玉米粉挤压液化工艺优化
2023-11-20孟悦刘香英孙洪蕊康立宁曾宪鹏杨志强
孟悦,刘香英,孙洪蕊,康立宁,曾宪鹏,杨志强
(吉林省农业科学院,吉林 长春 130033)
玉米粉液化是将玉米粉中的淀粉经过高温糊化,使淀粉分子在液化酶的作用下断开成短链,产生糊精和糖类,使淀粉黏度下降,更加容易被糖化酶糖化[1-2]。生产淀粉糖的关键技术是液化技术,玉米粉的液化程度对后面工序的操作和成品淀粉糖的质量及收率有重要的影响[3-4]。目前在传统的淀粉糖生产中,最常用的是射流液化技术,该技术在操作时玉米粉乳浓度不能超过25%,一旦超过就容易发生堵塞。如果玉米粉乳浓度较低,液化用水量会增加,浓缩干燥时,蒸汽消耗也会变多,不利于淀粉糖工艺节能降耗,大大提高了生产成本[5-7]。
挤压式液化是指利用固形物含量较高的淀粉或淀粉质做原料,采用挤压的方式进行淀粉液化,是生产淀粉糖的一种新方法,通过挤压技术和酶解技术共同作用来实现淀粉液化[8-10]。与传统射流液化方式相比,挤压液化技术对比射流液化有很多优点。首先,挤压液化可以用较高浓度的淀粉质原料进行液化,挤出的液化液各项指标都可以满足工业化生产要求。其次,挤压液化技术仅使用螺杆挤出机就可完成淀粉的液化,操作非常简便。液化过程可以节约水和电[11-12],因此,可以降低淀粉糖的生产成本。利用挤压式液化生产技术,可以开发出品质更加良好的淀粉糖,以期为淀粉糖生产企业提供参考。
1 材料与方法
1.1 材料与试剂
玉米粉(蛋白质9.2%、淀粉72.2%、水分13.1%、粗脂肪1.7%、灰分0.45%、其它3.35%):吉林北显生态农业集团有限公司;α-淀粉酶(70 000 U/mL)、真菌α-淀粉酶(20 000 U/mL)、α-葡萄糖转苷酶(500 000 U/mL)、β-淀粉酶(700 000 U/mL)、普鲁兰酶(2 000 U/mL):宁夏夏盛实业集团有限公司;亚铁氰化钾、碘、碘化钾、酒石酸钾钠、次甲基蓝、硫酸、硫酸铜、盐酸、氢氧化钠、葡萄糖:国药集团化学试剂有限公司。所用试剂均为分析纯。
1.2 仪器与设备
