煤气化细渣磨矿及浮选脱碳研究
2023-12-02解维伟张子洞李梓赫付祥康
解维伟, 张子洞, 李梓赫, 付祥康
(中国矿业大学(北京) 化学与环境工程学院, 北京 100083)
0 引 言
煤炭不仅是我国的重要能源,也是重要的工业原料。我国能源富煤贫油少气的特点使得煤炭的主体地位短期内不会改变[1]。在煤炭清洁利用以及倡导绿色发展的大背景下,以煤气化为核心的煤制油、煤制气等产业蓬勃发展。煤气化是指煤或焦炭、半焦等固体燃料在高温高压或加压条件下与氧气或空气等气化剂发生反应,转化为CO、CH4、H2等可燃性气体和少量残渣的过程[2-3],而气化渣就是残渣之一。气化渣包括气化粗渣和气化细渣,气化粗渣含碳量较低,一般在5%以内,气化细渣含碳量较高,一般为20%左右,部分地区甚至高达57.40%[4]。气化细渣因其含水量大[5]、烧失量高和粒径分布宽等特点难以得到有效利用[6]。其中,气化灰渣主要组分为硅铝矿物等,表面含氧官能团丰富[7],同时存在Hg、As、Cd和Cr等元素。目前,煤炭气化灰渣处理主要以堆积填埋方式为主[8],不仅占用大量土地,有害元素可能进入到地下水体中,造成土壤污染和地下水污染,而且成本高昂,不利于煤化工企业的可持续发展[9],因此气化细渣中的碳灰分离是实现气化细渣高附加值利用的重要前提[10]。为解决气化细渣综合利用中的碳灰分离问题,科研人员进行了大量的研究工作,并取得了一定的研究成果,提出浮选法是煤气化细渣脱灰的可行方法[11-14]。
气化细渣浮选过程中的药剂选择也得到了研究人员的关注。刘冬雪等[15]采用煤油和二号油分别作为捕收剂和起泡剂进行浮选,在煤油用量10 kg/t,二号油用量1.5 kg/t时,精炭产率达21.81%,烧失量为85.03%。任盼力[16]采用不同常规浮选药剂对气化细渣进行浮选脱灰,研究发现煤油捕收效果优于柴油,甲基异丁基甲醇(MIBC)起泡效果明显优于仲辛醇和二号油。
科研人员研究发现,对气化细渣预先进行机械活化有利于提升浮选效果。使用扫描电镜可以观测磨矿前后气化细渣表面形貌的变化[17]。黄海珊[18]采用智能棒磨机对气化细渣进行了机械活化预处理,研究了机械活化对浮选效果的影响,结果表明预处理后精炭产率提高了7.7%,精炭灰分降低了3.5%。
