复合绝缘子伞裙成型模设计与应用
2023-11-27南无疆陈星睿王志文王礼先
南无疆, 陈星睿, 王志文, 王礼先
(1.太原科技大学 高端重型机械装备研究院, 山西 太原 030024;2.山西省电力公司超高压变电公司, 山西 太原 030021;3.青岛泓捷智能科技有限公司, 山东 青岛 266111)
0 引 言
针对我国提出的“双碳”目标,国家电网发布“碳达峰、碳中和”方案,以特高压引领我国能源互联建设。随着交、直流高压工程的大规模建设,复合绝缘子对电网稳定、可靠地运行有重要意义。与传统的玻璃、瓷绝缘子相比,复合绝缘子具有质量轻、抗震性能和耐污性能优良、不易破碎,能源功耗低,生产周期短,力学性能和质量稳定等特性。复合绝缘子主要由复合绝缘芯体、端部法兰、外层硅橡胶伞裙组成。
随着复合材料在电力电气领域的发展,复合绝缘子的应用也越来越广泛。绝缘子是输电系统中使用量较大的元器件,一旦发生故障,对电力系统的安全稳定造成不利影响,必须对绝缘子的质量进行严格控制,以保证其运行过程中的安全性[1-3]。初期我国高压电线路上运行的复合绝缘子都是从国外进口,随着我国装备技术的发展,相关领域的科研人员对复合绝缘子持续不断的研究,现阶段我国生产的复合绝缘子质量稳定、性能优异。现通过对高压复合绝缘子伞裙注射成型工艺和成型模进行研究,完成了复合绝缘子批量生产,通过试验与实践,成型的制品各项性能均满足要求。
1 复合绝缘子结构及性能要求
1.1 复合绝缘子结构
复合绝缘子由复合材料芯体、外层硅橡胶伞裙和两端法兰组成,结构如图1所示。其中复合材料芯体由玻璃纤维和环氧树脂复合而成,硅橡胶伞裙大部分通过注射成型,两端法兰是铝合金铸造而成,组装后的复合绝缘子需保证两端法兰孔的角向位置关系。
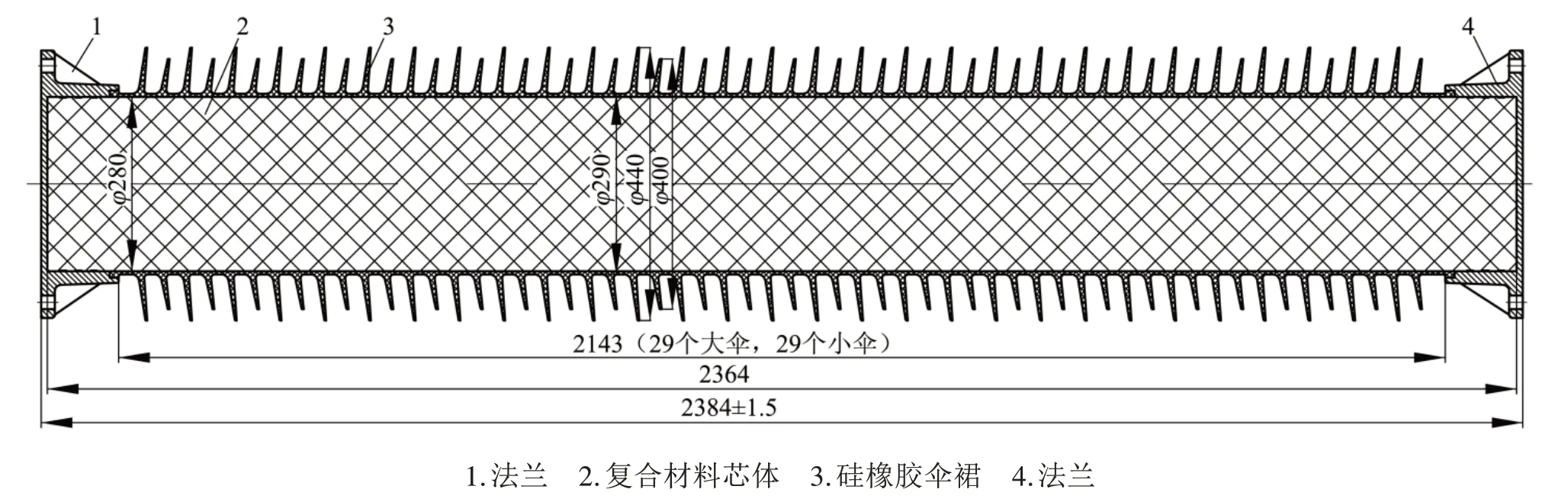