双螺杆挤压机(SLG30):山东赛百诺机械有限公司;精密pH 计(PHS-3C):上海仪电科学仪器股份有限公司;阿贝折射仪(WYA-2W):上海精密科学仪器有限公司;电子分析天平(BSA223S):德国赛多利斯集团;万能粉碎机(CF-40):无锡新而立机械设备有限公司;高效液相色谱系统(SYS-LC-1260):安捷伦科技有限公司;钠型阳离子柱色谱柱(SP0810):日本shodex公司。
1.3 试验方法
1.3.1 工艺流程
将玉米粉加水调配成玉米粉湿料,然后加入α-淀粉酶,搅拌均匀后进行挤压液化,控制挤压机出口温度,然后把挤出物料加水稀释到固形物50%,保温在90 ℃维持液化90 min,等液化完全后检测还原糖(dextrose equivalent,DE)值[13-14]。玉米粉挤压液化工艺流程见图1。

图1 玉米粉挤压液化工艺流程Fig.1 Extrusion liquefaction process of corn flour
1.3.2 玉米粉挤压液化单因素试验
采用1.3.1 的方法进行玉米粉挤压液化单因素试验,基础液化试验条件为玉米粉水分含量30%、液化酶(α-淀粉酶)添加量40 U/g、挤压温度110 ℃。探究各单因素[玉米粉水分含量(20%、25%、30%、35%、40%)、液化酶添加量(20、30、40、50、60 U/g)、挤压温度(100、110、120、130、140 ℃)]对DE 值的影响。
1.3.3 DE 值测定
DE 值是指糖液中还原糖(以葡萄糖计)占干物质的百分率,参照GB 5009.7—2016《食品安全国家标准食品中还原糖的测定》中的直接滴定法进行测定,固形物含量采用阿贝折射仪法测定[15]。
1.3.4 响应面试验优化设计
依据单因素试验的结果,使用Design Expert 8.0.6软件进行响应面试验设计。以玉米粉的液化DE 值为响应值,以玉米粉水分含量(A)、液化酶添加量(B)、挤压温度(C)3 个因素作为自变量进行响应面试验设计,响应面试验因素与水平见表1。

表1 响应面试验因素与水平Table 1 Factors and levels of response surface test
1.4 数据处理