不同学者也对气化细渣浮选工艺进行了试验与探索,结果表明多次浮选工艺相对一次浮选效果更佳。吴思萍等[19]进行常规浮选实验,试验结果表明,捕收剂柴油用量30 kg/t,起泡剂仲辛醇用量10 kg/t,采用“一粗两精”分选工艺,得到最终精矿产率为11.06%。胡俊阳等[20]以2#油为起泡剂,煤油作为捕收剂,通过“一粗一精”的浮选流程,获得了产率为16.12%、含炭量达88.92%、回收率为66.05%、发热量为6 569.2 cal/g的精炭。于伟等[21]采用“一粗一精一扫”浮选工艺流程,粗选柴油用量14 kg/t、仲辛醇用量14 kg/t、扫选柴油用量7 kg/t、仲辛醇用量7 kg/t时,可得精矿产率为41.76%,灰分27.92%,可燃体回收率55.08%。
本文以北方某地干粉气化渣作为研究对象,采用一系列测试手段对其表面性质进行分析表征,通过使用ALC-1.5型艾砂磨机对气化细渣进行精细磨矿处理,探究不同磨矿时间对浮选效果的影响。同时探究磨矿后浮选药剂的种类、用量以及浮选工艺对于气化细渣浮选效果的影响,选出经济高效的方法,实现气化细渣的清洁高效回收。
1 试 验
1.1 试验原料及性质分析
试验样品选用北方某地气化渣。依据国标GB/T 212—2008《煤的工业分析方法》及GB/T 476—2001《煤的元素分析方法》对样品进行工业分析和元素分析,分析结果见表1。
由表1可知,该样品空气干燥基水分(Mad)含量1.08%,空气干燥基灰分(Aad)含量65.51%,干燥无灰基挥发分(Vdaf)含量18.96%;样品含碳量(Cdaf)32.53%,表明样品残碳较多,具有回收和利用的价值。样品含氧量(Odaf)高达66.73%,表明样品表面含氧官能团丰富,亲水性强,可浮性差。
1.2 样品粒度组成
根据国标GB/T 477—2008《煤炭筛分试验方法》,将样品干燥冷却缩分后,称取200.00 g样品,用筛孔孔径为0.500、0.250、0.125、0.074 mm的标准套筛对试验样品进行干法筛分,试验反复三次,取平均结果。筛分试验结果见表2。