图1 复合绝缘子结构
1.2 复合绝缘子性能要求
随着复合绝缘子的广泛应用,不同电压等级的复合绝缘子性能要求不同,主要体现在雷电冲击耐受电压,操作冲击耐受电压,最小爬电距离和使用环境等要求,由于复合材料芯体成型工艺存在不稳定性,如表1所示列出了对复合材料芯体性能的具体要求。

表1 复合材料芯体的性能要求
2 成型工艺及伞裙模具的设计与制造
2.1 复合绝缘子成型工艺确定
根据复合绝缘子的结构,目前复合材料芯体主要有玻璃纤维缠绕、灌注和拉挤成型工艺成型,而硅橡胶伞裙现有灌胶法、挤包法、注射成型法,两端法兰主要采用成熟的铸造工艺成型。综合生产效率和制品合格率,对复合绝缘子的芯体选取环氧树脂纤维预制体灌注而成,硅橡胶伞裙由注射成型工艺制造。
2.2 硅橡胶伞裙模具结构设计
硅橡胶伞裙作为复合绝缘子的重要组成部分,从早期的单伞模压成型发展到当前的整体注射成型工艺,使得硅橡胶伞裙生产效率提升,伞裙的外观质量也有显著改善。硅橡胶伞裙注射成型生产过程是在注塑设备上完成,首先将硅橡胶装入设备塑化缸中进行加热软化,高温硅橡胶在一定的压力和速度下注入安装在注塑机上的模具型腔内,使其将定位在模具内预先处理好的复合材料芯体包覆,再经过硫化、脱模和修边完成硅橡胶伞裙的制造。
实际生产中,模具结构与制品质量、生产效率、模具的使用寿命等均有关系[4]。 注射模结构为上、下打开式,模具的分型面选择绝缘子回转体轴心线的面上,根据复合绝缘子的尺寸,设计浇注系统和温控系统,模具的上、下模块分为连接模框和成型模块,下模块结构如图2所示。成型模块的分型面设计要有便于将胶料断开的薄凹槽和排气槽,成型模块断料结构及整体模具外形如图3所示。锁模力对橡胶制品的尺寸精度和质量影响较大[5],为防止模具在注射和硫化过程中被型腔内的胶料顶开,在模具设计时需考虑锁模力的大小。
