含氨氮矿井水处理技术现状及展望
2023-12-02李福勤郑煚州陈宇航周如禄
李福勤, 王 丛, 郑煚州, 陈宇航, 周如禄
(1. 河北工程大学 能源与环境工程学院, 河北 邯郸 056038;2. 河北省水污染控制与水生态修复技术创新中心, 河北 邯郸 056038;3. 污水处理及资源化利用河北省工程研究中心, 河北 邯郸 056038;4. 中煤科工集团杭州研究院有限公司, 浙江 杭州 311201)
0 引 言
煤炭生产过程中伴随产生大量矿井水,由于矿井水的排放和渗漏,造成了严重的水资源浪费。合理充分利用矿井水资源是矿区生态文明建设需要解决的关键问题。2020年11月,生态环境部、国家发改委和国家能源局联合发布的《关于进一步加强煤炭资源开发环境影响评价管理的通知》中,明确规定矿井水在充分利用后需外排的,水质应满足或优于受纳水体环境功能区规定的地表水环境质量对应值。
近年来,基于浅埋深、薄基岩、厚煤层的赋存条件,以及地表水渗入污染和煤炭开采过程中人为影响,含氨氮矿井水数量增多[1-2]。氨氮是导致水体富营养化和环境污染重要物质,过量的氨氮会刺激水中藻类和微生物的大量繁殖,使水中溶解氧迅速减少,最终导致鱼类和其他水生物缺氧而死亡。如果不强化氨氮处理直接外排,会给生态环境带来严重危害[3]。
随着矿井水处理排放标准的日益提高,从早期的达到《煤炭工业污染物排放标准》(GB 20426—2006),到目前的部分地区要求达到《地表水环境质量标准》(GB 3838—2002)Ⅲ类水质(NH3-N≤1 mg/L)[4],有些矿井水处理后作为饮用水(NH3-N≤0.5 mg/L),去除矿井水中残留氨氮的要求越来越高。关于废水中氨氮的去除方法很多[5],对高浓度氨氮废水的处理技术已较为成熟,但涉及低浓度氨氮废水的深度处理尚无十分有效的解决方案[6],特别是关于含氨氮矿井水的处理技术报道甚少。本文从矿井水中氨氮的来源、处理技术、发展趋势进行总结分析,以期为我国含氨氮矿井水的处理提供技术支撑。