表2 气化细渣粒度组成
由表2可知,随着粒级增大,样品的灰分含量大致呈“先增后减再增”的趋势,从表中可以看出所有粒级灰分均较高,其中<0.074 mm为该样品的主导粒级,含量高达72.03%,且灰分达到了69.07%,这表明样品中存在大量的高灰细泥。高灰细泥比表面积大,极易吸附在样品颗粒表面,发生细泥罩盖,增加药剂消耗,增大浮选难度。
1.3 红外光谱分析(FTIR)
采用美国Thermo Scientific Nicolet iS20型傅立叶红外光谱仪测试分析试验样品表面官能团种类。将干燥后的气化细渣样品进行研磨过200目的孔筛,取筛下物按1∶160的比例与光谱纯的KBr混合后压片。测试条件:扫描范围4 000~400 cm-1,分辨率为4.000 cm-1,扫描次数32次。试样的红外光谱图测试结果如图1所示。
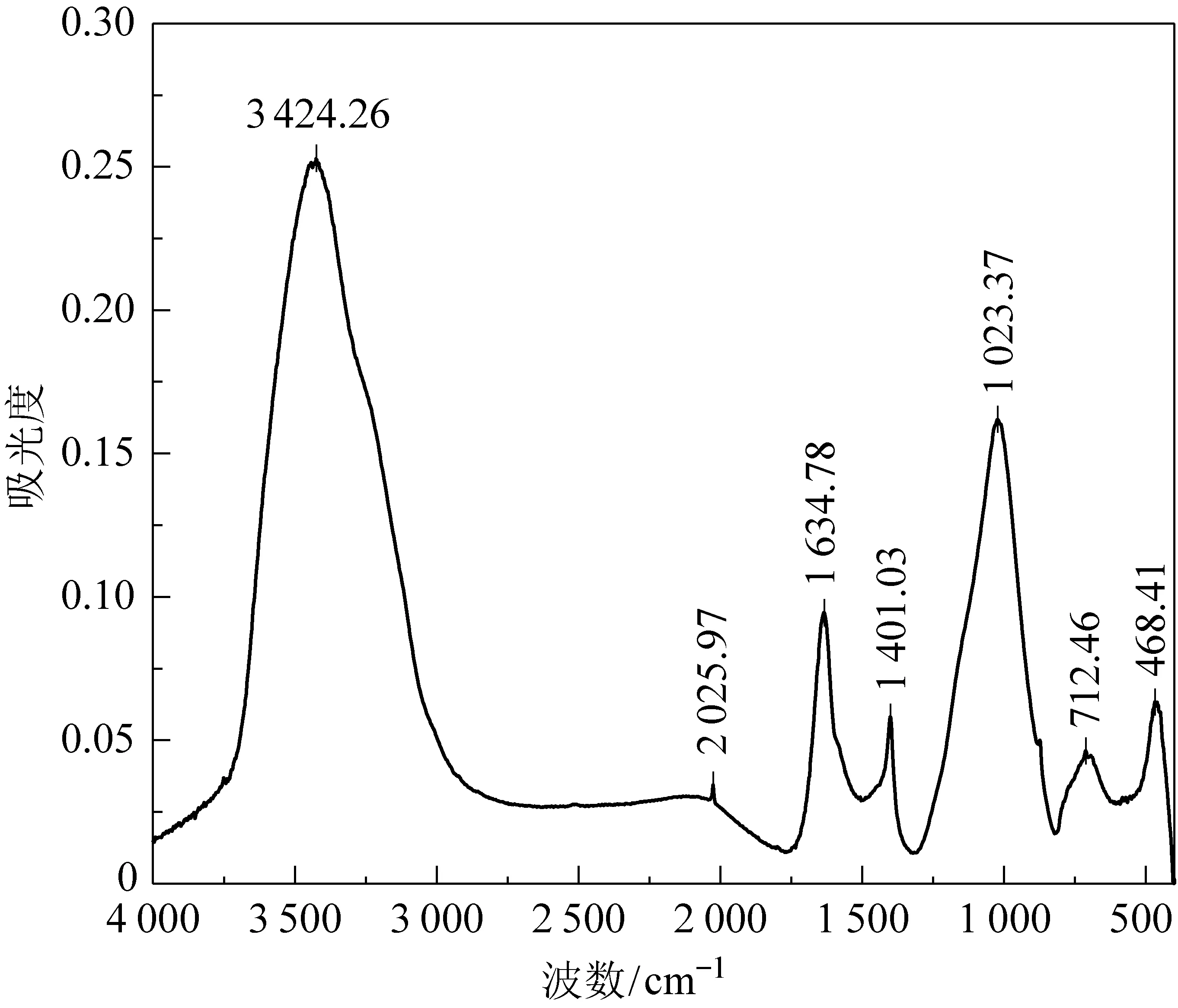
图1 气化细渣红外光谱图Fig. 1 Infrared spectrum of gasification fine slag

1.4 X射线衍射物相分析(XRD)及X射线荧光光谱分析(XRF)
采用日本Rigaku SmartLab SE型X射线衍射仪对样品进行物相分析,将测试样品过200目筛后检测,测试条件:广角测试范围5°~80°,扫描速率为8 (°)/min,步长为0.01,并结合软件Jade6.0分析矿物组成,样品的X射线衍射谱图如图2所示。

图2 气化细渣X射线衍射图谱Fig. 2 X-ray diffraction pattern of gasification fine slag
由图2可知,样品中的脉石矿物主要以石英、方解石为主,这些矿物均具有较强的亲水性,浮选时会使精碳可浮性降低,恶化浮选效果。
采用荷兰Panalytical Axios型X射线荧光光谱仪样品进行荧光光谱分析,将测试样品经过835 ℃烧失处理后,过200目筛后待测。样品的X射线荧光光谱分析结果见表3。

表3 气化细渣的XRF分析结果
