用于制备多色彩流状纹理陶瓷板材的淋浆设备的研究开发*
2023-11-30冼定邦陈章武覃立扩艾冬华
冼定邦 陈章武 马 杰 覃立扩 艾冬华
(新明珠(广东)新材料有限公司 广东 肇庆 526124)
随着人们对物质生活需求的不断提升,审美观念也日益多样化。在装修建筑领域,陶瓷板材的应用范围已不再局限于墙地面的铺贴,逐渐延伸至家具、橱柜、台面板等饰面材料,呈现出多样化的应用需求。其中,那些采用高纯度和高浓度色彩元素创造多彩图案,特别是那些仿佛自然色彩流动般的质感图案的陶瓷板材,正在逐渐受到年轻人的青睐。目前,行业内采用两种方法来制备多彩图案的陶瓷板材:一种是喷墨打印方式;另一种是设备淋施方式。通过喷墨打印方式制得的陶瓷板,受限于喷墨机喷头孔径的大小和色料固含量的限制,因此难以获得高浓度和高纯度的色彩,同时也无法模拟出自然流动的装饰效果。而通过设备淋施方式制得的陶瓷板,在浆料互混过程中的交融性较强,导致色彩过度混合,无法展现出明显的层次差异,也无法实现对色彩呈现的精细控制,使得色彩层次显得平淡。基于上述情况,笔者经过改进设计了一种淋浆设备,以制备出色彩更加鲜艳、纯度更高、饱和度更强的陶瓷板材,同时在不采用喷墨打印技术的情况下赋予其流体纹理的装饰效果,满足了消费者对于装饰陶瓷板材多样化的需求。
1 设备结构设计
当采用现有的淋浆设备制备多色彩的陶瓷板材时,经过多层级的垂落混合而导致的色彩交融过渡、或由于平台跨度大而导致的混合过渡,导致色彩浓度、鲜艳度不足以及变化大,无法实现预期的效果。因此,针对浆料流体以及其快速沉降特性,笔者特意设计出以下淋浆设备(见图1)。
