温度设定对金属线胀系数影响的研究*
2023-12-11刘云虎王雪燕
王 博 刘云虎 杨 坤 王雪燕 范 婷
(石河子大学理学院生态物理重点实验室 新疆 石河子 832003)
路彦冬
(石河子大学教务处 新疆 石河子 832003)
线膨胀系数是很多工程技术中选材料的重要技术指标,在道路、桥梁、建筑等工程设计、精密仪器仪表设计、材料的焊接和加工等领域中都是非常重要的参数之一.通过对材料线膨胀系数随温度变化曲线的测定,可以进行材料矿物分析、相变、微裂纹的愈合和扩展等的研究.线膨胀系数测量方法有光杠杆法[1]、千分表法[2]、读数显微镜法[3]、光学干涉法[4]、衍射法[5]和组合法[6]等.
本实验采用千分表法FB712A型线膨胀系数测定仪测金属线膨胀系数,分别采取持续升温大间隔5 ℃、持续升温小间隔2 ℃、设定升温大间隔5 ℃和设定升温小间隔2 ℃ 4种方法测定金属Al的线胀系数.从实验结果可知,持续升温法比设定升温法测定的金属Al线胀系数误差大,但小间隔比大间隔持续升温法获得的值更稳定,因为本实验加热系统具有热惯性和PID温控仪传感器滞后性,瞬时温度并不是其实际温度.小范围设定温度法获得的线胀系数比大范围设定温度法测出的线胀系数要更精确,利用Origin软件分析设定升温法(小间隔2 ℃)的实验值,与理论值相比相对误差仅为0.25%,用最小二乘法拟合曲线与实验数据的拟合相似度为0.999 8,拟合度非常高.故设定升温(小间隔2 ℃)法最适合本实验教学.并从51.0~59.0 ℃下的金属Al线胀系数可以看出,该实验传感器在55 ℃附近的线胀系数最接近理论值,故可判定PID温控仪整定温度为55 ℃.
1 固体线膨胀系数的原理
固体在各方向上热膨胀规律相同时,可以用固体在一个方向上的线膨胀规律来表征体膨胀.固体物质的温度每升高1 ℃时,其单位长度的伸长量叫做线膨胀系数,有时也称为线弹性系数.
固体受热后的长度L和温度t之间的关系为
L=L0(1+αt)
(1)
式中α就是固体的线膨胀系数,其物理意义为温度每升高一度时物体的伸长量与它在零度时的长度比,单位是1/℃[7-10].
如果在温度t1和t2时,金属杆的长度分别为L1和L2,则有
L1=L0(1+αt1)
(2)
L2=L0(1+αt2)
(3)
联立式(2)、(3)可得
式中ΔL=L2-L1是固体当温度变化Δt=t2-t1时相对应的伸长量.该式通常可简单表示为
(4)
式中L为物体的原长,ΔL为固体在温度变化为Δt时的伸长量.在温度变化不大的范围内,固体的线胀系数可以认为是与温度无关的常量.大多数金属的线膨胀系数在(0.8~2.5)×10-5/℃之间.
2 测量数据处理与分析
千分表是一种通过齿轮的多极增速作用,利用齿条齿轮或杠杆齿轮传动,将测杆的微小直线位移转换为圆盘上指针读数变化的测量工具.该实验装置直观、简便,测量精度高.本实验分别采取持续升温大间隔5 ℃、持续升温小间隔2 ℃、设定升温大间隔5 ℃和设定升温小间隔2 ℃ 4种方法测定金属Al的线胀系数.根据PID温控仪传感器的灵敏度将温度范围确定为45.0~65.0 ℃(大间隔)和51.0~59.0 ℃(小间隔).
2.1 持续升温大间隔5 ℃
金属Al棒从室温26.2 ℃开始持续升温至65.0 ℃,样品稳定后从45 ℃时开始每隔5 ℃记录伸长量ΔL.表1为持续升温5 ℃下的金属Al线胀系数实验数据.