由表3可知,气化细渣烧后残渣的化学成分为SiO2、Al2O3、CaO、Fe2O3等。样品含碳量为27.08%,测得烧失量为34.49%,说明该气化细渣样品中除含有大量的非金属和金属氧化物之外,仍含有一定量的残碳,具有回收和利用的价值。
1.5 煤泥浮选试验
按国标GB/T 4757—2013《煤粉(泥)实验室单元浮选试验方法》对试验样品进行浮选试验。浮选试验采用XFDIV-1.0L型单槽浮选机,主轴转速1 800 r/min,单位充气量0.25 m3/(m2·min),矿浆浓度60 g/L。浮选试验采用3#油和柴油作捕收剂,仲辛醇和甲基异丁基甲醇(MIBC)作起泡剂。采用可燃体回收率和烧失量作为浮选效果评价指标,其计算方法如下:
(1)
式(1)中,Ec为精矿可燃体回收率,%;γj为精矿产率,%;Aj为精矿灰分,%;Ay为入料灰分,%。
(2)
式(2)中,ω(LOI)表示烧失量,%;m1表示灼烧前煤气化渣质量,g;m2表示灼烧至恒重后煤气化渣质量,g。
2 结果与分析
2.1 浮选实验
2.1.1 不同磨矿时间对浮选效果的影响
为确定试验最佳的磨矿时间,采用3#油为捕收剂,MIBC为起泡剂,3#油用量为10 kg/t,MIBC用量为3 kg/t,采用ALC-1.5型艾砂磨机进行磨矿(如图3所示)。通过使用ALC-1.5型艾砂磨机进行不同时间磨矿,可以使原矿粒度被磨至极细,从而促进残碳和玻璃微珠的解离,暴露出残碳的疏水性表面,减少药剂用量,提高浮选效果。
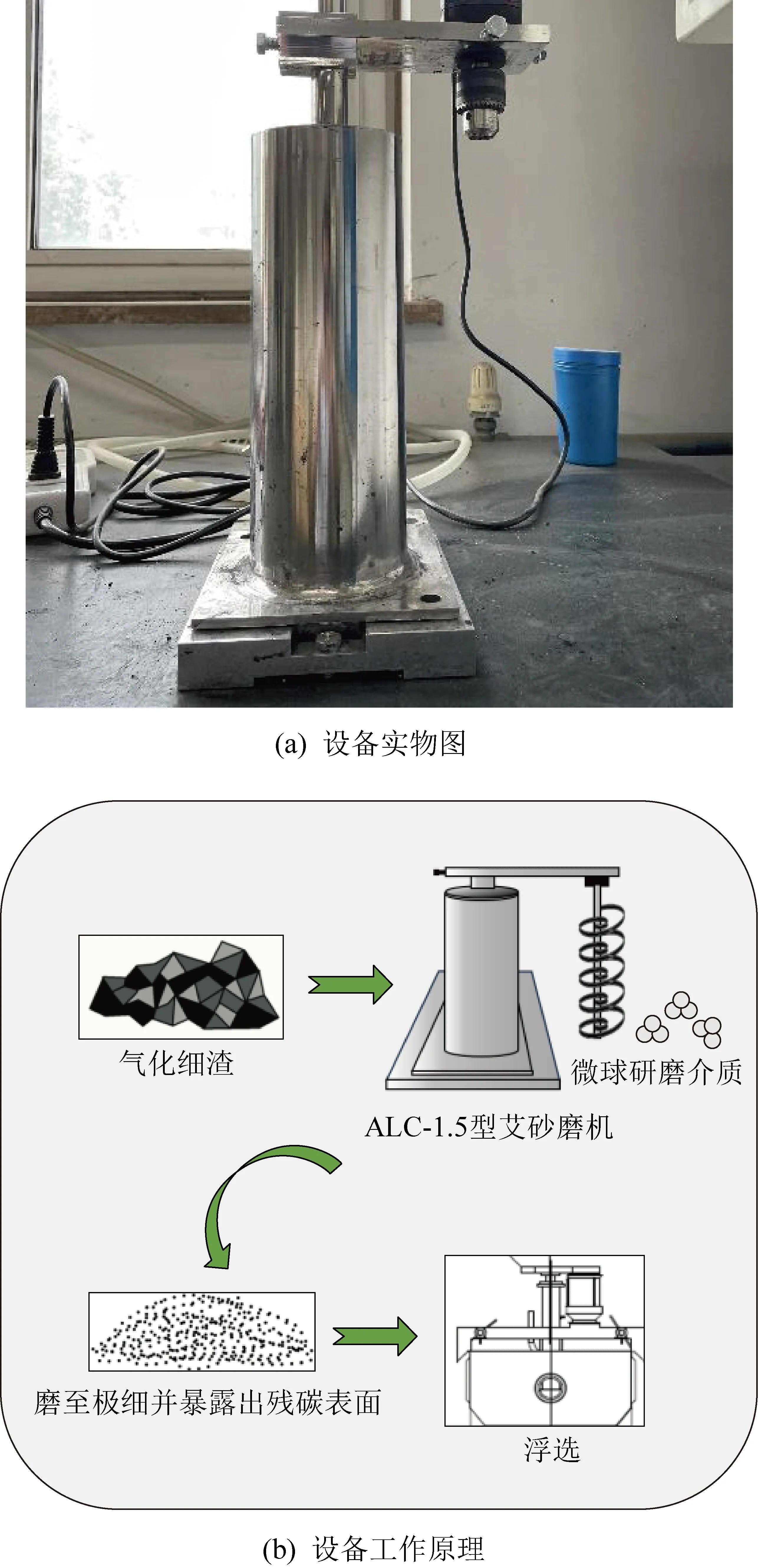
图3 ALC-1.5型艾砂磨机及其工作原理Fig. 3 ALC-1.5 Ai Sha Grinder and working principle
按磨矿时间分别为1.5、2.5、3.5、4.5、5.5 min进行浮选。试验结果如图4所示。
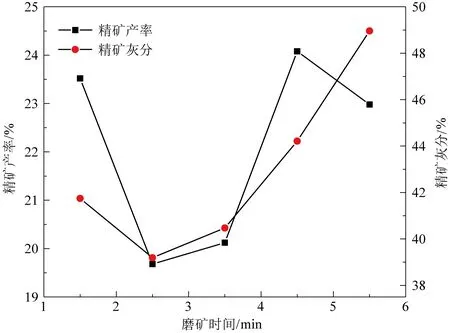
图4 不同磨矿时间对气化细渣浮选效果的影响Fig. 4 Effect of different grinding times on theflotation efficiency of gasified fine slag
