接触故障和元件故障,且无法观察到织机控制系统故障,维修困难。
(2)行业对织物要求严格,并且常常存在多种织物,织造工艺无法改变,无法满足较多织物的要求,研发投入巨大且效率低。
为解决以上问题,本文采用整体运动控制,包括主控制器、卷曲系统、引纬系统、打纬系统、人机界面系统、纬纱张力控制系统等。利用PLC 控制大大减少线束数量,检修方便、抗干扰能力强,运行过程中按照既定的程序运行,保证了织机的稳定性[2-3]。
1 织机控制系统描述
1.1 总体功能设计
全自动三维平板织机的控制系统由以下几部分构成。
(1)主控制器:合信PLC,CPU 型号H226IM,通过CANopen通信和I/O双总线信号控制来协调各子系统的动作,组成一个自动化设备,实现织机的高效运转。
(2)卷曲系统:增加位置传感器,卷曲数据输入的方式取代传统机械传动结构,对已织造的织物进行输送。
(3)引纬系统:负责纬纱的位置驱动,对引纬系统引出的纬线进行松放,保证纬纱密度。
(4)打纬系统:对预制物的经密进行整合。
(5)人机界面系统:实现人机交互,方便操作员进行参数设定、机器操作和错误查看[4]。
1.2 织机传动控制系统功能框图
机械部分主要由筒子架、张力系统、笼纱系统、提纵引纬系统、打纬系统、卷曲系统六大系统组成[5]。控制部分由PLC、触摸屏、电磁阀、传感器、电机组成。整体功能如图1所示。

图1 控制系统整体功能框图
2 织机总控制硬件系统设计
2.1 硬件选型
2.1.1 PLC型号选取
本文设计的全自动三维平板织机需要反应迅速、可操作性强、维护便捷,需要外接大量元件,对于控制器的程序和数据空间都有一定要求。在合信PLC 可编程逻辑控制器中,CTH200 系列16 小型CPU 模块具备存储空间大、处理速度快、运控和通信能力强、支持远程操控等优点。本文所选CPU H226M 还支持2×20 kHz 的PTO/PWM输出,方便程序编写控制硬件动作[6]。
2.1.2 磁性开关
考虑到是对气缸的磁环进行位置诊断,结合日常实验和机械振动,最终选择亚德客CMSG-020 双线制感应开关,其产品规格如表1所示。

表1 磁性开关CMSG-020参数规格
2.1.3 触摸屏
根据全自动三维平板织机的控制需求,实现人机交互,方便操作人员操作,控制执行元件或机构的运动参数,定制专属触摸屏盒子进行安装。此外,在机器运转过程中,为方便观察与维修,将织机的步数显、PLC 内部参数、织机动作、电机状态等显示在触摸屏上,并且可以根据现场运行状态修改触摸屏上的PLC 设定参数。最后,选择可操作性高、兼容性强、功能强大的约17.78 cm(7 英寸)MT8071IE 的威纶通触摸屏[7]。触摸屏以其便于操作、坚固耐用、反映迅速、节省空间等优点,在工业控制领域得到了广泛应用[8-9]。
2.2 电路设计
为满足三维平板织机可以实现全自动运行的的功能需求,需增加PLC 从站来满足所有外部输入和输出的接入,使整个机构运动流畅,另外,还需保证产品的美观[10]。整个机器的电气控制系统硬件接线如图2所示。