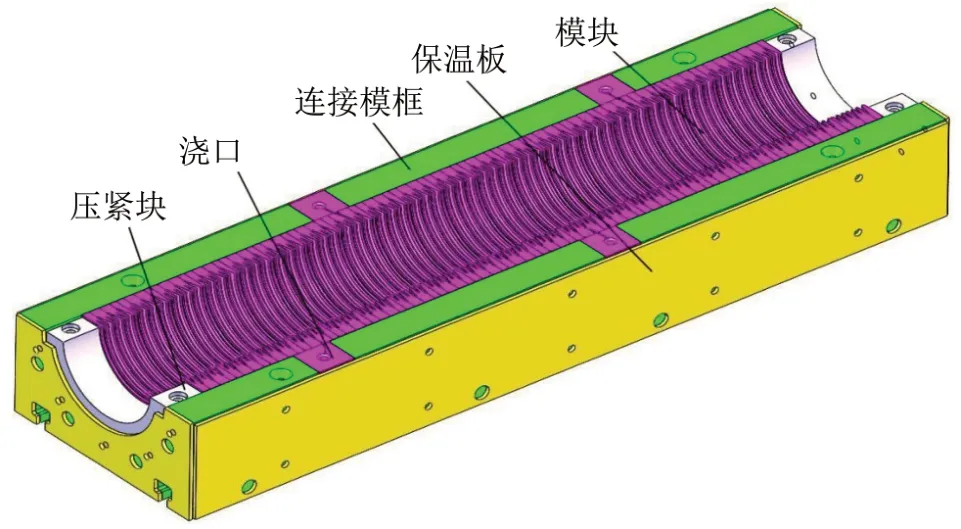
图2 注射模下模块结构
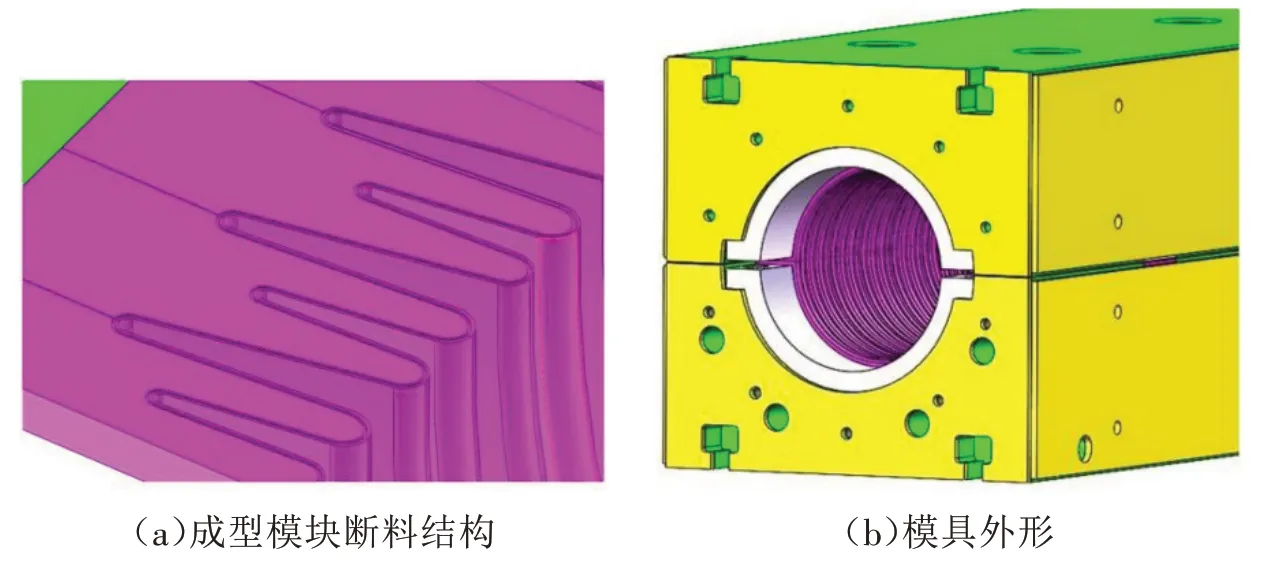
图3 成型模块断料结构及模具外形
锁模力计算公式:
其中,P为锁模力,N;n为安全系数(1.5~1.8);s为制品外层伞裙模型分型面上的有效投影面积,cm2;p为型腔中胶料的平均压力,MPa。
2.3 模具生产制造
伞裙注射成型是在一定的流速和压力条件下将硅胶注入模具内复合材料芯体上,注射过程中需保证复合材料芯体在模具内定位准确且固定牢靠,避免成型后制品出现偏心现象。具体实施是将粘接好两端法兰的复合绝缘子芯体放入注射模内,通过控制合模力来实现两端法兰面与模具压紧块的环向定位和密封,通过绝缘子两端法兰盘与模具端面实现轴向定位。模具需有足够的强度和刚度,确保其在长期注射压力和温度变化下不变形、密封性良好,因此模具材料选取至关重要。模具材料应热稳定性好,不易变形,使用安全、可靠,成型的制品质量稳定,型腔板一般选用P20、718H、738H、S136等模具钢,因其具有优良的抛光性、防锈性、耐磨性[6]。为了保证注射后的制品能顺利脱模,不出现粘模现象,模具零件在加工后需进行多次抛光,模具型腔壁表面粗糙度Ra≤0.8 μm,同时注射过程中为了便于排气,加工制造的上、下模成型模块的表面要略高于模框面0.5~0.8 mm。
根据制品规格的不同,模具设计可以分为1模1腔、1模2腔和1模多腔结构,制品尺寸较大时一般采用1模1腔结构,且在长度较长时需要分段注射成型,根据图1所示的硅橡胶伞裙尺寸设计制造的模具如图4所示。当制品尺寸较小时,可以采用1模2腔结构,设计制造的模具已在线生产,部分模具结构如图5所示。
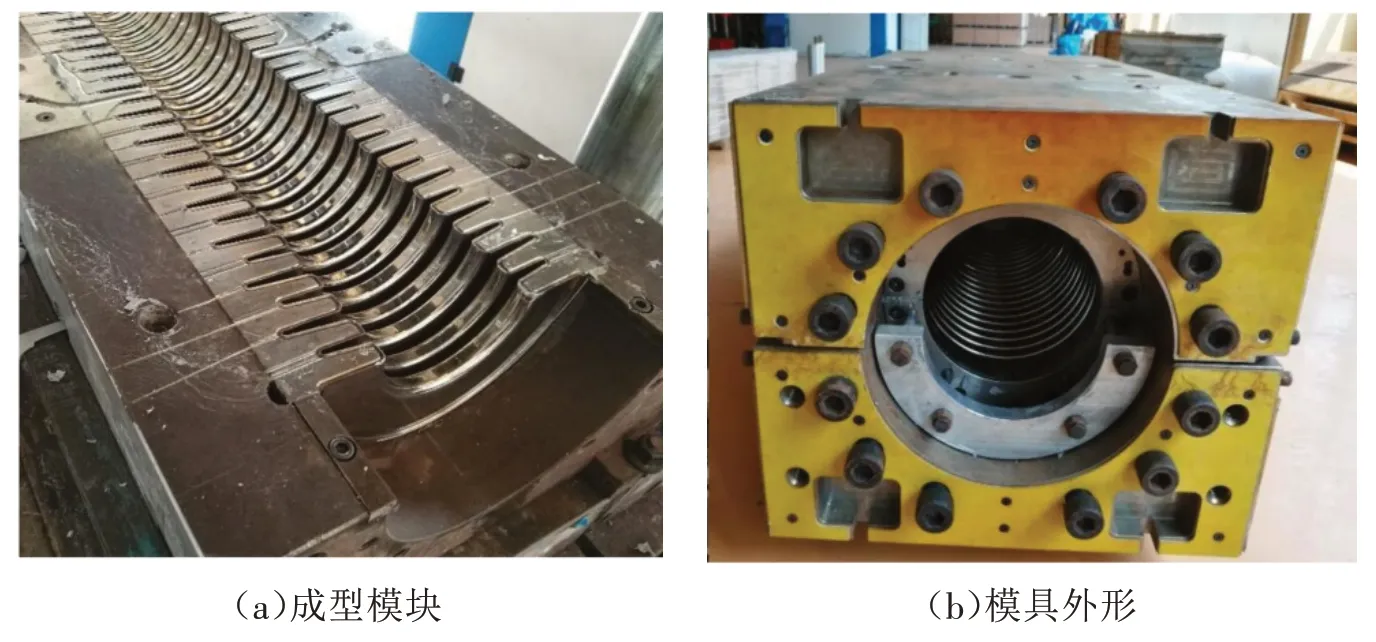
图4 实际成型模块及模具外形