由图4可知,随着磨矿时间的逐渐增加,浮选精矿产率与灰分均呈现先减少后增加的趋势,当磨矿时间为3.5 min时,精矿产率为20.12%,灰分为40.47%,在此磨矿时间下样品浮选效果最佳。
2.1.2 不同组合药剂对浮选效果的影响
为确定最佳药剂组合,在磨矿时间为3.5 min条件下,采用3#油+仲辛醇、3#油+MIBC、柴油+仲辛醇、柴油+MIBC 4种组合药剂用于浮选试验,捕收剂用量均为10 kg/t,起泡剂用量均为3 kg/t。试验结果如图5所示。
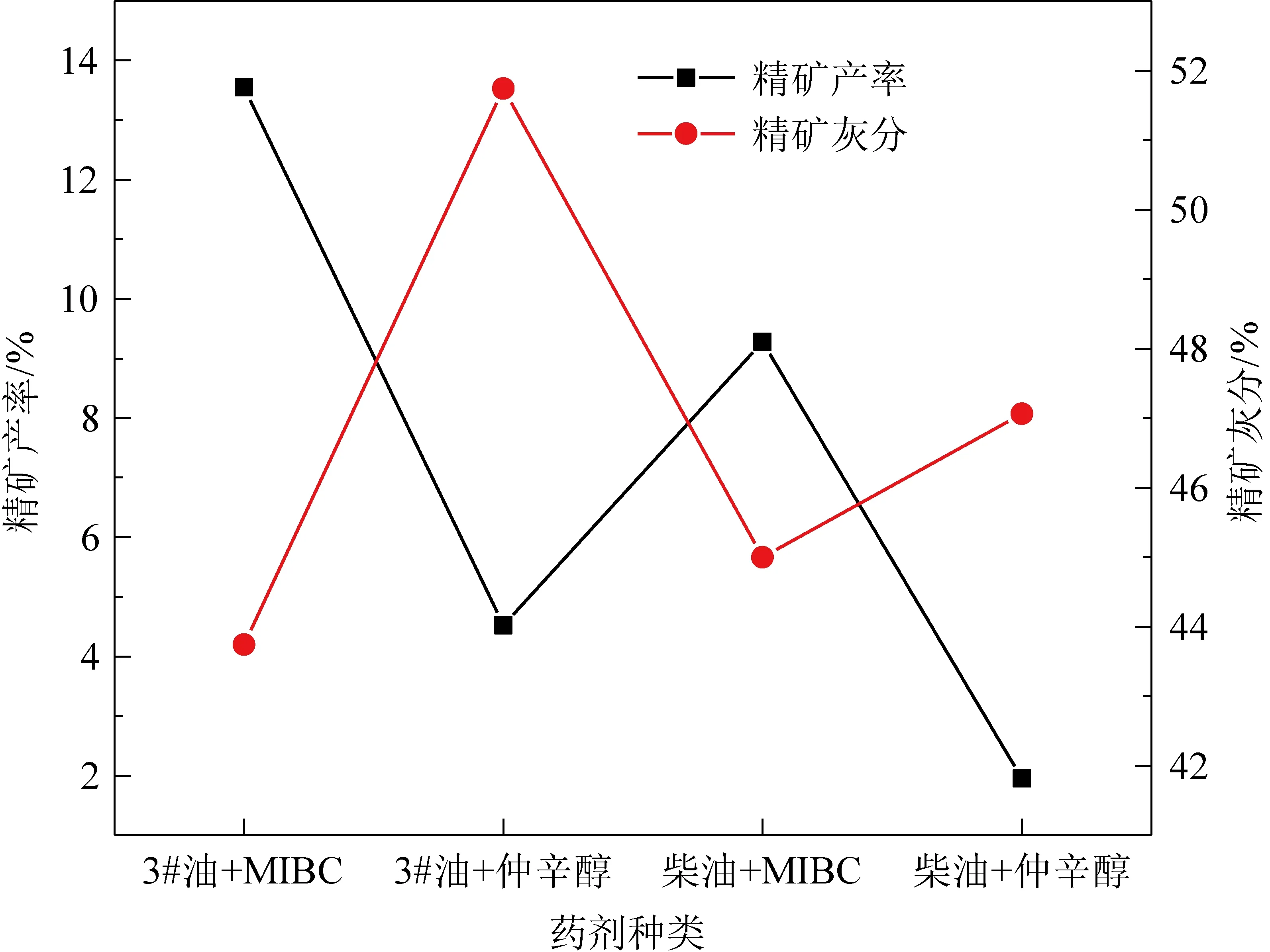
图5 不同药剂组合对气化细渣浮选效果的影响Fig. 5 Effect of different reagent combinations onthe flotation efficiency of gasified fine slag
由图5结合浮选试验结果可知,对于该气化细渣,3#油的捕收性能优于柴油,MIBC的起泡性能优于仲辛醇,4种药剂组合中,3#油+MIBC的作用效果优于其他3种药剂组合。因此在后续的浮选试验中,选择3#油和MIBC分别作为捕收剂和起泡剂进行浮选。
2.1.3 不同药剂比对浮选效果的影响
为确定浮选试验捕收剂与起泡剂的最佳药剂比,在磨矿时间为3.5 min时,以3#油为捕收剂,MIBC为起泡剂,MIBC用量为3 kg/t,按捕收剂与起泡剂药剂比分别为8∶3、10∶3、12∶3、14∶3、16∶3、18∶3、20∶3、22∶3、24∶3、26∶3、28∶3、30∶3、32∶3、34∶3、36∶3进行浮选试验,试验结果如图6所示。
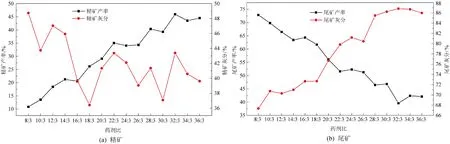
图6 不同药剂用量对气化细渣浮选效果的影响Fig. 6 Effect of different reagent dosages on the flotation efficiency of gasified fine slag
