ZG12Cr10Mo1W1VNbN/F92超超临界异种钢焊接接头显微组织和力学性能研究
2023-12-01林绍斌何韦樊君杰马正强黄建泽
林绍斌 何韦 樊君杰 马正强 黄建泽
(二重(德阳)重型装备有限公司,四川 德阳 618013)
随着国家对高效、节能及环保等的要求日益严格,以及火电机组的容量和参数不断提高[1-2],超超临界火力发电机组中汽缸、阀壳类部件已成为要求最严的火电铸件产品。在发电机组中需采用焊接的方式将不同材料的零部件焊接在一起,这可以解决单一材料无法满足不同部位的性能要求的问题[3-4]。因此,在生产制造过程中对异种钢焊接的研究尤为重要。
1000 MW高效超超临界煤电机组参数大多为600℃、28 MPa,与低参数机组相比,其拥有更高的效率,更低的供电煤耗,机组CO2排放强度更低。机组中汽缸、阀壳铸件材料主要为ZG12Cr10Mo1W1VNbN(以下简称ZG12),属于9%~12%Cr马氏体不锈钢,该钢材具有良好的热稳定性,以及良好的600℃长期时效稳定性。与之配套的接管、搭子、支撑等部件材料主要为F92新型耐热钢,该种锻钢具有较高的高温强度和蠕变性能。
在火力发电设备生产制造过程中经常遇到ZG12材质汽缸和阀壳铸钢件与F92材质接管、搭子、支撑等部件异种钢焊接。本文通过研究ZG12铸钢和F92锻钢超超临界异种钢焊接接头的显微组织和力学性能,为该类材料的焊接提供试验依据。
1 材料焊接性分析
ZG12钢因其具有良好的断裂韧性、抗热腐蚀性、高温蠕变性能及耐腐蚀性能,在600℃左右具有较高的持久强度,广泛应用于超超临界汽轮机组中的关键部位,其化学成分详见表1,与P91相比,主要增加了W和B,这两种元素的加入起到复合固溶强化的作用,提高了钢的热强性;与F92相比,其W含量较低,提高了其焊接工艺性;与TP300系的奥氏体不锈钢相比,该钢具有优良的断裂韧性、抗热腐蚀性、可加工性和可焊性[5]。因该钢合金元素含量较高,其冷裂敏感性偏高,卢征然团队的研究结果表明,其焊前预热温度达到150℃以上可有效防止冷裂纹的产生[6],由于铸件产品尺寸复杂,壁厚差异大,我们将焊前预热温度提升至200℃以上。

表1 母材及焊条的铬当量、镍当量(质量分数,%)Table 1 Chromium equivalent and nickel equivalent of base metal and electrode(mass fraction,%)
F92锻钢因其具有较高抗腐蚀性、抗氧化性、高温强度、抗蠕变性能和良好的成型性、高温稳定性等优良属性,因此该钢种被广泛应用在火电行业,夏明民、徐源、黄翀等团队对其材料成分、性能和焊接性进行了深入研究[7-9],其化学成分详见表1,与F91相比,主要是降低了0.5%的Mo和增加了1.7%的W以及微量的B,W的增加能够提高钢的红热性和回火稳定性,微量B的增加能够提高淬火强度和耐热钢的高温强度,在600℃以下的蠕变强度相较于F91提升了约30%左右,高温强度相较于F91提升了约33%左右。但同时也增加了回火脆性,导致HAZ的脆化。由于该钢合金元素总含量较高,增大了过冷奥氏体转变为马氏体的时间,在组织转变过程中会形成较大的应力,且由于其导热性差,因此在焊接过程中形成的应力会呈现不均匀分布的状态。氢和不均匀应力的共同作用下会产生冷裂纹,尤其是在HAZ表现的尤为突出,惠晓涛对F92钢进行了插销冷裂纹试验和斜Y型坡口裂纹试验,试验结果表明,在焊前预热至150℃以上可有效防止焊接冷裂纹的产生[10]。
由于铸钢件和锻钢件的成型方式不同,在焊接时要综合考虑铸钢件和锻钢件的组织和性能差异,合理设置焊接参数。
2 焊材选择
ZG12与F92钢的焊接在选择焊接材料时要考虑多重因素,首先考虑合金元素的稀释,即焊接材料中Cr、Mo、W、V、Ni等主要元素满足母材要求,也要考虑碳扩散迁移的影响,避免Cr含量高的焊缝熔合区一侧产生增碳层,还要考虑P、S元素在焊接中的负面影响,尽量选择低氢焊条,避免焊条发生热脆和冷脆现象。
ZG12+F92焊接的Scheaffler焊接组织图如图1所示。ZG12钢、F92钢及焊条的铬当量、镍当量列于表1中,铬、镍当量计算公式如下所示:

图1 ZG12和F92焊接的Scheaffler焊接组织图Figure 1 The Scheaffler welding microstructure diagram of ZG12 and F92 welding
Creq=wCr+wMo+1.5wSi+0.5wNb
(1)
Nieq=wNi+30wC+0.5wMn
(2)
设ZG12钢为a点,F92钢为b点,并做a—b连线。两种材料同等比例混合后的成分为a—b连线中点f,这就是ZG12和F92的平均成分。由图1所知,E9015-G焊条成分c点与f点十分接近,均为马氏体组织,说明E9015-G焊条满足母材成分及组织要求。
同时,考虑到热处理后焊缝硬度要求,采用高强匹配,采用焊条电弧焊(SMAW)工艺,使用E9015-G焊条焊接ZG12/F92钢,母材及焊条的室温力学性能如表2所示。

表2 母材及焊条的室温力学性能Table 2 Mechanical properties of base metal and electrode at room temperature
3 焊接工艺准备
按照ASME BPVC.Ⅸ-2021《焊接、钎接和粘接评定》标准进行焊接工艺评定试验[11],装配示意图如图2所示。

图2 焊接试板对接坡口示意图Figure 2 Schematic diagram of welding test plate butt groove
采用多层多道焊对异种钢试板进行焊接,焊接工艺参数见表3。焊接完成后,降温至100℃左右保持2~3 h,保证马氏体能完全转变,随后进行730℃±10℃保温32 h的去应力退火热处理,保温结束炉冷至200℃后出炉并空冷至室温。

表3 焊接参数Table 3 Welding parameters
4 试验结果分析
根据ASME BPVC.Ⅸ-2021要求,先对焊接试板进行MT及RT检测,检测合格后,进行取样试验。
4.1 宏观组织
图3所示为焊接接头的宏观形貌,其中焊接接头包括了ZG12母材、ZG12侧HAZ、焊缝、F92侧HAZ、F92母材5个部分。焊缝宽度约为65 mm。放大5倍后从宏观形貌上可以看出,焊接接头的各区域分布无气孔、裂纹等缺陷存在,表明该焊接工艺是可行的。
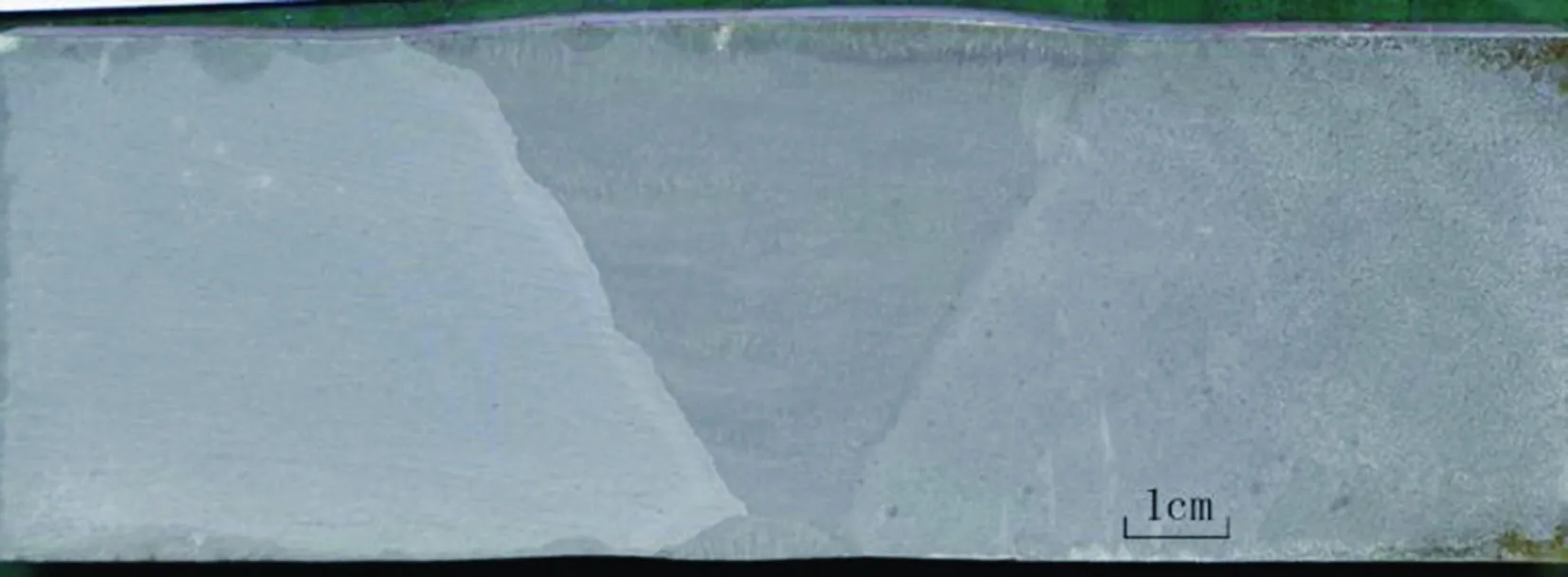
图3 宏观组织Figure 3 Macrostructure
从图3可以看出,打底层、填充层和清根层的焊层厚度以及HAZ的分布情况和晶粒生长情况。HAZ的奥氏体晶粒经过730℃的焊后去应力热处理后会析出部分沉淀相[12],因此HAZ的马氏体组织形貌比母材和焊缝模糊。
4.2 显微组织
图4所示为焊接接头各区分别放大500倍的显微组织。其中图4(a)是ZG12母材的显微组织,组织为板条状回火马氏体,组织大小分布较为均匀,原始奥氏体晶粒较为粗大。图4(e)是F92母材的显微组织,组织也是板条状回火马氏体,组织大小分布较为均匀,原始奥氏体晶粒较为细小。图4(b)、图4(d)分别是ZG12和F92的HAZ显微组织,组织是回火马氏体,但存在由焊缝向母材方向呈现晶粒长大的现象,晶粒大小分布不均匀,反映在冲击试验中会出现数据较大波动的情况,这在下文中冲击试验的HAZ数据中体现了出来。图4(c)是焊缝区的显微组织,组织是回火马氏体,部分晶粒呈90°垂直分布。

