铣削参数对毛竹纤维提取长度的影响
2023-12-06童叙豪胡晓军杨俊凯徐云杰万垚铭
童叙豪,胡晓军,杨俊凯,徐云杰,万垚铭
(湖州师范学院 工学院,浙江 湖州 313000)
0 引 言
竹材是一种重要的天然纤维资源,竹纤维具有高比模量、比强度,可应用于高经济性能和生态价值产品的制备,受到世界诸多行业的青睐.李卫林[1]等通过不同碱煮氧化参数来提取竹纤维,从而得出提取相对纯净竹纤维的化学处理参数.但用该方法提取的竹纤维热稳定性相对原竹有所下降.王春红等通过物理-化学方法和物理方法分别提取竹纤维,得出不同竹龄、不同部位的竹纤维对化学成分、纤维密度和回潮率的影响,以及不同处理方法对竹纤维力学性能的影响[2-3];黄慧等分别通过梳理、辊压等方法制备竹纤维,认为通过多级分丝方法可制备力学性能更优良的竹纤维,但该方法可能会造成更大的内部缺陷[4].束必清等通过蒸爆法制备竹纤维和杨木纤维,认为通过蒸爆法可降解纤维素等物质,并能制备出较多的长纤维.上述研究均通过机械破碎、热蒸和化学处理等常规方法获取竹纤维[5].其中,通过机械破碎法获取竹纤维需要经过梳理、筛分等工序,存在效率低、纤维长度不均等缺陷;通过热蒸法获取竹纤维可能会改变纤维的化学组成和结构,从而降低纤维强度;通过化学处理方法获取竹纤维会造成纤维的热稳定性下降.
杨永福等采用不同的切削参数对竹材进行切削,认为刀具前角、切削速度和切削量对切削力具有一定的影响[6].郭莹洁等通过对人造竹片的铣削研究,认为铣削参数对人造竹片的表面质量和超前劈裂会产生影响[7-8].上述研究仅通过铣削方法对竹制品铣削特性进行研究,并未涉及竹纤维的制取和特性研究.
本文采用不同的铣削参数对天然毛竹进行铣削并提取竹纤维,研究纤维在提取过程中切削参数对纤维长度的影响规律,这对合理选取切削参数,以高效获取均匀、优质的竹纤维具有重要意义.
1 实验材料与方法
1.1 实验材料
选取浙江湖州2~3年生毛竹,去除竹节,将其切成长度为100 mm的竹管,放入烘箱,于70~80 ℃环境中烘8 h;实验机床采用三轴高速雕铣机,其主轴最高转速为24 000 r/min;实验刀具选用直径为6 mm的双刃直槽立铣刀和直径为60 mm的锯片铣刀;毛竹纤维长度采用游标卡尺测量.
1.2 实验方法
将毛竹管固定在夹具上,使用60 mm锯片铣刀对竹管进行端面切割,使竹管端面与刀轴垂直,以避免因系统因素造成的实验误差;使用6 mm双刃直槽立铣刀对毛竹管进行单向顺铣;每组参数随机选取100根毛竹纤维,并用游标卡尺测量其长度.具体切削参数实验方案见表1.

表1 切削参数实验表
2 结果与分析
2.1 切削参数对毛竹纤维平均长度的影响
在不同切削参数下收集到的毛竹纤维中,随机选取100根竹纤维,并分别将各组测量数据的平均值作为对应参数的毛竹纤维长度取值,见图1.在图1(a)短纤维(5 mm)情况下,当主轴转速为5 000~15 000 r/min时,随着进给速度的增大,毛竹纤维的平均长度缓慢增大,且稳定在4.63~5.14 mm之间,与毛竹纤维理论长度较接近;当转速提高至20 000 r/min时,随着进给速度的增大,毛竹纤维的平均长度在0.94~4.91 mm之间,呈较显著的增大趋势,且当进给速度为2 500 mm/min时,达到与目标毛竹纤维长度接近的最大值.在图1(b)长纤维(12.5 mm)情况下,当主轴转速为5 000~20 000 r/min时,纤维的平均长度随进给速度的增大而增大,且在进给速度大于1 500 mm/min后,毛竹纤维的平均长度的增大趋势较为平缓.综上,在铣削加工过程中,当主轴转速低于15 000r/min时,对毛竹纤维平均长度的影响不大,而进给量则对毛竹纤维平均长度的影响较大;当转速提高至20 000 r/min时,主轴转速和进给量对毛竹纤维平均长度的影响均较大.其原因为:随着主轴转速的提高,当进给量较小时,毛竹纤维束并非理想状态地垂直于工作台分布,单位时间内刀具对毛竹纤维的切削次数增加,致使毛竹纤维提前被切断;当进给量较大时,刀具在单位时间内对毛竹纤维的作用次数较少,毛竹纤维在切削力作用下从原竹剥离,与目标毛竹纤维长度保持较好的一致性.