单因素图使用Microsoft Office Excel 2007 软件绘制,响应面图使用Design Expert 8.0.6 软件绘制,试验数据以平均值±标准差表示[16]。
2 结果与分析
2.1 玉米粉挤压液化单因素试验分析
2.1.1 水分含量对玉米粉液化DE 值的影响
水分含量对玉米粉液化DE 值的影响见图2。

图2 玉米粉水分含量对玉米粉液化DE 值的影响Fig.2 Effect of moisture content of corn flour on the dextrose equivalent of corn flour liquefaction
由图2 可知,随着玉米粉水分含量的增加,DE 值呈现出快速升高的趋势,但是当水分含量达到30%以后液化DE 值开始缓慢下降。说明玉米粉含水量越高,越容易被液化酶水解,但当水分达到一定数值以后DE 值趋于平稳,因此可以判断玉米粉挤压液化水分含量在30%左右较好。既能达到液化效果,有利于下一步糖化,又能节能节水。
2.1.2 液化酶添加量对玉米粉液化DE 值的影响
液化酶添加量对玉米粉液化DE 值的影响见图3。
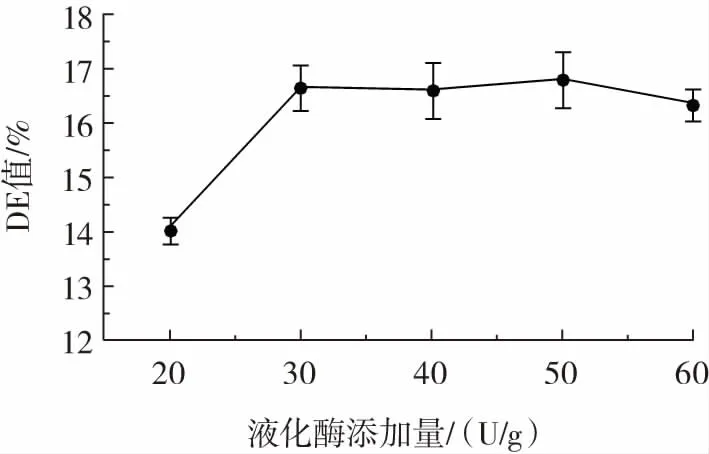
图3 液化酶添加量对玉米粉液化DE 值的影响Fig.3 Effect of liquefaction enzyme addition on the dextrose equivalent of corn flour liquefaction
由图3 可知,当液化酶添加量逐渐增大时,玉米粉液化DE 值先升高,当液化酶添加量达到30 U/g后,液化DE 值趋于平稳不再增长,直到液化酶添加量为60 U/g,玉米粉液化DE 值都变化不明显,因此选择液化酶添加量在30 U/g 左右较适宜,既能完全液化,同时也能节省液化酶。
2.1.3 挤压温度对玉米粉液化DE 值的影响
挤压温度对玉米粉液化DE 值的影响见图4。
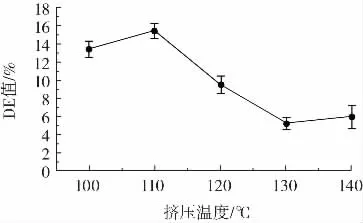
图4 挤压温度对玉米粉液化DE 值的影响Fig.4 Effect of extrusion temperature on the dextrose equivalent of corn flour liquefaction