1 矿井水中氨氮的来源

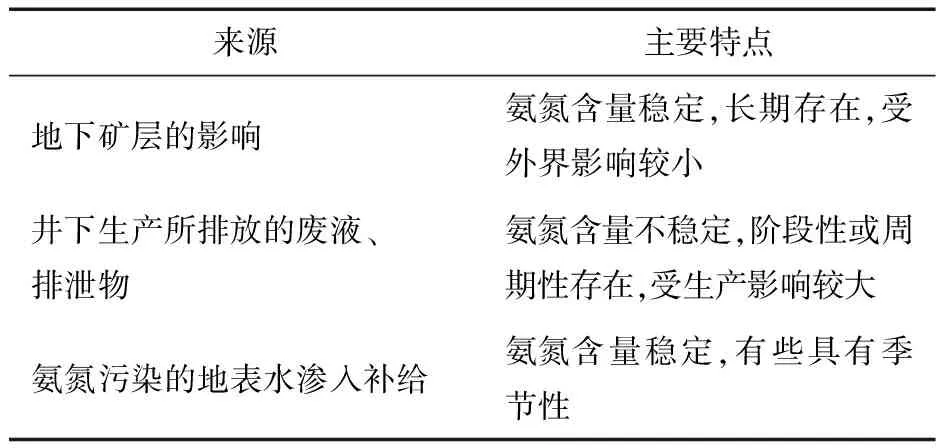
表1 矿井水中氨氮的来源及特点
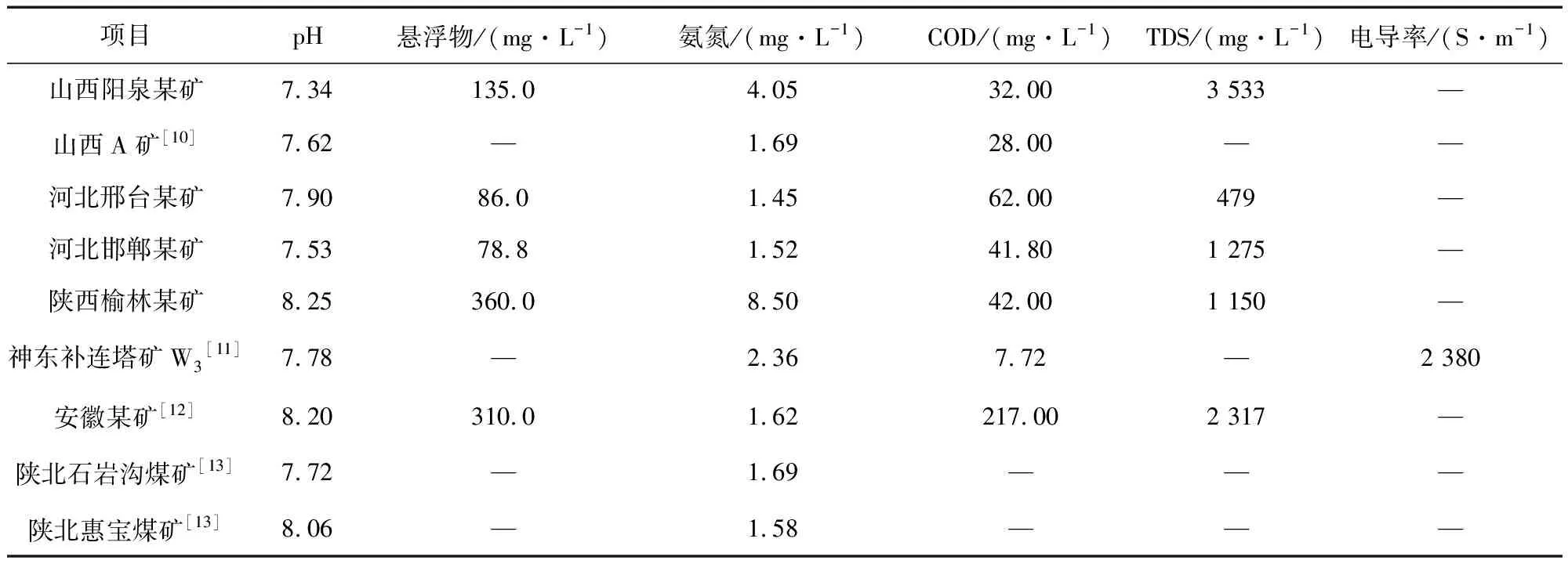
表2 部分含氨氮矿井水水质特征
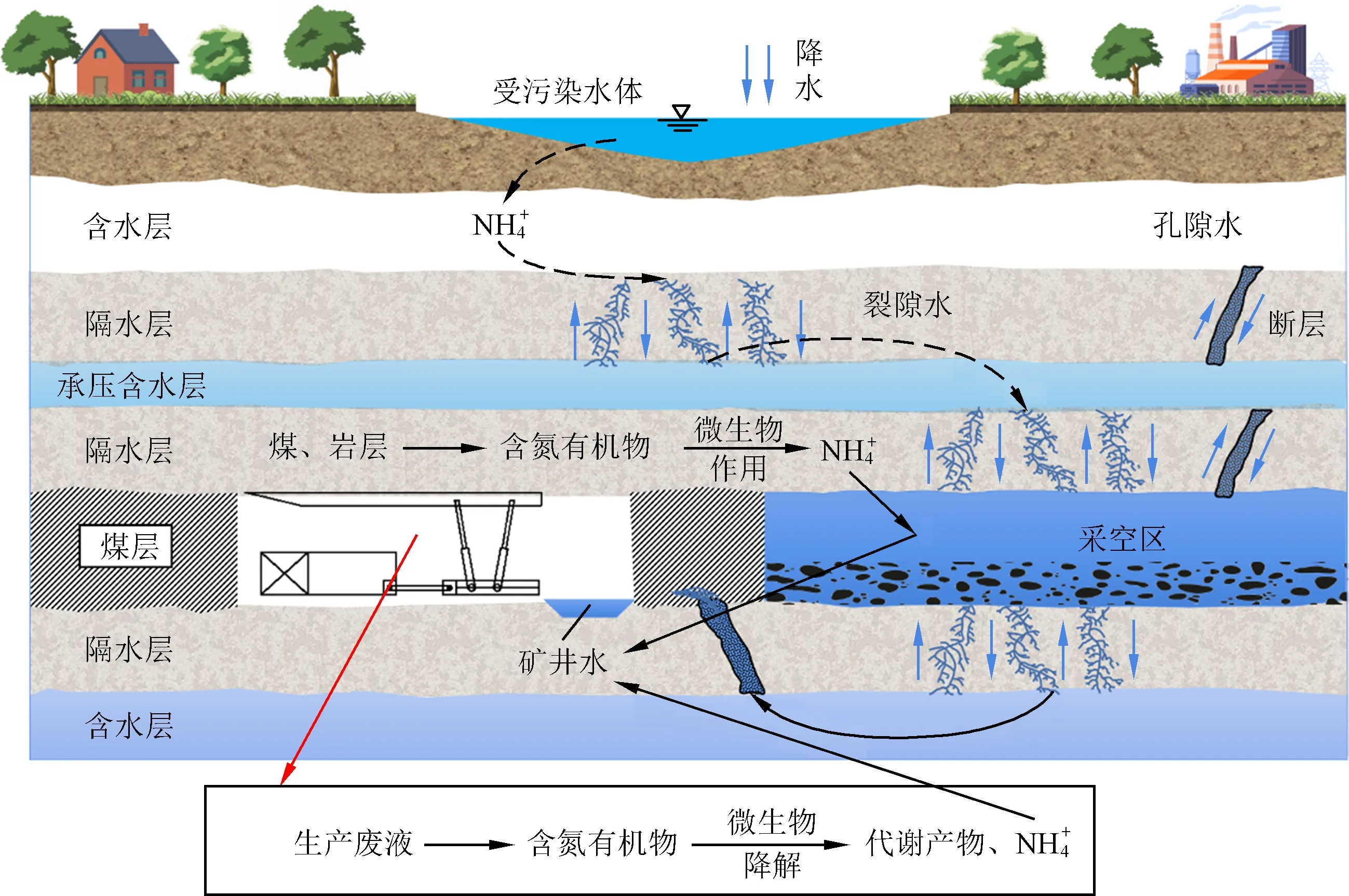
图1 矿井水中氨氮的来源示意图Fig. 1 Schematic diagram of the sources of ammonia nitrogen in mine water
由表2可以看出,含氨氮矿井水与其他行业氨氮工业废水具有明显的区别,氨氮含量相对较低(一般<5 mg/L),属于低浓度氨氮废水,pH呈中性略偏碱,其他污染物主要是悬浮物和部分矿井水的TDS含量较高,COD浓度一般不高。

图2 pH对氨和铵离子转换的影响[14]Fig. 2 Effect of pH on the conversion of ammonia andammonium ions[14]
2 含氨氮矿井水处理技术
含氨氮废水处理技术较多,包括物理法、化学法和生物法,具体技术有十几种[5,15]。针对含氨氮矿井水的水质特点,适用的技术主要有离子交换法、吸附法、氧化法、膜分离法和生物法。
2.1 离子交换法
不同的离子交换树脂对氨氮的吸附性能差异较大。杨少霞等[17]分别研究了D113和001×7树脂对水中氨氮的吸附性能,静态试验结果表明,初始氨氮质量浓度为30 mg/L时,D113树脂吸附容量大于001×7树脂,两种树脂对氨氮的吸附均属于自发反应,碱性条件对氨氮的吸附具有促进作用,两种树脂均有良好再生效率。胡金玲等[18]采用LS-40大孔弱酸型阳离子交换树脂,模拟废水氨氮31.5 mg/L,当pH为6.5~7.5、树脂投加量为16 mg/L、反应时间为15 min时,氨氮去除效果最佳,去除率达90%以上。