由图6可知,随着药剂比的逐渐增大,精矿产率呈现整体上升趋势,灰分呈现整体上升趋势,尾矿产率呈现整体下降趋势,灰分先上升后趋于平缓,因此确定药剂比为30∶3,此时精矿产率为39.28%,灰分为37.09%,可燃体回收率为75.83%,尾矿产率为46.85%,灰分为86.23%,烧失量为13.77%,样品浮选效果最佳,但此时得到的精矿、尾矿产品质量无法达到要求,浮选效果一般。
2.1.4 二次浮选对浮选效果的影响
为了进一步降低精矿灰分,提高尾矿灰分,在磨矿时间为3.5 min条件下,使用3#油和MIBC进行二次浮选,粗选时浮选药剂使用3#油与MIBC,药剂比为12∶3、14∶3、16∶3、18∶3,精矿直接进行二次浮选,尾矿进行扫选时,二次加药,浮选药剂比为12∶1.5、14∶1.5、16∶1.5、18∶1.5进行浮选试验。试验结果如图7所示。
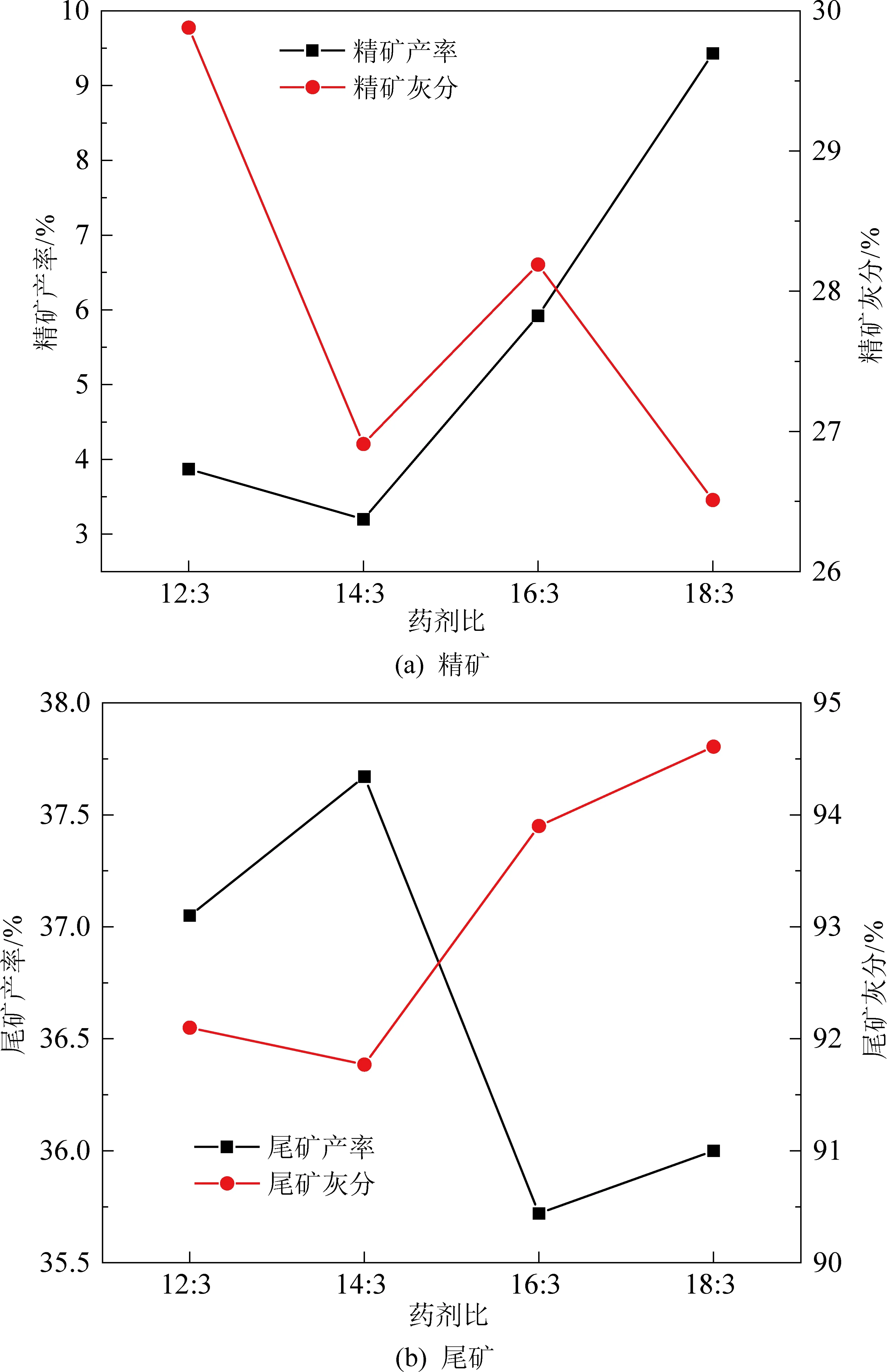
图7 二次浮选对气化细渣浮选效果的影响Fig. 7 Effect of secondary flotation on the flotationefficiency of gasified fine slag
由图7可知,经过二次浮选后,在药剂比为18∶3时,精矿产率为9.43%,灰分为26.51%,可燃体回收率为21.27%,在此药剂比下精矿浮选效果最佳,而在药剂比为一次浮选14∶3,二次浮选14∶1.5时,精矿产率为3.20%,灰分为26.91%,尾矿产率为37.67%,尾矿灰分为91.77%,烧失量为8.23%,在此药剂比下尾矿浮选效果最佳,且尾矿产品达到Ⅲ级粉煤灰要求。
由此可知,通过二次浮选、二次加药,精选过程使得剩余样品颗粒与药剂充分作用,增加残碳回收率,提高浮选效果。扫选采用再次加药工艺,保证了浮选后期的药剂浓度,从而增加残碳回收率,提高浮选效果。
2.2 表面形貌分析(SEM)
为探究磨矿作用前后试验样品表面形貌的变化,采用扫描电镜(SEM)对气化细渣样品进行扫描,观察其表面形貌,扫描倍数分别为10 000、5 000、1 000、500倍。磨矿前后样品扫描电镜结果如图8所示。
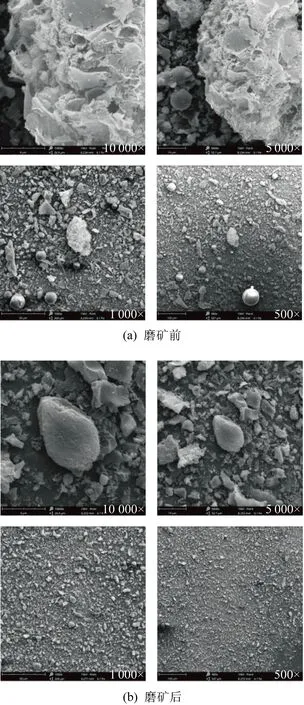