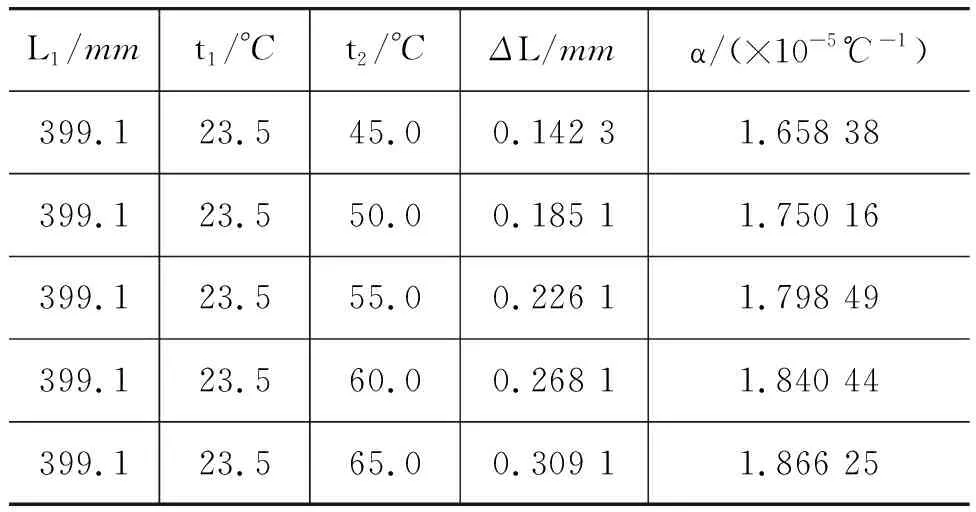
表1 持续升温大间隔5 ℃下的金属Al线胀系数
利用Origin软件分析表1数据可得Al的α=1.78×10-5/℃,与理论值α=2.32×10-5/℃相比相对误差为23.2%,误差很大.
2.2 持续升温小间隔2 ℃
从室温26.2 ℃开始持续升温至59.0 ℃,样品稳定后从51 ℃时开始每隔2 ℃记录伸长量ΔL.表2为持续升温小间隔2 ℃下的金属Al线胀系数实验数据.

表2 持续升温小间隔2 ℃下的金属Al线胀系数
根据表2可得Al的α=1.79×10-5/℃,与理论值α=2.32×10-5/℃相比相对误差为22.6%,误差依旧很大.
因本实验加热系统具有热惯性和PID温控仪传感器滞后性,瞬时温度并不是其实际温度.所以采用持续升温法误差较大,不适合实验教学.但是小间隔比大间隔持续升温法获得的α值更稳定.
2.3 设定升温大间隔5 ℃
设定温度45 ℃,从室温26.2 ℃开始升温至45.0 ℃时记录伸长量ΔL,设定温度每间隔5 ℃记录伸长量ΔL.表3为45.0~65.0 ℃间隔5 ℃下的金属Al线胀系数实验数据.
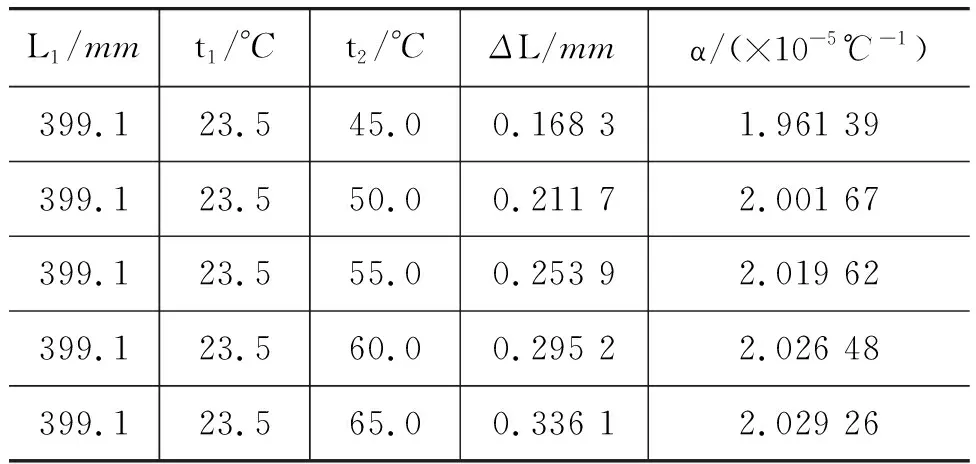
表3 设定升温大间隔5 ℃下金属Al线胀系数
根据表3可得Al的α=2.01×10-5/℃,与理论值α=2.32×10-5/℃相比相对误差为4.74%,误差较大.故此方法也不适合实验教学.
使用设定法可以避免加热系统的热惯性和PID温控仪传感器滞后性带来的实验误差.但是温度间隔过大,很难保证金属的线胀系数是一个与温度无关的常量.所以设定升温大间隔法获得的α值仍不够准确.
设定升温大间隔5 ℃下的金属Al线胀系数如图1所示.

图1 设定升温大间隔5 ℃下的金属Al线胀系数
2.4 设定升温小间隔2 ℃
设定温度51 ℃,从室温21.9 ℃开始升温至51.0 ℃时记录伸长量ΔL,设定温度每间隔2 ℃记录伸长量ΔL.表4为51.0~59.0 ℃间隔2 ℃下的金属Al线胀系数实验数据.