由图4 可知,随着挤压温度的升高,玉米粉液化DE 值整体呈先升高后急速降低的趋势,挤压温度为110 ℃时,液化DE 值最高,为16.8%。原因是这种液化酶的最适宜挤压温度为100~110 ℃,挤压温度过低,会导致液化不完全,而挤压温度过高,会导致酶制剂变性,降低酶活力,因此判断玉米粉挤压液化温度在110 ℃左右比较理想。
2.2 响应面优化玉米粉挤压液化工艺
响应面优化玉米粉挤压液化工艺试验结果见表2。
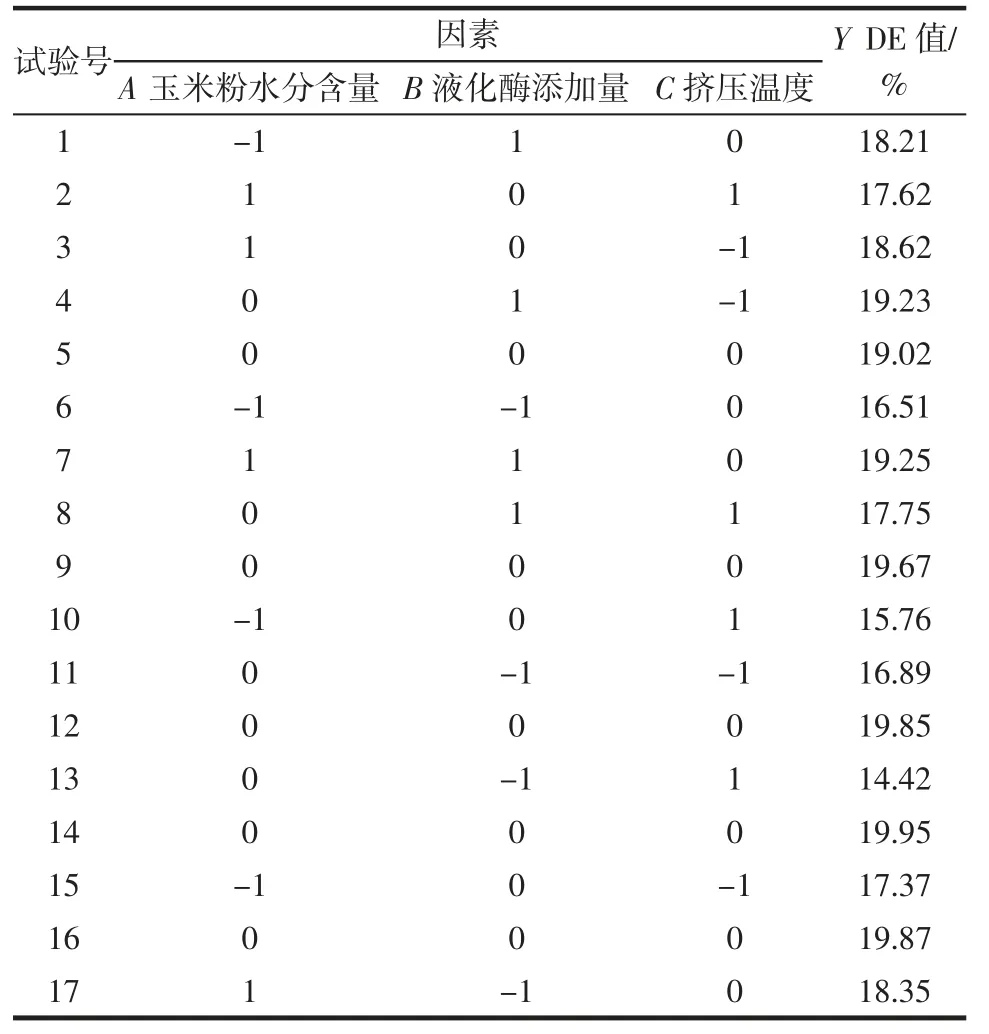
表2 响应面法优化试验设计及结果Table 2 Experimental design and results of response surface methodology
2.3 响应面试验结果分析
首先使用响应面软件对表2 中的DE 值和挤压液化参数进行回归拟合,得到DE 值Y 与玉米粉水分含量A、液化酶添加量B、挤压温度C 3 个因素之间的标准回归方程[17]:Y=19.67+0.75A +1.03B-0.82C-0.20AB+0.15AC+0.25BC-0.66A2-0.93B2-1.67C2。转化为实际方程:Y=-198.332 75+1.520 65A+0.509 72B+3.422 95C-0.004AB+0.003 05AC+0.002 475BC-0.026 440A2-0.009 31B2-0.016 685C2。
使用响应面软件将表2 中的试验结果进行数据处理,获得DE 值回归模型方差分析结果见表3。
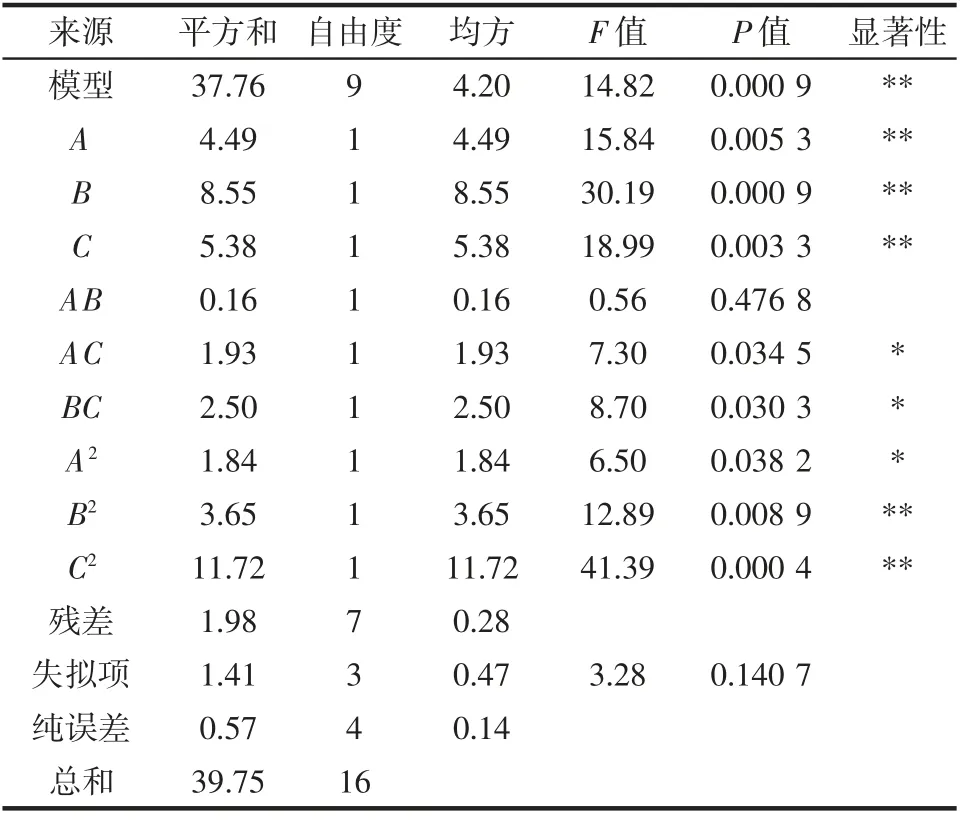
表3 回归模型的方差分析Table 3 Analysis of variance of the regression model
由表3 可知,模型的R2=0.950 1,说明玉米粉挤压液化DE 值的预测值和试验值之间具有很好的拟合度。回归方程显示模型极显著(P<0.01),说明回归模型和实际结果拟合性好,试验方法可靠,具有可操作性;失拟项不显著(P>0.05),说明所得方程与实际结果有较好的拟合,可用于优化玉米粉挤压液化工艺。模型中一次项A、B、C,二次项B2、C2对液化DE 值影响极显著(P<0.01),交互项AC、BC、A2对液化DE 值影响显著(P<0.05),而交互项AB 对DE 值影响不显著(P>0.05)。