图8 气化细渣磨矿前后SEM结果Fig. 8 SEM results of gasification fine slag beforeand after grinding
由图8(a)可以看出,经过气化炉作用后,煤颗粒转化为两种类型的物质,非金属类如二氧化硅等转化为玻璃微珠,其表面光滑呈球形;残碳颗粒则呈现出孔洞状,因高温作用而被氧化,表面粗糙,部分内部含玻璃微珠。由于气化细渣残碳表面多孔且混杂有微珠的性质,在浮选过程中药耗会大量增加,且浮选效果较差,残碳不易浮出。由图8(b)可以看出,经过磨矿作用后气化细渣的玻璃微珠与较大颗粒粒度均明显减小,玻璃微珠几乎不见,较大颗粒表面蜂窝状孔洞减少,相比磨矿前浮选药剂用量减少,浮选效果提升。
2.3 X-射线光电子能谱分析(XPS)
为了解试验样品表面氧的赋存状态,以及药剂作用前后试验样品表面元素含量及氧的赋存状态变化,采用美国Thermo Scientific K-Alpha X射线光电子能谱仪对试验样品进行宽扫和C元素窄扫,宽扫结果如图9所示,C元素拟合结果如图10所示。测试结果使用Thermo Avantage软件进行分峰拟合,根据各个峰面积计算各官能团相对含量,结果见表5。
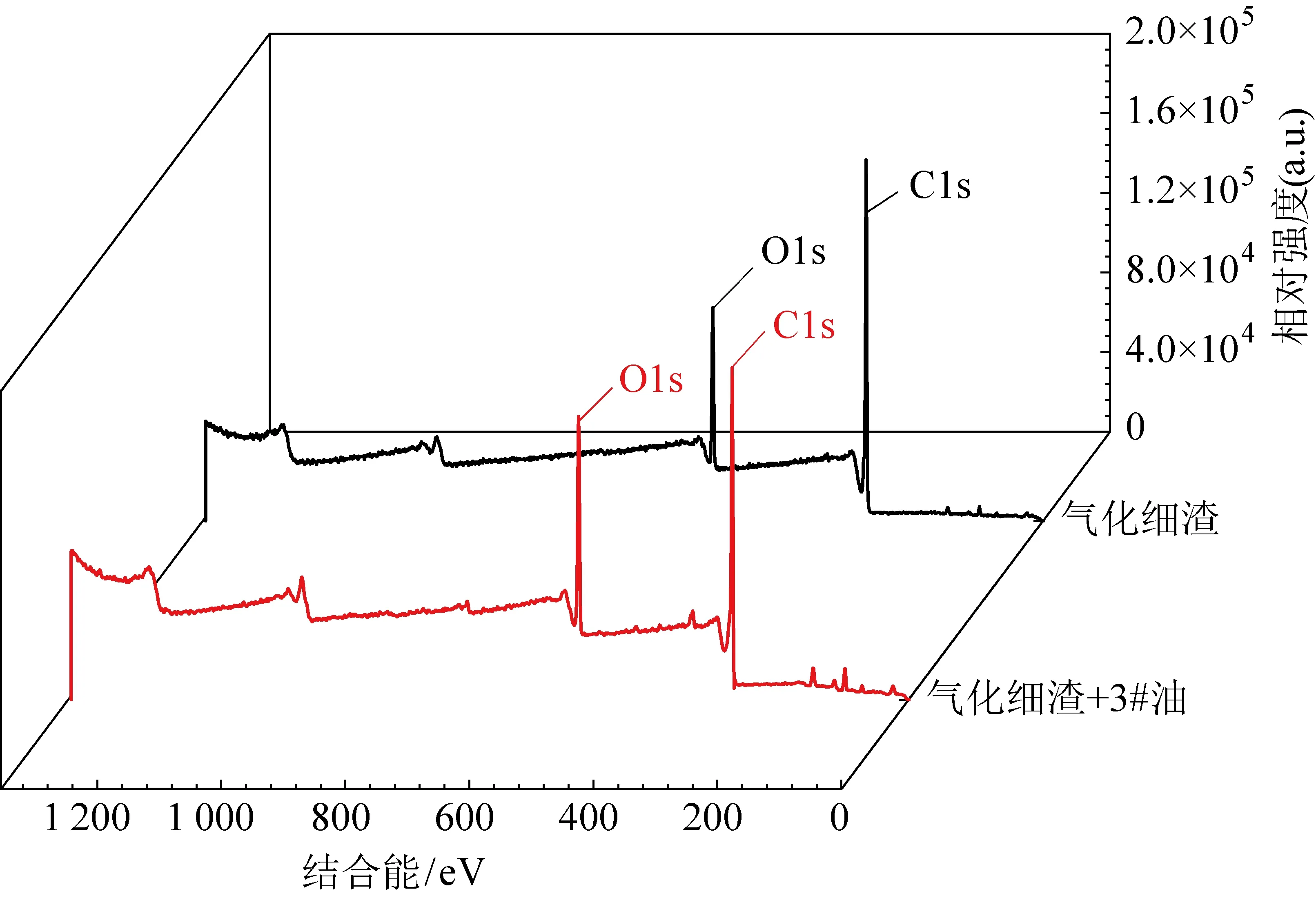
图9 药剂作用前后XPS宽扫图Fig. 9 XPS wide scan before and after drug action
由图9结合表4可知,与原样品相比,捕收剂作用后试验样品表面C、O元素峰值的相对强度均发生了改变,捕收剂作用后试验样品表面C元素含量提升了8.05%,O元素含量降低了4.95%,但Si元素含量变化不大。由此表明,捕收剂分子能够吸附在试验样品表面的亲水位点,使试验样品表面O元素含量显著降低,从而改善样品颗粒表面的可浮性。
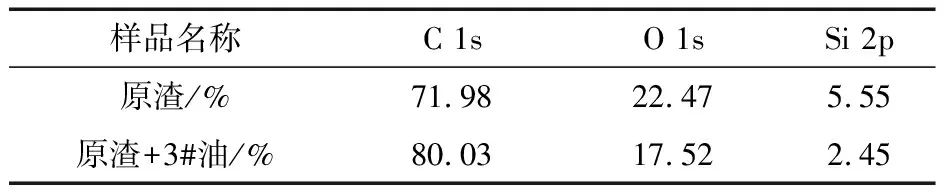
表4 药剂作用前后XPS宽扫结果

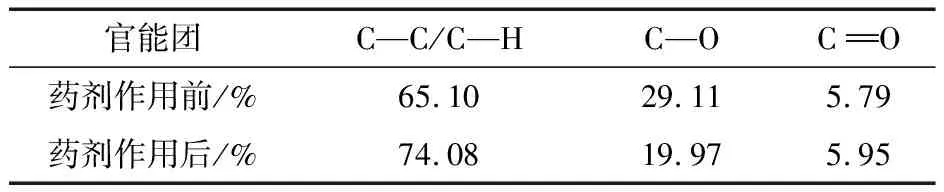
表5 药剂作用前后样品碳分峰表
2.4 接触角分析