(a)ZG12母材 (b)ZG12侧HAZ (c)焊缝区 (d)F92侧HAZ (e)F92母材
4.3 室温拉伸
从表4可以看出,焊接接头的横向拉伸试样都断裂在F92侧母材,说明焊接接头的抗拉强度高于F92钢。

表4 焊接接头拉伸试验结果Table 4 Tensile test results of welded joints
4.4 室温冲击
根据图5焊接接头的室温冲击韧性结果分析,焊接接头经过730℃焊后去应力退火热处理后,接头韧性明显得到改善。其中ZG12和F92母材冲击吸收能量最高、HAZ次之,焊缝最低,F92侧HAZ冲击性能略优于ZG12侧,试验结果都满足标准要求。

图5 冲击韧性测试结果Figure 5 Impact toughness test results
从图3可以看出,由于下一道焊缝对上一道焊缝的影响,焊道与焊道之间也有明显的细晶区和粗晶区,晶粒大小分布不均匀。因此,焊缝冲击韧性试验中数据有较大的波动。
从图4(b)、(d)可以看出,HAZ存在由焊缝向母材方向呈现晶粒长大的现象,晶粒大小分布不均匀。因此,HAZ冲击韧性试验中数据有较大的波动。
4.5 横向侧弯
在焊接试板上取4个侧弯试样进行横向侧弯试验,试验结果如表5所示,焊缝、HAZ、母材均无裂纹,焊接接头延展性能良好,性能优良,满足产品标准要求。
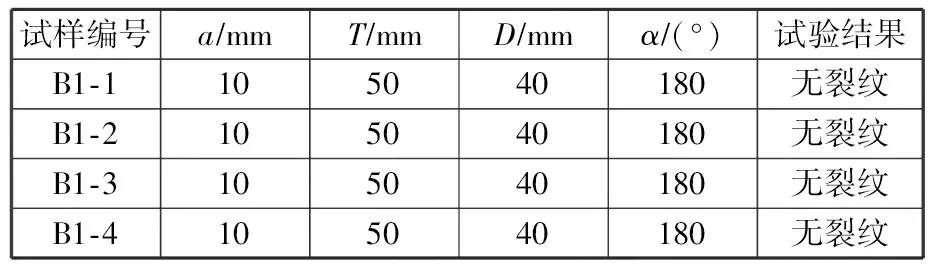
表5 横向侧弯试验结果Table 5 Lateral bending test results
4.6 接头硬度
