陶瓷砖综合测量仪导轨直线度在线校准方法的研究
2023-12-11何卫平
何卫平
(佛山市南海区质量技术监督检测所,广东 佛山 528200)
0 引言
陶瓷砖综合测量仪是陶瓷砖生产中常用的测量设备之一。在陶瓷砖的生产过程中,需要对陶瓷砖的边直度、平整度(包括中心弯曲度、边弯曲度和翘曲度)、直角度[1]等参数进行测量,以保证产品质量。随着智能制造技术的发展,为了提高检验效率,减少人工检测带来的错检和漏检,企业开始在陶瓷砖生产线应用在线尺寸检测设备——陶瓷砖综合测量仪,以代替原有的人工尺寸检测。由于在线测量方法不是国家标准规定的检验方法,在线检测设备也没有相应的校准方法,因此,对于在线测量结果的准确性存在疑问。生产企业常常通过人工抽样复检来解决,但是人工测量不但费时费力,对于大于1200mm的陶瓷砖基本无法检测,且人工测量的结果无法满足高精度测量的需求。要解决在线监测设备测量结果不一致的问题,提高测试结果的准确性和可靠性,需对设备进行计量校准和确认,其中导轨直线度是陶瓷砖综合测量仪的关键指标。本校准方法通过激光干涉法[2]解决陶瓷砖在线检测设备校准的问题,设计了陶瓷砖综合测量仪导轨直线度的校准方法,为陶瓷生产企业的在线检测设备的验收及日常校准提供技术支持。
1 试验设备和校准方法设计
1.1 试验设备
雷尼绍XL80激光干涉仪(包括激光器、角度干涉镜、角度反射镜、偏振分光镜等);长度1200mm陶瓷砖综合测量仪导轨;AB胶(或油泥);PC机;CANopen主机;带云台三脚架;工作台;台达ASD-A2-0421-M伺服驱动器及ECMAC10604RS伺服电机。
1.2 试验条件
要求在没有噪声干扰的实验室进行,要求实验台面没有油污,干净整洁,平面度好[3]。
1.3 试验原理
采用激光干涉仪测位置精度。其结构见图1。
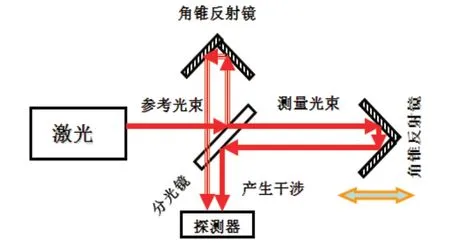
图1 XL80激光干涉仪结构Fig.1 Structure of XL80 laser interferometer
线性定位精度(或速度)的测量是通过两个光学器具的相对运动来进行测量。现行位置精度(或速度)通过激光干涉仪的干涉条纹计数电路来确定两个光学器具之间的相对距离变化(或相对距离变化速率),并与对被测机器光栅尺的读数进行比较,来确定精度误差。从激光干涉仪发射出的光束经过干涉镜后分裂成两束光,一束光从附加在线性干涉镜上的反射镜返回,另一束经与干涉镜相连的反射镜返回,两束光汇合后由于相位变化而产生干涉,出现明暗相间的干涉条纹。当线性干涉镜与线性反射镜之间的距离发生变化时,最终在激光头上产生的条纹也会变化。系统根据条纹的变化量推算出位的变化量,从而达到测距的目的[3]。测量原理见图2。
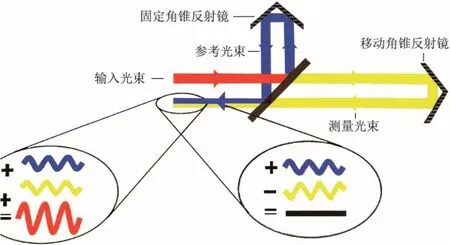
图2 XL80激光干涉仪测量原理Fig.2 Measurement principle of XL80 laser interferometer