样品颗粒表面的疏水性可以通过接触角表征,接触角越大,表明颗粒表面的疏水性越强,可浮性越好。采用上海中晨JC2000D1型接触角测量仪对压片后的试样进行接触角测定,结果如图11及表6所示。
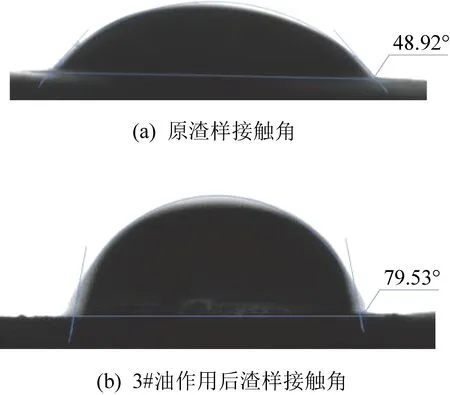
图11 药剂作用前后接触角变化Fig. 11 Changes in contact angle before andafter drug action
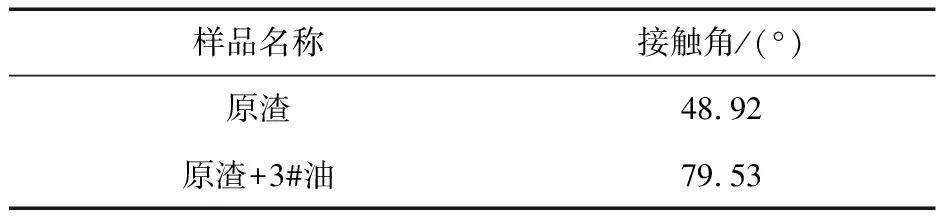
表6 药剂作用前后接触角对比表
由图11可知,原渣的接触角为48.92°,与原渣样相比,3#油处理后渣样的接触角增加了30.61°。由此表明,3#油对渣样表面有一定的改善效果,处理后的渣样可浮性变好,有利于浮选效果的提高。
3 结 论
本文对北方某地气化细渣进行了预先磨矿浮选试验研究,通过探究磨矿时间、药剂种类、药剂用量以及浮选工艺等因素对浮选效果的影响,对进一步提高气化细渣浮选脱碳效果具有重要意义。试验结果表明:
(1)煤气化细渣残炭表面多孔且混杂有微珠,药耗较大。预先磨矿可以使残碳与玻璃体充分解离,暴露出气化细渣的残碳表面,从而提高气化细渣的浮选效果。原矿经过磨矿3.5 min后,经过一次浮选流程,3#油用量30 kg/t、MIBC用量3 kg/t时,精矿产率为39.28%,灰分为37.09%。
(2)3#油和MIBC组合使用对气化细渣浮选的效果促进作用最佳。3#油与气化细渣作用后,经X-射线光电子能谱分析,样品中C—O含氧基团的峰面积有所下降,C—C/C—H基团的峰面积则有所增加,样品的可浮性得到改善;经接触角测定分析,相较原渣接触角增加了30.61°,提高了颗粒表面的疏水性,同时增强了颗粒与药剂间的吸附稳定性及强度。
(3)采用二次浮选工艺,精矿再选,使得剩余样品颗粒与药剂充分作用,增加残碳回收率,提高浮选效果。扫选采用再次加药工艺,保证了浮选后期的药剂浓度,二次浮选精矿产率为3.20%,灰分26.91%,尾矿产率为37.67%,尾矿灰分为91.77%,烧失量为8.23%。经过二次浮选工艺流程,气化细渣中的残碳大多被浮出,尾矿产品达到Ⅲ级粉煤灰要求。