2.4 响应面分析
各因素间交互作用的等高线和响应面见图5~图7。
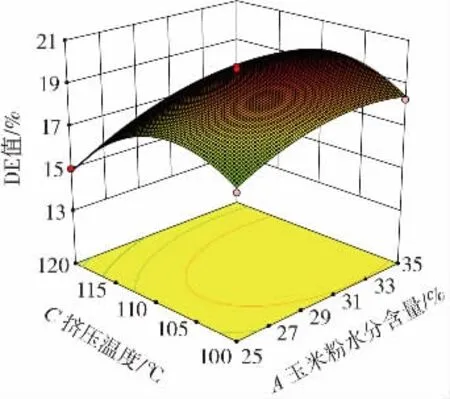
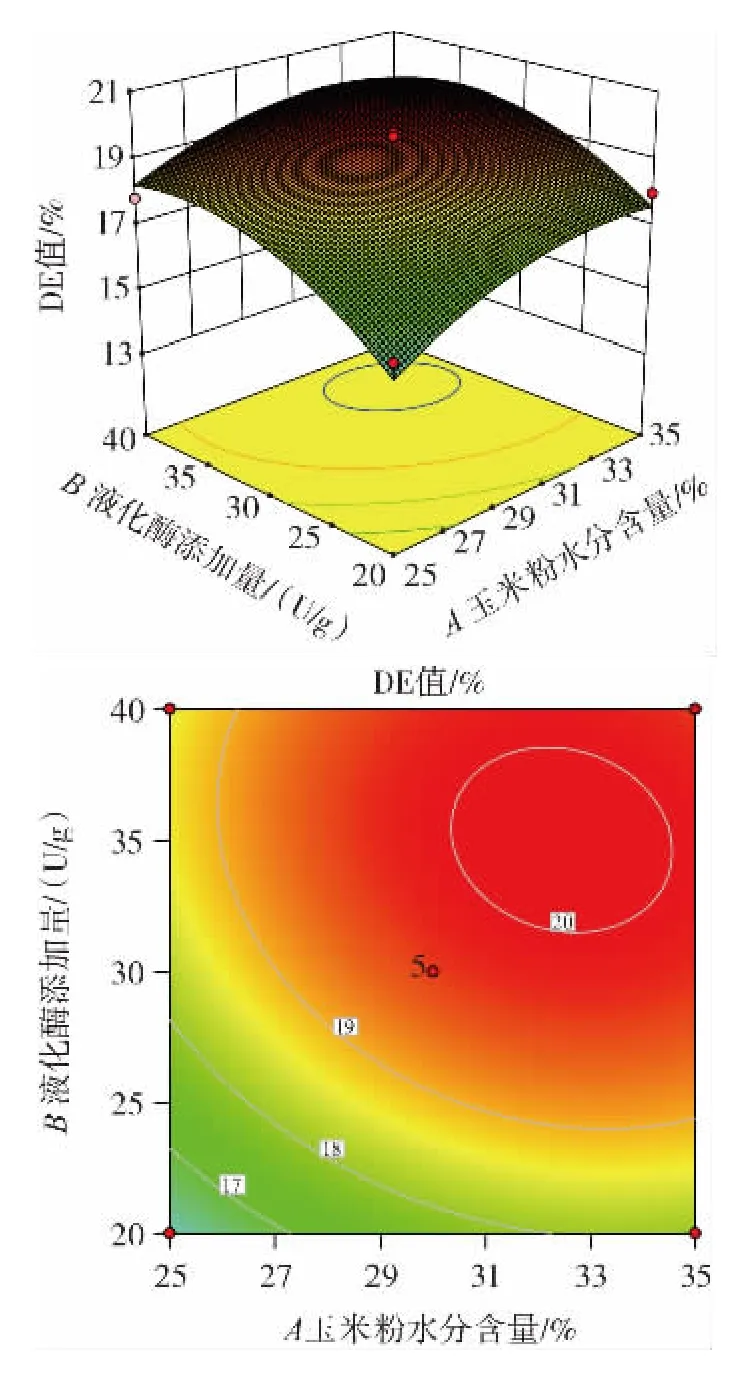
图5 玉米粉水分含量和液化酶添加量对液化DE 值交互影响及响应面和等高线Fig.5 Response surface plots and contour of the effect of interaction between corn flour moisture content and liquefaction enzyme addition on the dextrose equivalent of liquefaction

图7 液化酶添加量和挤压温度对液化DE 值交互影响及响应面和等高线Fig.7 Response surface plots and contour of the effect of interaction between liquefaction enzyme addition and extrusion temperature on the dextrose equivalent of liquefaction
由图5~图7 可知,响应面开口均向下,说明随着因素的增大液化DE 值也在增大,当液化DE 值达到最大值后,响应值又随着各因素增大而逐渐减小,通过对等高线的形状、密度分析,以及对响应曲面倾斜度的分析,可以知道玉米粉水分含量和挤压温度、液化酶添加量和挤压温度的交互性显著影响DE 值的变化,通过因素交互作用的分析,进一步验证了回归模型方差分析结论。
2.5 最优工艺条件确定与模型验证
经软件分析该模型可得,玉米粉挤压液化的最佳工艺条件为水分含量32.36%、液化酶添加量34.80 U/g、挤压温度108.12 ℃,在此条件下,玉米粉液化DE 值理论值可达20.1739%。