1.4 陶瓷砖综合测量仪的组成
陶瓷砖综合测量仪安装在生产线上,上层部分主要由运动导轨、滑块、非接触式光学测距仪及固定块等组成,非接触式光学测距仪安装在运动导轨上的滑块处。整体主要靠滑块运动带动非接触式光学测距仪往返运动,非接触式光学测距仪会感应通过运送带运输的陶瓷砖,从而对陶瓷砖的几何参数进行测量(包括陶瓷砖边长、厚度和平整度)。
运动导轨的滑块因不断运动抖动、本身研磨受损及地基不牢等原因,会对仪器的定位、加工产品的精度带来直接影响。随着导轨从左向右移动,导轨的直线度误差导致光学传感器对尺寸的测量偏差,从而影响在线检测装置性能。
1.5 校准方法设计
激光干涉仪直线度组件的测量范围在斜率±5μm,线性度镜头±1μm,对空气波动和机器振动、斜率误差、光学反射镜误差等有较严格要求。角度测量组件可在±10°范围内测量角度位移(俯仰和扭摆),系统可用角度转换成直线度,且测量结果受外界因素影响较小。
进行直线度测量时,将激光干涉仪安装在三脚架上,用水平仪调整好激光干涉仪的水平,打开开关并预热激光头。在被测仪器设备上固定好直线度干涉镜和直线度反射镜,调整直线度干涉镜和直线度反射镜与激光头的位置,使激光头发射出的激光光束经由干涉镜分光束后,再由反射镜返回激光器,直至测量光束和参考光束重合并射入激光头接收点位置即可进行直线度测量。直线度测量构建见图3。
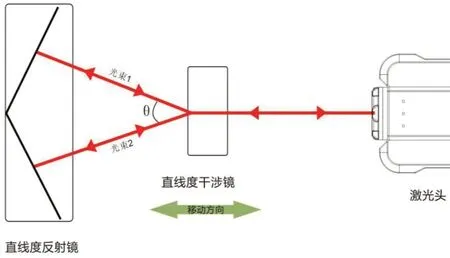
图3 直线度测量构建图Fig.3 Structural diagram for straightness measurement
直线度测量是根据直线度干涉镜和反射镜的安装方向差异进行导轨的横向或纵向直线度测量(见图4)。
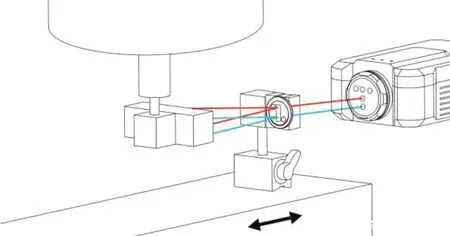
图4 工作台纵、横向直线度测量Fig.4 Measurement of longitudinal and transverse straightness of the workbench
2 试验步骤和数据采集
2.1 试验步骤
1)将导轨固定在工作台上,优先使用螺丝螺母打孔固定,次选利用AB胶固定。
2)固定激光干涉仪,将激光头安装在三脚架上,连接电源,开启XL-80激光头,预热5min。
3)先用线性测量组件测量仪器误差,确定光路,固定激光干涉仪角度干涉镜,将反射镜安装到运动滑轨(滑块)上。
4)点击在线监测装置按钮使滑块移到激光光源近端,调节干涉镜和反射镜位置和高度,以便使光束穿过干涉镜的入光孔正中,确保光束反射后在干涉镜的回光孔内聚焦。
5)令滑块向激光光源远端移动,观察激光头屏幕上显示的信号强度,若信号强度随着运动轴逐渐减弱,则先在信号强度减弱处调光聚焦,再令滑块回到近端调光聚焦,如此反复,直至远近两端处信号强度较强。
6)当远近端的距离光束成一直线后开始测量。将导轨移到激光光源近端,激光干涉仪清零。按导轨总长均匀取5个点进行测量,重复10次,取其平均值作为测量结果。