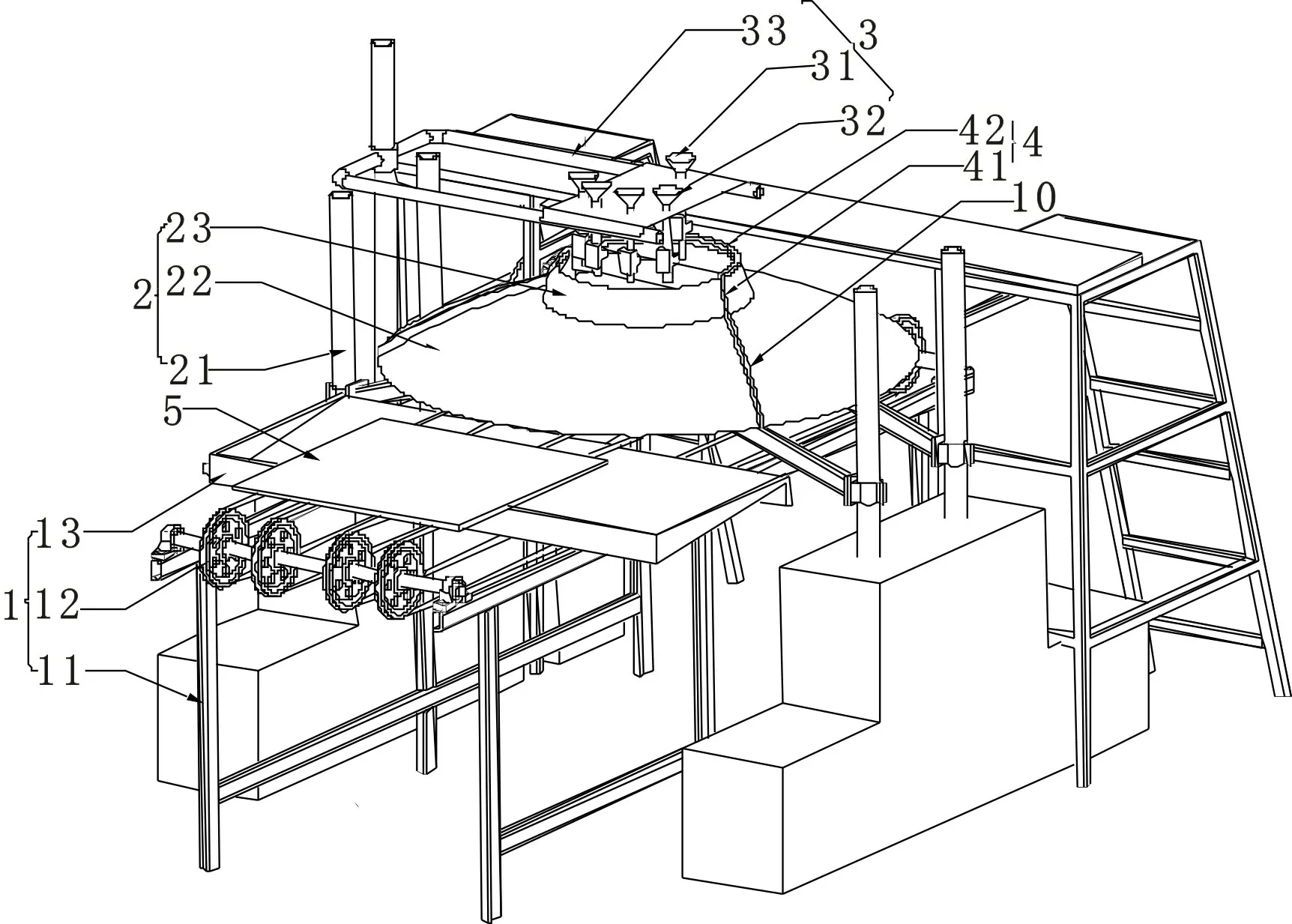
图1 淋浆设备结构示意图
如图2所示,改进的淋浆设备中淋浆装置2包括淋浆钟罩22和接浆器23,其中,接浆器23位于所述淋浆钟罩22的外侧,用于承接所述下浆装置3注入的浆料,淋浆钟罩22用于承接所述接浆器23所溢出的浆料。

图2 淋浆设备进行施淋的局部示意图
下浆装置3位于所述淋浆钟罩22的上方,包括主色浆料下浆组件31和配色浆料下浆组件32,主色浆料下浆组件31将主色浆料注入至所述接浆器23中,配色浆料下浆组件32用于待所述主色浆料从所述接浆器23溢出时在所述主色浆料的表面注入配色浆料,以使所述配色浆料随所述主色浆料一起溢出,其中配色浆料下浆组件32设置第一配色下浆组件321,第二配色下浆组件322,第三配色下浆组件323,第四配色下浆组件324。
坯体输送装置1位于所述淋浆钟罩22的下方用于输送坯体5,淋浆钟罩22将溢出浆料施淋至所述坯体5的表面。
淋浆钟罩22为整体呈向上突起的圆弧面形状,有利于主色浆料和配色浆料平滑的顺流下来,减少浆料的波动,从而使所形成的图案更生动自然。