基于对条件可操作性的考虑,进一步将最佳工艺条件修正为水分含量32%、液化酶添加量35 U/g、挤压温度108 ℃。经3 次验证性试验,平均液化DE 值为19.95%,与预测值相差1.1%,说明通过响应面优化后的液化条件可靠。
2.6 不同挤压温度对玉米粉组织结构的影响
挤压温度对玉米粉组织结构的影响见图8。
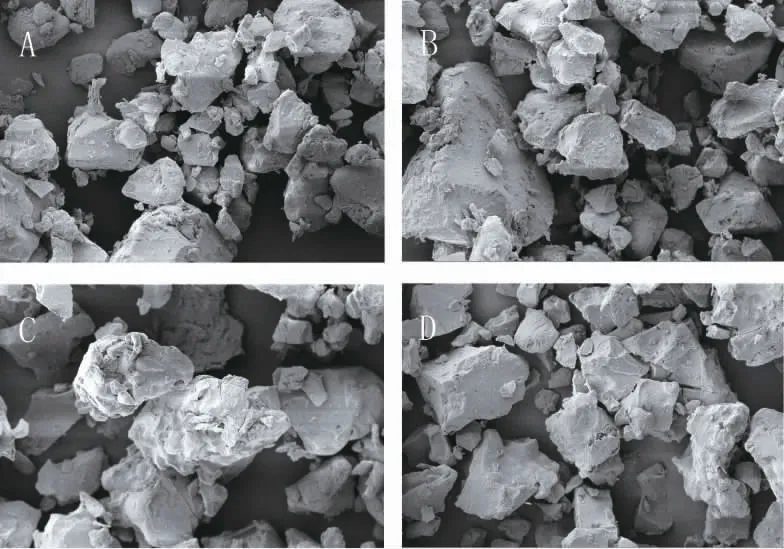
图8 不同挤压温度下玉米粉的电镜扫描图Fig.8 Scanning electron microscope images of corn flour extruded at different temperatures
由图8 可知,在玉米粉含水量和液化酶添加量相同的条件下,挤压温度不同,挤压后的玉米粉组织结构发生了很大的变化。原料玉米粉结构细密,表面平滑完整,而挤压后其结构受到了不同程度的破坏,表面出现凹凸不平的孔洞结构,甚至有碎裂现象,有的颗粒裂解成碎片。由图8A 可知,原料玉米粉颗粒表面比较完整平滑;由图8B 可知,经过100 ℃挤压的玉米粉,在片状结构中能看到一些细小的孔洞,表明已经有些许结构被破坏;由图8C 可知,经过110 ℃挤压后的玉米粉,在其表面呈现一些裂纹,表明玉米粉的结构破坏明显;由图8D 可知,在120 ℃条件下挤压出来的玉米粉,微观组织结构破坏严重,不仅有孔洞,而且碎裂现象明显。从玉米粉挤压后的组织结构看,在低温条件下膨化程度不高,虽然结构破坏不严重,但是酶解后的DE值较高。但温度过高,玉米粉虽然结构破坏严重,但是液化酶却受到温度的限制,因此DE值下降。可见玉米粉组织结构变化随温度升高膨化越来越严重,但由于挤压时有液化酶的作用,而且酶制剂有温度范围限制[18-20],所以DE 值并没有一直升高。
3 结论
以玉米粉为原料,通过对挤压液化技术的优化,确定最佳工艺条件为玉米粉水分含量32%、α-淀粉酶添加量35 U/g、挤压温度108 ℃。试验制备的玉米粉液化液符合糖化质量要求,并通过此液化条件开展后续研究工作,验证了不用淀粉,通过挤压液化玉米粉生产淀粉糖是可行的。为改进淀粉糖生产工艺,提高产品质量,提高企业效益提供了一定的参考。