离子交换法适合于低浓度氨氮矿井水的处理,处理效果好,投资较少、运行成本低。存在问题是实际废水中钙镁等阳离子对氨氮交换的影响较大,再生度较低,再生废液处理困难,不适合硬度含量较高的矿井水中氨氮的去除。
2.2 吸附法
吸附法是对溶解态污染物的物理化学分离技术,选用多孔固相物质对水中污染物进行吸附分离的过程。常用的吸附剂有活性炭、煤渣、树脂、沸石等。在矿井水处理中常用活性炭吸附水中少量有机物,活性炭对氨氮也有一定的吸附效果;目前,采用煤矸石吸附氨氮的研究较多。赵丽等[2]通过柱实验研究煤矸石对矿井水中有机物和氨氮的去除能力和效果,实验结果表明,氨氮去除率能够达到81%,这主要是由于煤矸石中含有的伊利石及高岭石均具有一定的阳离子交换容量。山西A矿矿井水氨氮含量1.69 mg/L,采用混凝澄清+石英石/沸石过滤+活性炭过滤+超滤工艺处理,通过沸石和活性炭吸附氨氮去除率40.8%[8]。王群等[19]用超声强化NaCl对天然沸石进行改性,考察了改性沸石对氨氮的吸附去除特性,氨氮初始浓度为10 mg/L,最佳条件下,氨氮的去除率为91.11%,改性沸石对氨氮的吸附符合Langmuir模型(R2=0.961 2),其最大吸附量可达到12.56 mg/g。ZHOU等[20]采用氧化还原沉淀法将氧化锰(MnOx)加载到含层状硅酸盐矿物的尾矿(TA)上,研究了其对氨氮的吸附性能,结果表明,TA@MnOx的饱和吸附量为18.21 mg/g,pH为6~8之间吸附性能最佳,吸附机理包括静电吸附、离子交换吸附和氧化还原反应。
吸附法工艺简单,便于操作,且吸附剂种类多、成本低,存在问题是解吸度较低,解吸废液处理困难等。
2.3 化学氧化法
氧化法是将处于低价态的氨氮通过氧化方式转化为无害的高价态,主要包括氯氧化(折点加氯法)、臭氧氧化、电化学氧化、光催化氧化及湿式催化氧化。前三种适用于中低浓度氨氮废水的处理。
2.3.1 折点加氯法
