压力容器开孔补强问题分析
2023-12-04刘昭
刘 昭
(安德里茨(佛山)智能制造有限公司,佛山 528203)
随着国家工业科技的发展,人们对压力容器产品的设计和使用要求越来越高,压力容器产品也变得越来越多样化和复杂化。开孔补强是压力容器产品设计过程中的重要环节,是保证压力容器安全运行的重要因素,因此对于压力容器开孔补强问题的分析与探讨非常必要。
1 压力容器开孔补强设计方法
由于压力容器上的开孔削弱了壳体强度,并且造成开孔处的应力集中,在设计时应适当增加壳体开孔处的厚度或增加开孔处对应接管的厚度。目前,最常用的压力容器开孔补强设计方法是等面积补强法。随着科技的发展和行业内各国专家对压力容器开孔补强的深入研究,许多新的设计思想和设计准则逐渐被提出和应用,如以塑性失效准则为基础的极限载荷补强法、基于弹性薄壳理论的圆柱壳接管开孔补强法等。不同方法的设计原理略有区别,适用于不同的开孔尺寸。在压力容器设计时,应根据不同的使用场合和载荷性质采取不同的开孔补强设计方法。
1.1 等面积补强法
目前,国内外分别采用以《压力容器》(GB/T 150.1 ~150.4—2011)和ASME Ⅷ-1 为代表的压力容器设计规范中的等面积补强法设计内压容器[1]。等面积补强法简单易行,并且经历了长期的实践检验,确定了开孔尺寸、开孔形状和开孔处压力的使用限制范围[2]。由于等面积补强法以补偿开孔局部截面的拉伸强度作为补强准则,未考虑开孔边缘的峰值应力,不适用于疲劳容器的开孔补强。
1.2 压力面积法
压力面积法是原西德AD 规范中的开孔补强方法,适用范围比等面积补强法更广。但是,我国压力面积法尚未列入《压力容器》(GB/T 150.1 ~150.4—2011)等相关标准,暂时不能作为设计依据。只有当开孔直径与壳体外径之比超过我国相关标准的规定时,才能够参考压力面积法。同样,压力面积法也不适用于疲劳容器的开孔补强。
1.3 分析法
分析法是基于塑性极限与安定分析得出的应力分析方法[3]。由于分析法的模型是基于将接管和壳体作为一个完整而连续的整体结构,运用分析法计算的开孔补强,要求接管与壳体的焊接接头必须全焊透,而且要保证焊缝质量。对于超出等面积补强法限制范围的圆柱壳大开孔接管,可以使用分析法进行补强计算。
2 压力容器开孔补强结构
在工程设计中,常用的压力容器开孔补强结构形式有补强圈补强、厚壁管补强和整锻件补强3 种。
2.1 补强圈补强
补强圈是指在容器开孔位置,贴合在容器外壁的一个圆环状附件,通常采用与容器壁相同的材料,如图1 所示。
补强圈结构较为简单,制造过程轻松,原材料易解决,成本相对较低,因此在中低压力容器中应用广泛[4]。但是在使用过程中,它也存在一些缺点。例如,补强圈与容器外壁不容易完全贴合,中间有一定空隙,导致补强圈与容器壳体传热效果较差,内部温度较高,两者之间会产生较大的热膨胀差,进而造成较大的局部应力等。因此,《压力容器》(GB/T 150.1 ~150.4—2011)中对于使用补强圈补强的情况提出了3 个前提条件,即材料的标准抗拉强度下限值应低于540 MPa,开孔处壳体名义厚度不能大于38 mm,补强圈的厚度不能大于开孔处壳体名义厚度的1.5 倍。
2.2 厚壁管补强
压力容器开孔补强设计可以通过增加开孔处壳体的厚度或接管厚度来提高壳体开孔处的强度,降低应力集中系数,使其在允许的安全范围内。补强圈补强相当于增加开孔处壳体的厚度,厚壁管则是增加开孔处接管的厚度,如图2 所示。
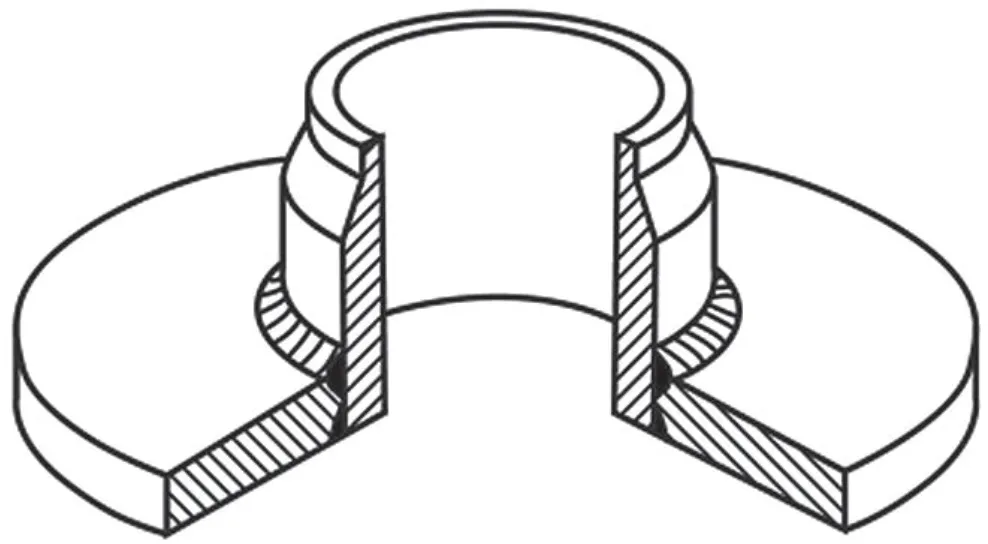
图2 厚壁管
厚壁接管补强结构简单、焊缝较少,焊接质量容易检验。对于较大接管,由于接管壁厚较厚,难以直接采购对应管材,通常需要设计成锻件厚壁管,导致接管供货周期和成本增加。厚壁接管补强的应用范围广泛,除了应用于常见的压力容器设计,还可用于压力管道、锅炉等承压工业设备的开孔补强。厚壁管的合理设计不仅能够提升设备的整体质量,而且能够延长设备使用寿命,减少维护和更换的频率,从而降低生产成本和资源浪费。
2.3 整锻件补强