7)更换角度测量组件,测量水平方向直线度,需按导轨总长均匀取5点测量,通过激光干涉仪软件系统,把角度转换成直线度。
8)分析计算结果,根据反馈的位置数据,判断测量误差和直线度是否满足±0.02mm的要求[4]。
2.2 数据采集和分析
按照2.1步骤操作6),选取一条1200mm导轨进行测量,测量点按导轨总长均匀选取5个点,测量点与重复测量10次的平均值之差为测量误差,数据如表1和图5。
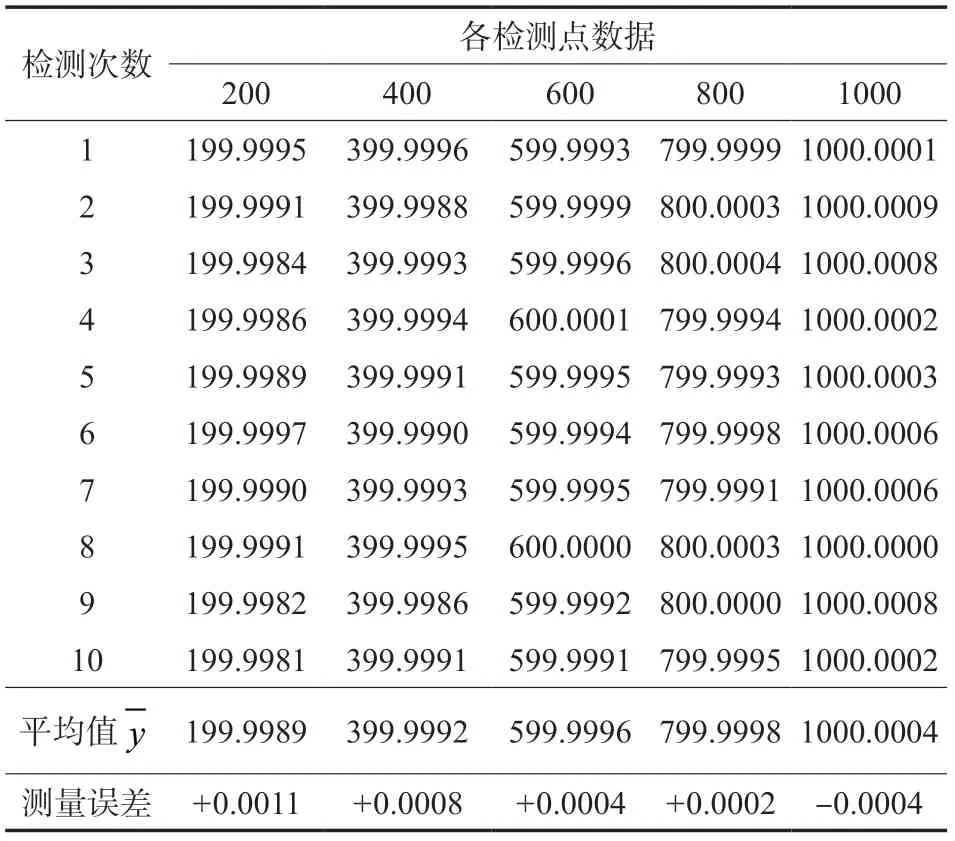
表1 测量数据和误差(mm)Tab.1 Measurement data and errors (mm)
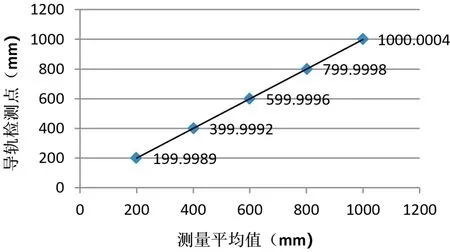
图5 测量平均值Fig.5 Average value of measurement
结果表明,在导轨5个点的测量平均值的线性度很好,导轨测量误差最大+0.0011mm,最小为-0.0004mm,测量误差均小于±0.02mm。因此在使用中可以其作为常量加入误差补偿的数学模型中,补偿后可满足陶瓷砖综测仪对于导轨定位的精度需求。
2.3 综合测量仪的导轨直线度
按照2.1步骤操作7),在激光干涉仪的系统软件上先得出角度曲线(见图6),再通过软件转化成直线度曲线(见图7)。
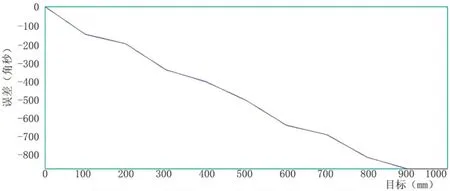
图6 角度曲线Fig.6 Angle curve
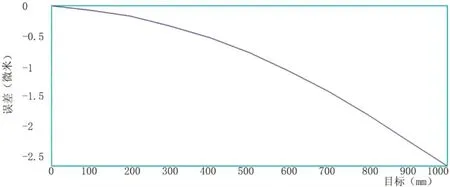
图7 直线度曲线Fig.7 Straightness curve
从图7可以看出,直线度误差最大不超过0.0025mm,满足±0.02mm的要求,直线度测量值的重复性很好,同样可进行补偿到数学模型中去。
3 总结与展望
陶瓷行业为保证生产的陶瓷砖的质量控制,对陶瓷砖参数在线监测有迫切需求。在线监测装置的性能是保证陶瓷砖产品检验质量的关键,而国内尚无针对性的校准方法。本文基于直线度误差的检测方法,研究了采用激光干涉仪对陶瓷砖综合测量仪的导轨直线度进行校准的方法。结果表明,采用激光干涉仪对陶瓷砖综合测量仪的导轨直线度校准的方法是可行的,且自动化程度高,测量准确度高,符合质量检验部门对于陶瓷砖监测工作的实际需求。
但本研究目前仅限于实验室检测,且只校准陶瓷砖综合测量仪的导轨直线度,还不能满足陶瓷砖生产企业现场检测陶瓷砖综合测量仪的需求。陶瓷砖综合测量仪是通过滑块运动带动非接触式光学测距仪往返运动进行测量的,滑块左右运动过程中会导致导轨产生抖动、磨损等现象,会对检测结果产生不良影响。由于激光干涉仪只是在平面方向进行测量,在现场检测中不能反映导轨在实际使用的真实状况,因此未来还需进一步研究如何适应现场环境检测的方法,如利用激光跟踪仪既可测量静止目标也可测量移动或其组合的三维目标特性来解决企业现场检测的需求,进一步向实用化方面发展。