折点加氯法是一种将废水中氨完全氧化为N2的方法,其过程中投加过量氯或次氯酸钠,反应式见式(1)。
(1)

折点加氯法具有脱氨氮效果稳定、反应迅速完全、不受水温影响、不受含盐量干扰、投资小、操作简单等优点,适合处理低浓度氨氮废水。缺点是运行费用较高,氯气与水中的氨氮、有机物反应生成的氯胺、氯代有机物,会造成二次污染。
2.3.2 臭氧氧化法
臭氧氧化能力强、操作简单,同时具备消毒作用,臭氧降解水中氨氮的化学反应方程式见式(2)。
(2)
为了加快反应速度,采用臭氧催化氧化技术,利用催化剂对水中有机物的吸附作用和对臭氧分子的催化活化作用,促进臭氧分子的分解,以产生更多强氧化性的自由基,具有氧化彻底、反应时间短的特点。李云霞等[23]为解决传统混凝、沉淀、过滤工艺对矿井水中氨氮去除率低、经济性差的问题,采用臭氧—生物活性炭深度处理矿井水,处理后的矿井水符合地表水环境质量Ⅲ类水标准。CHEN等[24]使用制备的CTAB/Ni催化剂催化臭氧氧化去除水中的氨,当水中氨氮浓度为50 mg/L时,氨氮去除率可达到95.93%,其中有80.98%转化为气态氮。YANG等[25]设计了一个简单的系统,研究了臭氧氧化氨的机理,结果表明,碱性条件下,高Cl/N比显著提高了氨的去除,有利于氨向气态氮的转化。
臭氧氧化法主要缺点是设备投资较大,运行成本高。
2.3.3 电化学氧化法
电化学氧化法利用电能使游离氨转化为氮气排放,一种为直接电化学氧化,氨在阳极失去电子被氧化为氮气和水;另一种为间接电化学氧化,氯离子首先在阳极被氧化为游离氯,然后溶于水中与氨氮反应产生氮气。
LIANG等[26]利用RuO2/Ti电极作阳极对模拟氨氮废水和实际废水进行处理,在Cl-存在条件下,可将水体中的氨氮浓度从20 mg/L降低到0.5 mg/L以下。HE等[27]以Ru-Ir/TiO2作阳极,用活性炭填充床反应器对氨氮废水进行电化学氧化,在pH=6.5、I=0.9 A、Cl-浓度为1 500 mg/L、废水进口速率为0.8 L/h条件下,氨氮去除率达到80%。