焊接接头不同区域的硬度如图6所示,ZG12母材硬度值最低,HAZ硬度值最高。由于焊接接头上层焊接时热输入较大,且没有下一层焊道的循环加热来细化晶粒,导致焊缝及HAZ组织晶粒较大。晶粒越细,晶界越多,不同位向的晶粒也越多,因而塑性变形抗力越大,强度越高,因此接头下层硬度高于接头上层。焊缝区及HAZ硬度满足≤350HV10的要求。
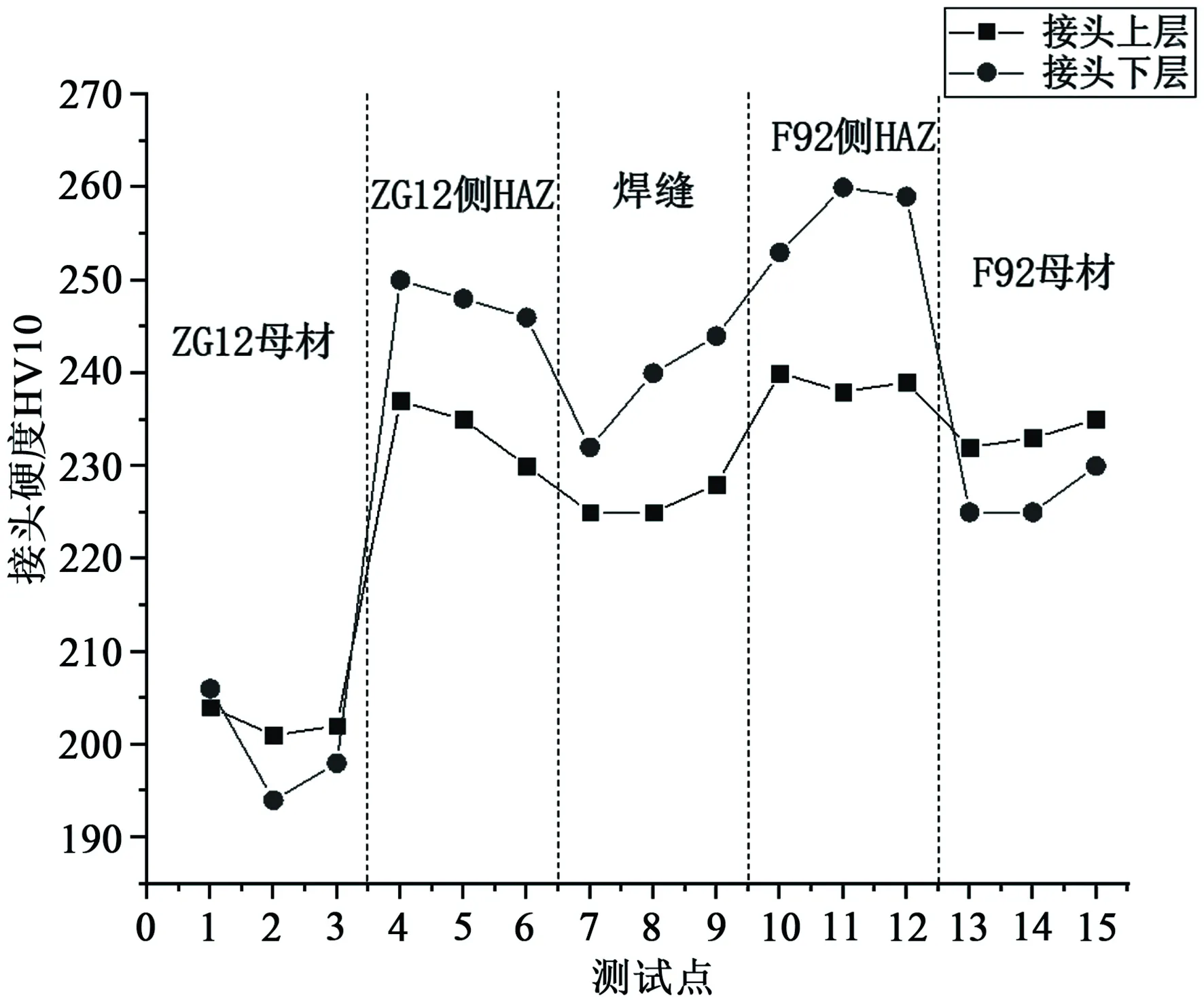
图6 焊接接头硬度测试结果Figure 6 Hardness test results of welded joints
4.7 焊缝化学成分
如表6所示,焊缝中P、S含量较低,使得焊接接头不易发生冷脆现象。Mn、Cr、Mo、Ni、Nb主要合金元素焊接过程存在一定程度的烧损。

表6 化学成分分析(质量分数,%)Table 6 Chemical composition analysis (mass fraction,%)
5 结论
(1)根据本文试验条件,采用E9015-G焊条焊接ZG12铸钢和F92锻钢,可获得性能良好、组织稳定的焊接接头。
(2)在焊缝中,焊道与焊道之间有明显的细晶区和粗晶区,晶粒大小分布不均匀,会造成焊缝冲击韧性数据波动。HAZ存在由焊缝向母材方向呈现晶粒长大的现象,晶粒大小分布不均匀,也会造成HAZ冲击韧性数据波动。
(3)接头的强度高于F92钢,接头两侧HAZ冲击韧性较好,横向侧弯在焊缝区和HAZ均无裂纹产生,焊接接头延展性良好。
(4)母材的硬度值最低,HAZ硬度值最高,接头下层焊缝与HAZ硬度值高于接头上层。
(5)焊缝中P、S含量较低,焊接接头不易发生冷脆现象,Mn、Cr、Mo、Ni、Nb主要合金元素焊接过程存在一定程度的烧损。