图5 1模2腔模具部分结构
3 模具结构有限元分析
因特高压复合绝缘子注射成型模具尺寸较大,一般在模具的内部安装电加热装置,为了保证模具内部温度的均匀性,设计模具加热棒数量和位置尤为重要。利用 Abaqus有限元分析软件对模具的加热过程进行分析,P20钢的密度为7.8×103kg/m3,热导率为50 W/(m·K),比热为450 J/(kg·K),将材料特性赋予计算模型,由于模具外部有保温措施,模拟过程中散热系数取较小值,加热时间为3 600 s,环境温度为22 ℃,加热温度设定为170 ℃,通过对加热棒数量和位置优化计算,优化后模具温度的分布云图如图6所示。

图6 优化后模具温度分布云图
4 复合绝缘子生产过程及实际制品
复合绝缘子的生产制造主要分3个过程,复合材料芯体的制造、两端金属法兰的铸造和外层硅橡胶伞裙注射成型。复合材料芯体通过玻璃纤维预制体和环氧树脂浸制固化成型后,机加工到规定尺寸,将铸造、加工完的金属法兰粘接到加工好的复合材料芯体两端,粘接时要保证两端金属法兰连接孔的角向位置关系,粘接完成后在需要包覆硅橡胶伞裙组件的表面上涂偶联剂,再将其装入注射模内进行硅橡胶伞裙成型,脱模后清除注射后的复合绝缘子分型面和浇口处多余的硅橡胶,最后对硅橡胶伞裙和两端法兰接口处进行封边处理。生产的复合绝缘子如图7所示,制品表面光滑,无褶皱、气泡、撕裂和缺胶等现象。

图7 复合绝缘子
5 结束语
复合绝缘子硅橡胶伞裙注射模经过批量生产验证,制品的表面质量、精度尺寸和其他性能均满足要求,并且提高了制品的生产效率。将复合绝缘子硅橡胶伞裙注射模设计成模块化、通用化,结构更加合理,能够实现型腔内各模块的快速更换,使维护更加方便、经济。通过有限元分析软件Abaqus优化了加热模具的电热管位置,使整个模具的温度分布更均匀,降低了模具的热应力,提升了注射工艺的稳定性。