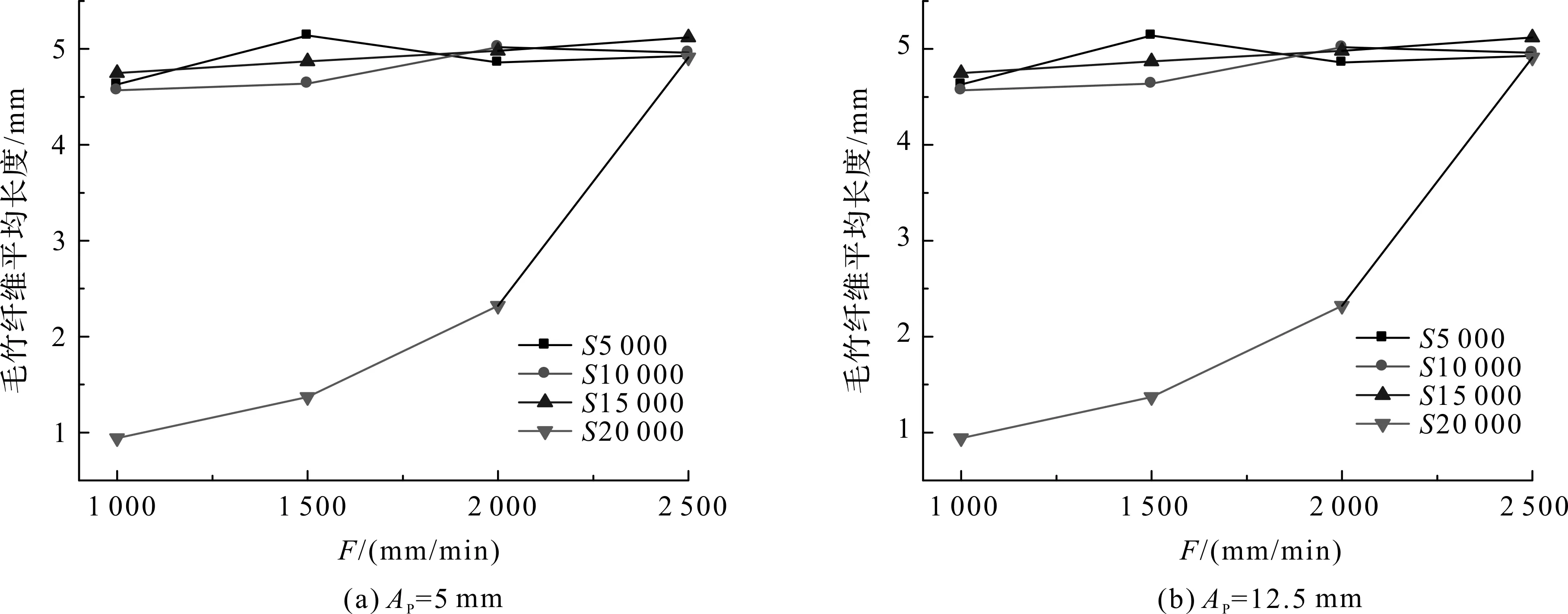
图1 不同参数切削的毛竹纤维长度平均值
2.2 切削参数对竹纤维实际长度的影响
图2为在对应参数下获得的毛竹纤维形貌图.从图2可以看出:在不同参数下铣削获得的一部分毛竹纤维长度与目标长度有较好的一致性;一部分毛竹纤维长度与目标长度有显著差异,这可能是毛竹纤维被提前切断造成的,也可能是原竹薄壁细胞与毛竹纤维束撕裂造成的.本文以测量数据中毛竹纤维的实际长度与目标长度的一致性比率,以及毛竹纤维的实际长度超出目标长度比率作为评价指标,研究切削参数对毛竹纤维实际长度的影响.