本设备的主要创新点集中于接浆器23和和下浆装置3,如图3、图4所示。接浆器23内腔内设有分隔板231分隔成两个底部连通的区域,分别为主色注浆区232和溢流区233,主色浆料下浆组件31将主色浆料注入至所述主色注浆区232中,配色浆料下浆组件32将配色浆料注入至主色浆料的表面。接浆器分为不同的区域可以更好地控制主色浆料和配色浆料的注入,从而控制主色浆料和配色浆料的相互交融过程,其中采取主色浆料下浆组件31和配色浆料下浆组件32分别位于所述接浆器23的主色注浆区232和溢流区233的正上方,配色下浆组件32的出浆口的位置靠近所述接浆器23的溢流区233的器壁,配色浆料落入到所述接浆器23中,不会存在长时间的停留,就随着主色浆料溢出。
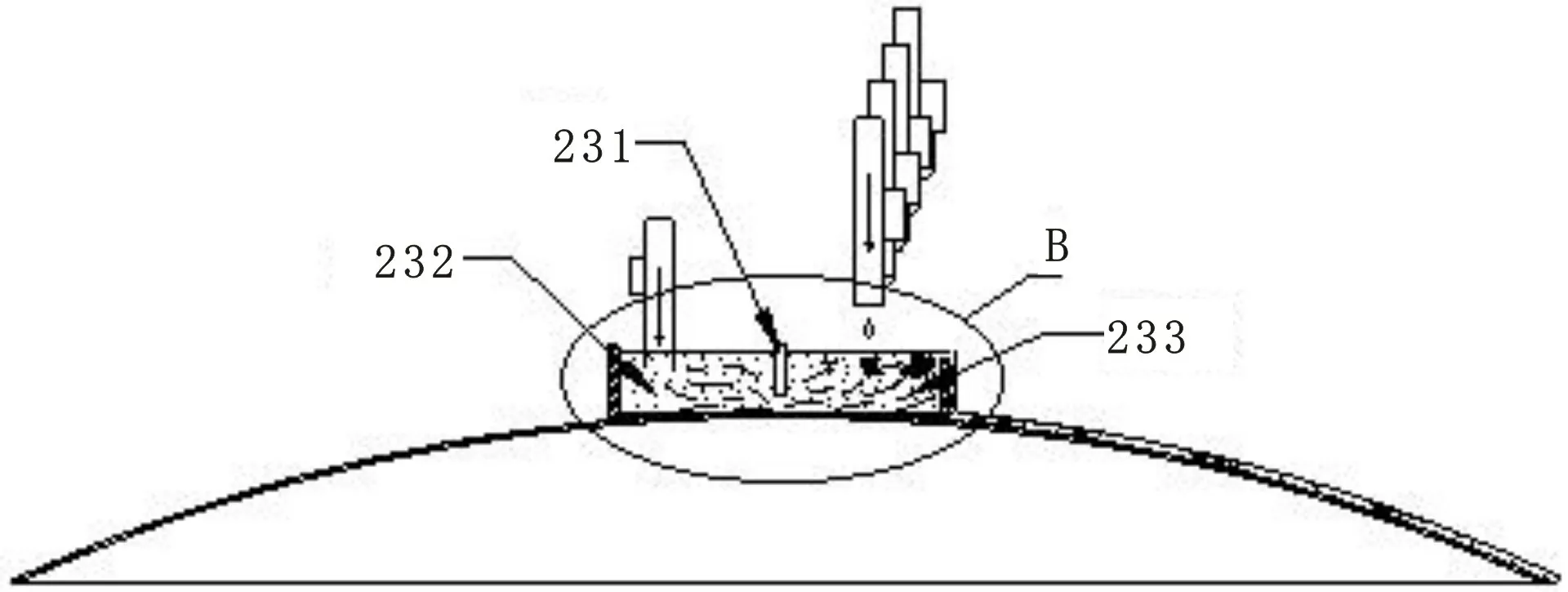
图3 图2中施淋过程的部分设备局部剖面示意图
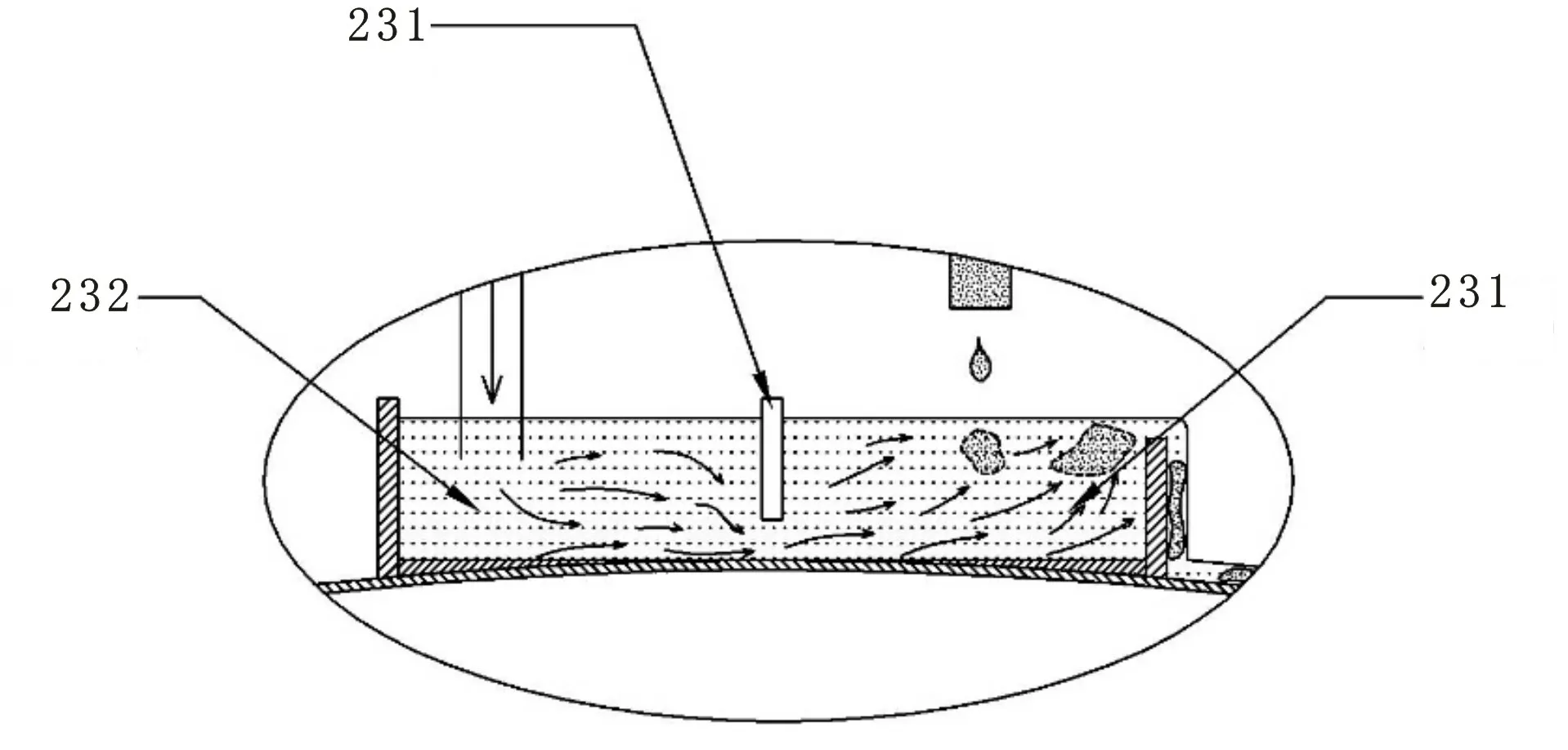
图4 图3中B处放大图
上述接浆器内分设主色注浆区与溢流区,一方面,保证了主色浆料在主色注浆区注入,从而减少了浆料注入时的波动;另一方面,一定深度的中间分隔板保证了主色浆料在注入后通过下方的连通区域在再溢流区呈现一个往上往外溢流的循环动力,使得表面浆料不易下沉,这也正是保证了配色浆料只注落在主体色浆料表面而不下沉相混的原理所在。
另外,中间分隔板专门分隔出溢流区承接配色浆料,专有的溢流区保证了色彩浆料不会在整个接浆器里无序扩散和滞留时间长从而难以外溢的状况发生。