图2 控制柜主电源接线图
3 织机总控制软件系统设计
3.1 PLC软件
3.1.1 PLC的I/O地址分配
根据全自动三维平板织机的动作要求,对PLC 上的I/O 点进行设计,共需要96个I点、48个Q 点,同类型简略录入,如表2所示。
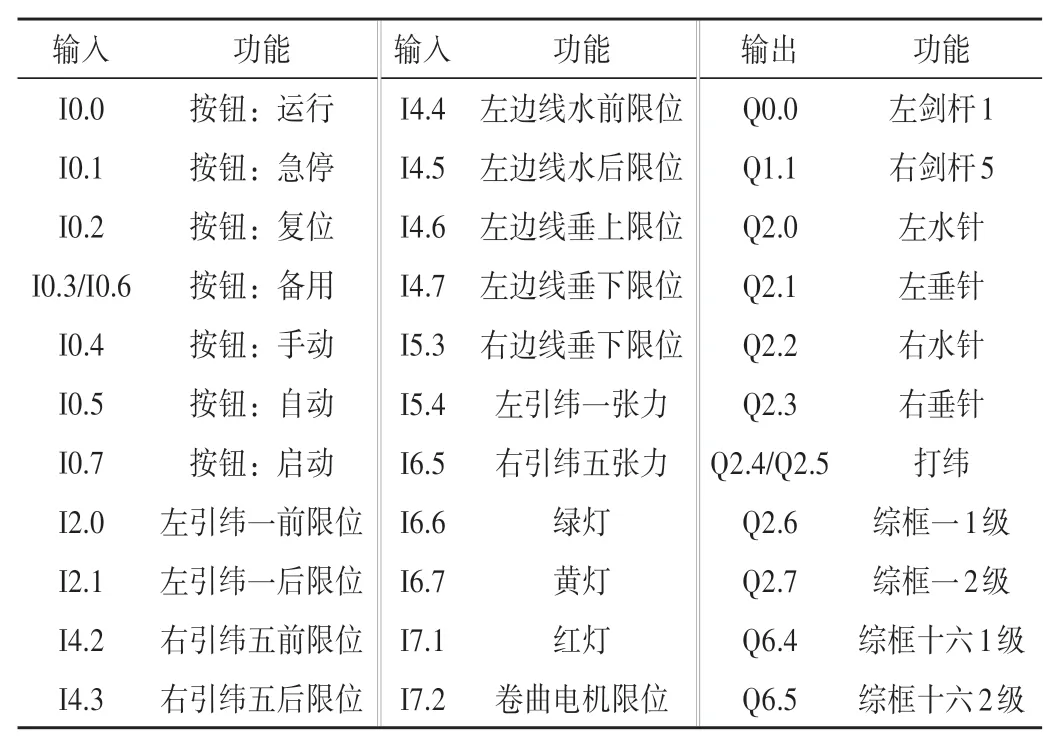
表2 PLC控制的I/O地址分配表
3.1.2 程序流程
全自动三维平板织机的软件系统设计主要采用PLC梯形图编程基本原则,使用MagicWorks PLC V2.22 进行编程,如图3~4 所示。使用MagicWorks Tuner V1.61 对卷曲系统中所使用的电机进行初始值设定,如图5所示。使用EasyBuilder Pro 对威纶通触摸屏进行设置和编译,如图6所示。

图3 全自动三维平板织机PLC程序块

图4 全自动三维织机按钮梯形图

图5 卷曲电机参数设置

图6 触摸屏主界面
如图3 所示,PLC 程序设计共包含1 个主程序和7 个子程序。
(1)组织模块OB:OB1 是程序顺序运行的总调度,也称主程序,包含循环程序或通过调用其他块来组织程序。
(2)功能模块FC0:程序的底层块,不修改。
(3)外设按钮模块FC1:固定触摸屏的机盒增加了8个按钮,方便对机器进行简单控制操作,可进行织机的手动与自动运行模式切换,机器的急停与启动。
(4)卷曲系统模块FC2:在织机运行完成一个织物工序之后触发条件进行卷曲,将已经织好的织物进行传送。
(5)系统内部控制序块FC3:对程序的工艺周期进行读取计数,对程序运行前的参数进行初始化设定,设定一个专用区进行程序调用。
(6)指示灯程序块FC4:程序在正常运转时为绿闪,程序存在故障时为红灯,程序正常暂停时为绿灯。
(7)织机运行程序块FC10:在此编写程序的引纬、提纵、打纬等一系列织机运行的过程。
(8)程序块FC100:实现本织机各程序块之间的调用,程序的跳转指令等,使之成为一个全自动设备[11]。
其中,需要对卷曲系统电机进行电子齿轮比计算,设定织物的经密为2 mm,则每次链轮行走的距离为2 mm,所使用的编码器为总线式绝对值编码器,其分辨率为131 072[12],每转所需脉冲数乘以P86或P87再除以P88等于编码器分辨率。其中,P86(指令脉冲倍频的第1分子)或P87(指令脉冲倍频的第2分子)的参数值为0时,P88(指令脉冲分倍频分母)的参数值即为每转所需脉冲数。
根据齿轮比选型,链轮与卷曲伺服电机之间行程关系为:电机转1 圈,链轮行走2 mm,根据上述可设定P86 为0,P88 参数设定大小在范围内即可满足织物的经密保持在2 mm左右。
3.2 组态
全自动三维平板织机配备电控柜3 个,主控柜1 个,引纬、边线、打纬控制柜1 个,提综控制柜1 个。其中,需要对卷曲系统电机和提综控制柜的从站进行组态,这部分是在MagicWorks PLC V2.22中完成的,如图7所示。