在图3(a)的短纤维(5mm)情况下,当主轴转速为5 000~15 000 r/min时,随着进给速度的增大,毛竹纤维长度的准确率先增大后减小,且在进给量为2 000 mm/min时达到最大值;当转速提高至20 000 r/min时,毛竹纤维长度的准确率随着进给速度的增大而增大.在图1(b)的长纤维(12.5 mm)情况下,当主轴转速为 5 000~10 000 r/min时,随着进给速度的增大,毛竹纤维长度的准确率先增大后减小再增大;当转速为 15 000~20 000 r/min时,毛竹纤维长度的准确率随着进给速度的增大而增大.综上,在铣削加工过程中,当主轴转速低于10 000 r/min、进给量为1 500~2 000 mm/min时,可获得长度准确率较好的毛竹纤维;当转速大于10 000 r/min、进给量为2 000~2 500 mm/min时,可获得长度准确率较好的毛竹纤维.
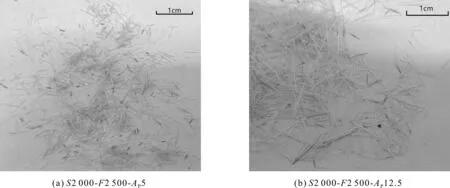
图2 不同参数切削的毛竹纤维形貌

图3 不同参数切削的毛竹纤维实际长度与目标长度一致性比率
在图4(a)的短纤维(5 mm)情况下,当主轴转速为5 000~10 000 r/min时,随着进给速度的增大,毛竹纤维长度超出率先增大后减小;当转速为15 000~20 000 r/min时,毛竹纤维长度超出率随着进给速度的增大而增大.当进给量为1 000 mm/min时,利用不同转速切削获得的毛竹纤维长度超出率均为最低;当主轴转速为20 000 r/min、切削速度低于2 000 mm/min时,毛竹纤维长度的超出率均为0,这是在高转速低进给条件下,因大部分毛竹纤维被提前切断造成的.在图1(b)的长纤维(12.5 mm)情况下,当主轴转速为5 000~15 000 r/min时,随着进给速度的增大,毛竹纤维长度的准确率先增大后减小;当转速为20 000 r/min时,毛竹纤维长度的超出率随着进给速度的增大而增大.除当转速为5 000 r/min、进给量为2 000 mm/min时,超出率较大外,其他各参数在切削状态下的超出率变化不大,且维持在较低状态.综上,在铣削加工过程中,在各切削条件下均存在一定比例的纤维长度超出率.这是因为原竹在切削过程中存在一定程度的竹维管束劈裂情况,以及原竹维管束并非理想状态地垂直于工作台分布,从而导致部分倾斜的毛竹纤维被完整切下.因此,在较高转速和较大进给量的条件下,有助于减小纤维长度的超出率.

图4 不同参数切削毛竹纤维的实际长度超出目标长度比率
3 结 论
通过直刃立铣刀高速铣削原竹,研究不同切削参数对获取毛竹纤维长度的影响规律,从而得出以下结论:
(1)当主轴转速为5 000~15 000 r/min、进给量为1 000~2 500 mm/min时,切削获得的长、短纤维的平均长度较为稳定;当主轴转速为20 000 r/min、进给量为2 500 mm/min时,切削获得的长、短纤维的平均长度较为稳定.
(2)当主轴转速低于15 000 r/min时,对毛竹纤维的平均长度影响不大,进给量对毛竹纤维的平均长度影响较大;当转速提高至20 000 r/min时,主轴转速和进给量对毛竹纤维的平均长度的影响均较大.
(3)低转速、低进给量和高转速、高进给量均可获得长度质量较好的毛竹纤维,且采用高转速、高进量更有利于高效获取高质量的竹纤维.