上述配色浆料随着所述主色浆料一起沿着淋浆钟罩的侧表面顺流,当主色浆料的注浆速度和注浆量大于配色浆料的注浆速度和注浆量时,主色浆料带动配色浆料顺流运动,所形成交融过渡区所占的面积会大,更具有似水流动感;另外,配色浆料落入的方式不连续的方式如逐滴注入的方式,当配色浆料采用逐滴的方式进行注浆时,所述主色浆料与所述配色浆料相互交融的程度更大,在坯体层表面形成的交融过渡区更生动自然。
图5展示了各色浆料形成图案的过程,标记6所示的为主色浆料在淋浆钟罩22中顺流的状态,标记7所示的为配色浆料在淋浆钟罩22中顺流的状态,标记8所示的为主色浆料与配色浆料在淋浆钟罩22中顺流过程中互混的状态,标记9所示的为主色浆料与配色浆料淋施到坯体5的表面形成的图案。
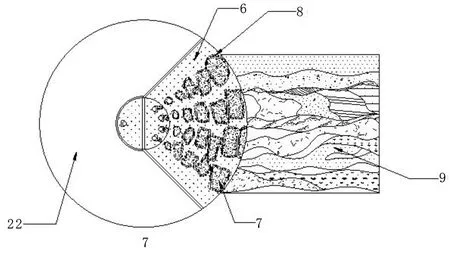
图5 图3中的施淋过程俯视图
2 产品生产过程
结合图2~图4,淋浆设备在施淋浆料过程中,主色浆料先从主色下浆组件31注入到主色注浆区232中,待接浆器23中的主色浆料的液面与接浆器23的端面接触时,开始从配色下浆组件32注入配色浆料到所述接浆器23的溢流区233中,当配色浆料注入所述接浆器23中时,配色浆料立即随着所述主色浆料一起从接浆器23溢出,主色浆料与配色浆料在淋浆钟罩22的表面随着顺流产生了不均匀互混,落下淋浆钟罩22时形成浆幕,并淋施在下方的坯体输送装置1上输送坯体5的表面,并在坯体5表面产生具有流动感的图案9,犹如自然生长过程的相互交融,生动自然,丰富多样,其中在接浆器23中,主色浆料的运动方向如图3和4所示,注入至所述接浆器22中,通过分隔板231底部的连通区域涌入至溢流区233中,在不断上涌的过程中,带动配色浆料涌出所述接浆器23,落至所述淋浆钟罩22的表面并顺流形成浆幕。