补强圈补强和厚壁管补强两种结构在壳体与接管连接的转角处都存在角焊缝,而且焊缝处焊接金属较多,导致该部位存在较大的残余应力。因此,这2 种结构抗腐蚀性和抗疲劳性相对较差。对于一些特殊的压力容器,需要采用一种新的补强结构——整锻件补强结构。为了避免出现过大的应力集中和焊接残余应力,可以将开孔处部分壳体与参与补强的接管部分做成整体锻件,锻件的两端再分别与壳体和接管对接,如图3 所示。

图3 整锻件
由于应力集中出现在结构不连续处,即壳体与接管的转角处,而整体锻件刚好设置在该处,能够有效降低应力集中系数。另外,整体锻件的两端能够与壳体和接管分别对接焊接,并且对接焊缝和焊接接头热影响区远离最大应力点(转角处)。整锻件补强结构受力状况较优,抗应力腐蚀性和抗疲劳性都较好,但是制造成本高,制造周期长。工程上采用的补强形式,不仅要从强度方面考虑,还需从工艺要求、制造简便、方便施工、经济划算等方面综合选择[5]。因此,整锻件补强通常仅用于高强度钢制容器、高压容器、有应力腐蚀趋势的容器、有疲劳载荷以及大型球罐等使用要求较高的重要设备。
3 工程实践中常见压力容器开孔补强问题及应对策略
随着科技的发展,压力容器朝着大型化、高参数、结构复杂化方向发展,传统补强方法和补强结构越来越难以满足现代化工程实践的要求,主要表现在3 个方面。第一,由于工艺的特殊要求,壳体上的开孔大小超出标准规范规定的范围,导致无法使用相关设计软件计算。第二,国内压力容器常规设计标准规范对于开孔处接管外接设备、接管内流体振动以及温差引起的接管外载荷等问题未做详细介绍,也未有具体设计要求,导致工程实践中经常忽略管外载荷对开孔处的影响,从而留下安全隐患。第三,国内外规范对于特殊的开孔(如长条视镜的开孔)缺少相关的指导文件,而很多反应釜类型的压力容器中因工艺条件需要,常常要求在容器壳体上开设长条视镜,导致设计此类设备时无法把握准确的设计方向。基于此,对于工程实践中传统方式无法解决的开孔补强问题,提出以下新型的应对策略。
第一,对于超出常规方法使用范围的开孔补强,设计人员应仔细分析力学模型,合理确定设计准则,可参考国外行业标准规范进行设计计算,如德国AD、美国ASME Ⅷ-1 等规范。
第二,对于管外载荷对设备开孔的影响,很多研究机构和学者对该问题进行大量的模型实验,并且进行各种不同的理论计算,已经取得一系列的研究成果。目前,世界上应用广泛的是美国焊接研究学会的WRC-107 和WRC-297 公报的理论方法。但是该方法具有很大的局限性,适用范围往往无法满足现代化的工程实际需求。近年来,我国有关专家在总结前人工作的基础上也发布了相关技术文件,即《内压与支管外载作用下圆柱壳开孔应力分析方法》(CSCBPV—TD001—2013)。该方法适用范围更大,而且经过现代化有限元分析软件和实验数据的验证,结果比较吻合。因此,在压力容器开孔补强设计计算时,设计人员应综合考虑接管外载荷对开孔补强的影响,参考国内外行业内的相关技术文件进行综合计算。
第三,对于特殊的开孔,往往需要将强度问题转换为应力问题。通过分析结构在极限载荷下的应力分布情况,可以确定结构中的应力集中部位,并提出相应的补强措施,即利用现代化有限元分析软件,结合分析设计方法进行设计计算。这种方法的优点在于能够更加准确地预测结构在极限载荷下的状态,避免过度设计或设计不足的情况出现。同时,该方法可以提供更多的设计自由度,使得设计者能够在材料选择、结构形状和尺寸等方面进行更加灵活的设计。在具体的设计过程中,该方法需要综合考虑材料的力学性能、结构的几何形状、载荷的方向和大小等因素。通过合理的假设和适当的模型化,设计人员可以通过数学和力学的方法,推导出结构在不同载荷下的应力和变形情况。这种推导过程需要运用到数值计算、有限元分析等现代计算工具,以获得更加精确的结果。
4 结语
压力容器开孔补强设计有多种计算方法和补强结构形式,它们有着各自的优缺点和使用条件。压力容器设计人员应针对具体项目正确分析各种开孔补强的适用范围,选择合理的补强计算方法和补强形式,延长压力容器的使用寿命,提高压力容器的安全系数。