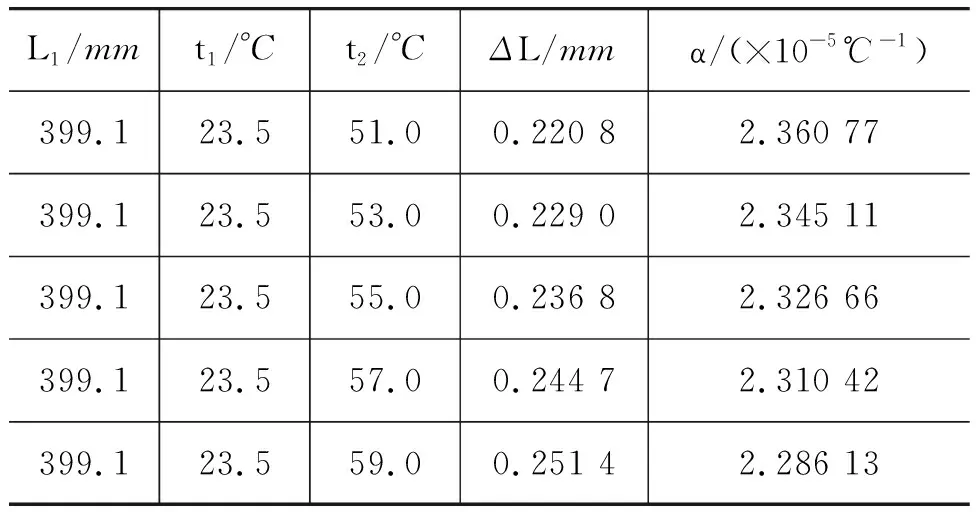
表4 设定升温小间隔2 ℃下金属Al线胀系数
根据表4数据得Al的α=2.325 82×10-5/℃,与理论值α=2.32×10-5/℃相比相对误差仅为0.25%,误差最接近理论值且耗时较短,适合实验教学.图2为设定升温小间隔2 ℃下的金属Al线胀系数.
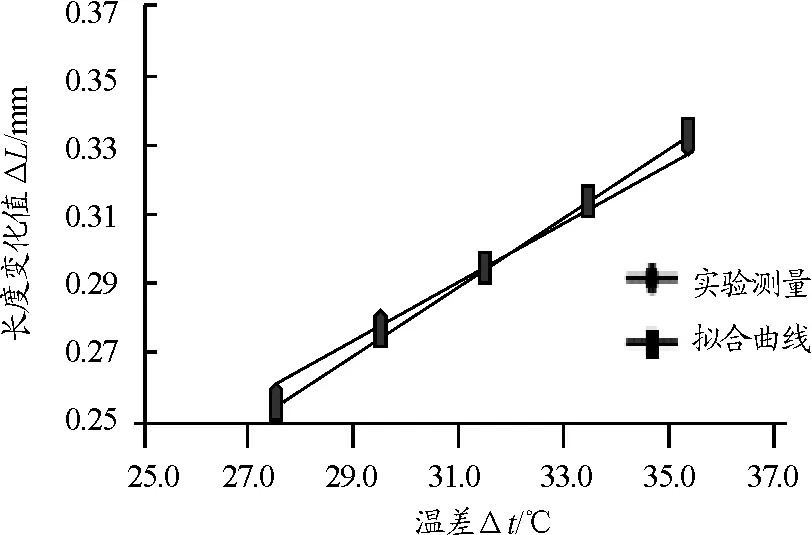
图2 设定升温小间隔2 ℃下的金属Al线胀系数
用最小二乘法进行数据处理,拟合曲线与实验数据的拟合相似度R=0.999 8,拟合度非常高.从51.0~59.0 ℃下的金属Al线胀系数可以看出,该实验传感器在55 ℃附近的温度值较为准确,所以可以判定该传感器感应温度为55 ℃.因此使用小间隔设定法即可以避免加热系统的热惯性和PID温控仪传感器滞后性带来的实验误差,又可以保证金属的线胀系数是一个与温度无关的常量,所以小间隔设定升温法获得的α值最接近理论值.
3 结束语
本实验分别采取持续升温大间隔5 ℃、持续升温小间隔2 ℃、设定升温大间隔5 ℃和设定升温小间隔2 ℃ 4种改变温度法测定金属Al的线胀系数.因本实验加热系统具有热惯性和PID温控仪传感器滞后性,瞬时温度不是实际温度,故采用持续升温法误差较大,但小间隔比大间隔持续升温法获得的α值更稳定.小范围设定温度法获得的线胀系数比大范围设定温度法测出的线胀系数要更精确,并且从51.0~59.0 ℃下的金属Al线胀系数可以看出,该实验传感器在55 ℃附近的温度值较为准确,故可判定PID温控仪整定温度为55 ℃.利用Origin软件分析设定升温法(小间隔2 ℃)的实验值α=2.21×10-5/℃,与理论值α=2.32×10-5/℃相比相对误差仅为4.74%,用最小二乘法拟合曲线与实验数据的拟合相似度为0.999 8,拟合度非常高.故设定升温小间隔2 ℃法适合本实验教学.