电化学氧化法处理氨氮废水具有药剂投加量少、设备简单、占地少等优点,缺点是消耗大量电能,处理成本较高。
2.4 膜分离法
采用膜分离法去除矿井水中氨氮主要是在除盐的同时去除氨氮,包括电渗析、反渗透和纳滤。目前该类研究报道较少。在上世纪80年代,有许多高盐矿井水采用电渗析除盐技术,随着技术的发展,目前高盐矿井水处理除盐以反渗透技术为主,这些矿井水在除盐的过程中原水中的氨氮同时得以去除。
胥倩倩等[28]采用超滤和纳滤联合全膜工艺处理东太湖水,原水氨氮0.38 mg/L,全膜工艺氨氮去除率达82.1%。吴存永等[29]采用抗污染反渗透膜回用工业废水,氨氮从2.2 mg/L降为0.7 mg/L,去除率70%。金可勇等[30]采用反渗透处理再生水,氨氮从26.3 mg/L降为1.5 mg/L,去除率高达94.3%。KURAMA等[31]采用反渗透膜去除微污染水中的氨氮,进水氨氮低于6.5 mg/L时出水氨氮可降至0.2 mg/L以下,去除率达到95%以上。
膜分离技术具有处理效率高、对环境影响小、操作方便、易于自动化等优点,但是,处理后产生了更高浓度的含氨氮废水需进一步处理,同时设备价格较高、膜易堵塞。另外,当原水pH大于9.4以后,大部分以氨分子形式存在,膜分离技术无法去除。
2.5 生物法
生物法是指废水中的氨氮在各种微生物作用下,通过硝化、反硝化等一系列反应最终生成氮气,从而达到去除的目的。适合于低浓度氨氮去除的生物法主要是利用填料表面微生物的新陈代谢作用去除水中的氨氮,研究表明,微污染水增加生物预处理技术可以使氨氮去除率提高80%以上[32],主要的技术有生物滤池和生物接触氧化工艺等,可以借鉴到含氨氮矿井水的处理。
2.5.1 曝气生物滤池
曝气生物滤池中填料表面形成的生物膜与水体接触,利用微生物的硝化和亚硝化作用以及微生物摄取等方式去除水中氨氮。