上述施淋有彩色浆料形成多彩图案的坯体经过烧制、抛光后最终制备得到的瓷质板材纹理丰富,生动自然,色彩鲜艳度、纯度和浓度均较高,图案具有液体流动的装饰效果(见图6),且不同色浆的浆料相互交融在坯体形成的图案过渡自然,使整个图案犹如一体,具有意想不到的美感,非常符合现代年轻人风格多变的要求。另外,在实际生产过程中,所述主色浆料和配色浆料淋落速度、角度、落浆量、坯体层的运动速度均对图案产生影响,故而可根据实际需要控制相关参数以制备风格多样的瓷质板材。

图6 最终生产的流状色彩纹理陶瓷板材的实物扫描图
综上所述,笔者所设计的淋浆设备能使主体色浆料从主色注浆区注入并经过分隔板下方从下往上涌出至溢流区,再外溢到淋浆钟罩表面,上涌的主色浆料最大限度的将配色浆料承托起并一起外溢到淋浆钟罩表面,因而相互之间互混交融度少,从而使得不同浆料原有的色彩能得到最大程度的保留,且鲜艳度、浓度、纯度的层次分明,形成了不同色彩区的之间相互交融细腻柔和而不同色之间又层次分明的图案特征。同时利用了锥弧面结构使得浆料在高点位置向一定区域的四周低点位置扩散流动的过程中产生了交流而又不完全均匀互混的流状图案的形态,犹如自然生长过程的相互交融,更能呈现自然随机的效果。使具备高色彩鲜艳度、纯度和饱和度,具有流动装饰效果的陶瓷板材得以实现。