图7 控制系统硬件组态
3.3 控制流程
此部分根据织物的织造工艺不同而有所改变,主要是改变引纬剑杆、综框、边线剑杆的动作方式。本文所织织物为角联锁织物,要求其织物长度在120 mm及以上。
在PLC 上电后,需要对数据进行初始化设置。选择模式之后,按下启动按钮,则会进入各子程序。当PLC接收到来自上位机的自动控制模式信号时,则可点击运行按钮,一直进行半自动模式(按一下运行按钮织机动作一次),也可进入HMI 对各个部分进行单独控制;当接收到自动控制模式信号时,则进入自动模式。在自动模式下,设备将会按照图8所示进行运转。从第1个综框的第1级开始动作,到第1个综框的第2级和第15个综框第1级被提起,再到第1个综框的第2级被放下为一个周期的上半周期,每一个周期分为上下两个半周期,一个周期织机进行卷曲2 次,理想状况共需要30 个周期,为达到织物要求,预留2 个周期的长度,共进行32 个周期运转。当32 个周期运行完成,织机恢复初始状态,如需继续,在自动模式下按下启动按钮[13]。

图8 系统控制流程
3.4 监控状态
通过EasyBuilder Pro 在PLC 和HMI 之间建立通信,实现触摸屏和PLC 之间数据互传,达到人界交互。在运行过程中,点击触摸屏可以写入数据到触摸屏的地址里,从而控制机械动作,并且可通过不断检查机械的动作状态匹配扫描的程序指令,当二者相吻合,则机器可以正常运行下一步,当二者状态不同时,报警灯和触摸屏都会处于报错状态,而通过外接报警灯和操作屏上的参数监控(错误类型)可以直观地看出设备存在的问题[14],如图9所示。

图9 HMI监控界面
3.5 系统调试和结果分析
系统运行调试是对PLC 程序和组态监控系统功能是否达到控制要求的检验。在MagicWorks PLC V2.22 中将梯形图下载到主站PLC 中,在EasyBuilder Pro 中将程序下载到触摸屏上,将各个部分的系统进行连接,检查通信无误后,先进行单元调试,对出现的传感器松动情况进行上紧无误后,再进行整体调试,对调试过程中出现的问题一一排查之后,不断完善[15]。本系统已投入小规模定做生产,运行状态良好,织造织物如图10 所示。结果表明,角联锁结构织物表面光滑无瑕疵,边角料废弃率在5%~10%之间,织机效率达到150 mm/h,满足生产需求。

图10 成品织物
4 结束语
本文研制了一款基于PLC 的全自动三维平板织机控制系统,通过对各个单元结构进行测试,完成整台设备的联动,不断进行测试和实验,结果表明系统实现了预期的要求。
(1)使用智能和软继电器、接触器代替传统继电器、接触器,织机织造过程直观明了,低压电器元件使用量大大缩少,织机走线规范,未存在接触故障和元件故障,可以观察到织机控制系统故障,维护量小。
(2)使用对织物要求严格的行业条件,织造工艺更改方便,可满足较多织物的要求,研发投入的回报可观、响应快。
角联锁结构织物表面光滑无瑕疵,边角料废弃率为5%~10%,织机效率达到150 mm/h,满足生产需求。
综上,基于PLC自动控制的系统对于我国工业发展具有重要的意义,可以有效优化生产过程,提高生产效率,其设计过程必须予以重视[16]。而在此基础上设计的本控制系统运行稳定可靠、响应快、操作方便、监控直观,维护量小。