陆少鸣等[33]采用高速给水曝气生物滤池处理微污染水源水中的氨氮,进水质量浓度<4.0 mg/L,在一定操作条件下可使出水氨氮稳定在0.01~0.50 mg/L,符合地表水环境质量标准的Ⅱ类标准,去除率为79.3%~89.3%。曹新等[34]对不同填料负载微生物去除地表水氨氮进行研究,以活性污泥作为微生物来源,以聚丙烯纤维为载体,使用量为12 g/L、pH为8时,108 h后模拟废水中氨氮去除效率最高可达84.23%。LI等[35]采用曝气海绵铁生物过滤器实现低浓度氨氮废水深层自养脱氮,最佳操作条件为水力停留时间(HRT)9,气水比(R)9∶1,总无机氮去除率达到77.2%。PING等[36]试验研究部分反冲洗对曝气生物滤池氨氮去除的影响,结果表明,在过滤器40 cm处进行反洗,对硝化菌有较强的保护作用,对氨的去除率可逐渐提高,去除率最高达到71.71%。
生物滤池具有运行成本低、去除效率高、对外界环境影响较小等优点,缺点是水力停留时间长,基建费较高,微生物生长条件要求高。
2.5.2 生物接触氧化法
生物接触氧化法是以水下的填料作为生物载体,通过充氧的水流经过填料后使填料布满生物膜,水中的氨氮在与生物膜的接触中,通过生物净化作用被去除。
杨建强[37]用生物接触氧化法处理吴淞江微污染原水,在常温下氨氮去除率始终在80%以上,进水氨氮质量浓度为3~5 mg/L时,出水质量浓度始终低于1.0 mg/L,平均为0.6 mg/L。
生物接触氧化法具有处理能力大、污泥产量少、抗冲击负荷比较强等优点,缺点是水力停留时间长,基建投资高,处理效果受季节性温度影响较大。
矿井水中氨氮去除技术汇总如图3所示。

图3 矿井水中氨氮去除技术Fig. 3 Ammonia nitrogen removal technology in mine water
3 各种技术对比及发展趋势
3.1 各种技术对比
针对矿井水水质特点,对比各氨氮处理技术见表3。

表3 含氨氮矿井水处理技术对比
由表3看出,去除矿井水中的氨氮有多种方法,各有优缺点,在具体工程应用中,应根据实际情况选用合理的方法,表3中前4种技术都有处理矿井水的案例,这些都适用于低浓度氨氮废水(<5 mg/L),当矿井水中氨氮含量较高时这些技术普遍存在运行费用高的缺点。
3.2 发展趋势
随着我国经济社会的快速发展,对环境治理的要求愈来愈严格,如何在实现含氨氮矿井水达标排放的同时,降低处理成本已成为人们日益关注的问题。从矿井水中氨氮的来源分析,应尽量减少或不使用含氮基团的乳化液、抑降尘剂、防灭火材料、注浆和凝胶材料等,从源头上控制氨氮的产生;从目前已有技术分析,针对较低浓度氨氮矿井水(<2 mg/L),采用氧化法较合理;对于氨氮含量较高的矿井水,生物处理经济合理,除了传统生物硝化反硝化技术,还有许多新型生物脱氮技术,如短程硝化反硝化技术、同步硝化反硝化技术、厌氧氨氧化技术,这些技术关系如图4所示,研究开发适合于矿井水水质特征的生物处理技术是今后发展的主要方向。
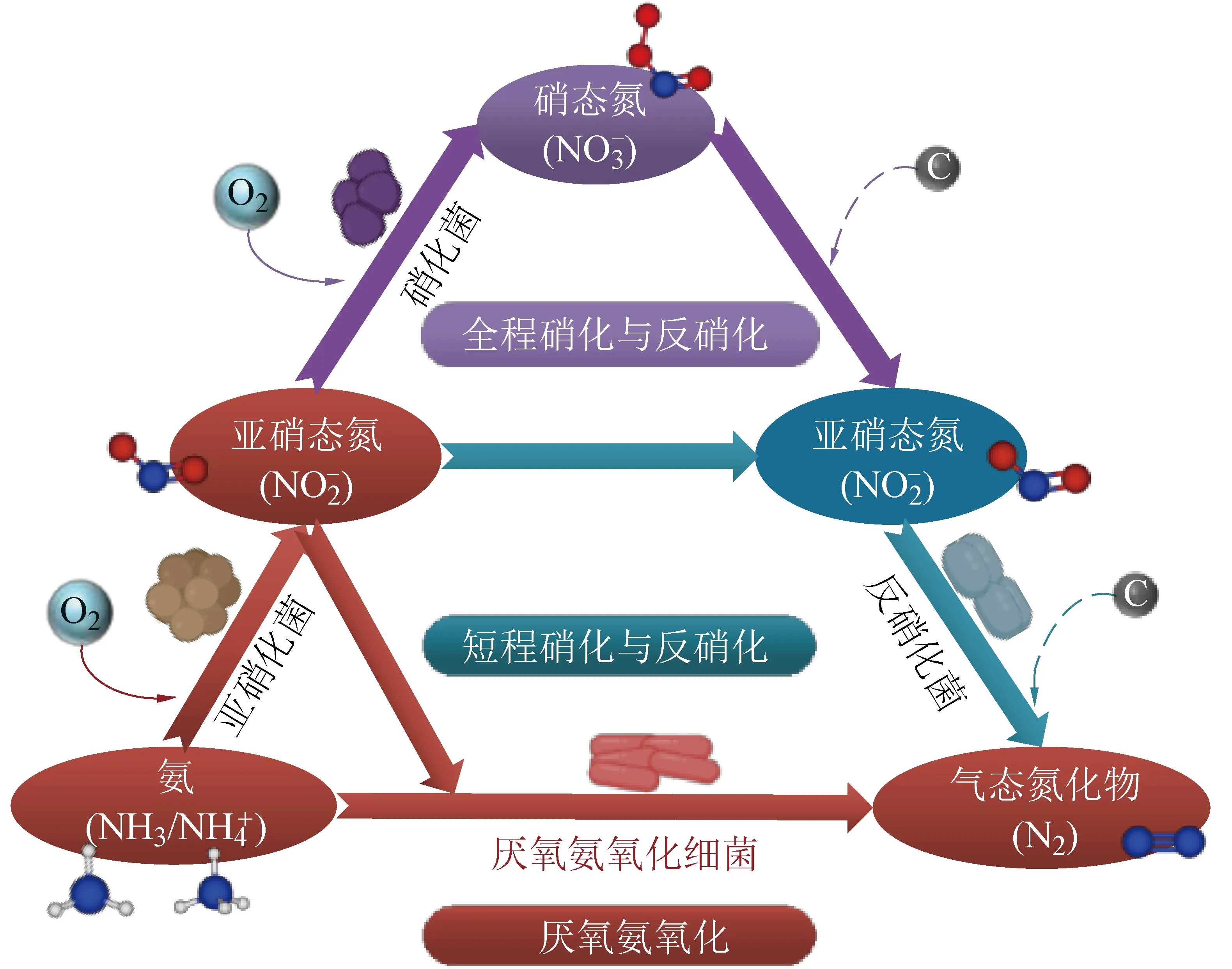
图4 生物硝化反硝化过程Fig. 4 Biological nitrification and denitrification process
4 结 论
(1)矿井水中氨氮主要来源于三个方面,原有地下水中的本底氨氮含量较高、煤炭开采过程中井下生产所排放的废液和排泄物、氨氮污染地表水侧向补给。
(2)含氨氮矿井水中氨氮含量相对较低(一般<5 mg/L),属于低浓度氨氮废水,其他污染物主要是悬浮物和部分矿井水的TDS含量较高,COD一般不高。
(3)应尽量减少或不使用含氮基团的乳化液、防灭火材料和注浆材料等,从源头上控制氨氮的产生。
(4)综合考虑到基建投资和运行成本,针对较低浓度(<2 mg/L)氨氮矿井水处理,采用氧化法较合理;氨氮含量较高的矿井水,生物处理是最经济有效的方法,研究和开发相应的化学氧化和生物处理技术是未来的发展趋势。