基于PLC 的全自动三维织机控制系统设计
2023-11-10郑好,周展
郑 好, 周 展
(武汉定达慧科技有限公司, 湖北 武汉 430000)
0 引言
近几年国内纺织工业增加值逐年增长,纺织纤维加工总量、化纤产量、纺织服装出口量均居全球首位。三维织物材料是近年来备受关注的材料,具有制备方法多样、制备工艺简单等优势[1]。与二维结构材料相比,三维织物材料具有比强度高、比模量高、抗冲击性能优越等优势,是一种被广泛应用于航空航天、汽车、军工等领域的先进材料,具有广阔的发展前景[2]。
由于三维织物的生产投资高,回报较低,目前国内三维织物主要采用手动或者半自动方式进行织造,存在着织造效率低下、织物良品率低、织造流程不稳定等缺点。三维纺织设备领域存在大量空白,且三维纺织设备已经成为制约三维纺织技术在特殊材料领域广泛应用的瓶颈[3]。此外,对于当前国内的三维纺织设备,还存在以下问题:
1)织机的控制系统所采用的硬件过多,接线复杂,容易存在机械故障或元件接触故障,一方面运行可靠性差,另一方面不能保证操作人员的自身安全。
2)织物存在多种工艺结构,普通织机所织造的织物结构有限。研制不同织物结构对应的织机耗时耗力。同时设备长期工作还会存在磨损、浪费电能的问题。
为解决以上问题,设计了一种基于PLC 的全自动三维平板织机控制系统,该控制系统以PLC 为核心,由引纬、打纬、卷取、触摸屏交互系统等各个系统构成。该控制系统具有反应迅速、便于操作、系统稳定、控制精确、多功能织造等优点,对全自动三维织机的控制系统设计具有较强的参考意义。
1 三维织机控制系统简介
该全自动三维平板织机的控制系统由以下部分构成。
1.1 主电路
主电路包括空气开关、接触器、24V DC 电源等各种电器元件组成,它将所有的控制系统连接起来,通过传递信号使整个系统实现全自动运行。
1.2 PLC
PLC(可编程逻辑控制器,Programmable Logic Controller,简称PLC)是一种专为在工业环境应用而设计的数字运算操作的电子系统。它使用可编程存储器以存储指令、运行逻辑、顺序、计时、计数与演算等功能,并通过数字或模拟输入输出模块,控制各种的机械工作程序。
1.3 提综控制系统
提综系统的作用是提起经纱,使经纱层形成开口,便于纬纱与经纱形成织物。该系统由20 个综框、控制综框移动的气缸及磁性开关组成。在织造过程中可通过更改提综顺序改变织物工艺。
1.4 引纬控制系统
引纬系统的作用是引导纬纱位置,将纬纱由织机的一侧引入经纱层。该系统由引纬剑杆、垂针、水针、副垂针、控制剑杆与垂针移动的气缸及磁性开关组成。通过接收磁性开关信号,结合PLC 的控制程序实现引纬控制。
1.5 打纬控制系统
打纬系统的作用是把新引入的纬纱推向织口形成织物。该系统由打纬扣板、打纬气缸及磁性开关组成。通过接收磁性开关信号,结合PLC 的控制程序实现打纬控制。
1.6 卷取控制系统
卷取系统的作用是将在织口处初步形成的织物引离织口,并进行输送。采用步进电机带动夹持装置实现自动卷取功能。
1.7 触摸屏交互系统
触摸屏接入控制程序,采用触摸屏实现参数设定、机器操作。全自动三维织机的控制系统组成见图1。

图1 控制系统
2 三维织机控制系统硬件设计
2.1 PLC 的选取
全自动三维平板织机需要进行需要实时的信号采集,并实时输出相应的信号带动各个系统运动。各个系统外接大量元件,这需要PLC 具有迅速的计算能力[4]。穿纱后需要对织机进行详细调试,这需要PLC 具有维护便捷的特点。本系统选择了西门子S7-200 型PLC 及对应拓展模块。该型号PLC 工作电压为24 V,与本织机的工作环境契合。S7-200 型PLC的用户程序中包括了位逻辑、计数器、定时器、复杂数学运算以及与其他智能模块通讯等指令内容,从而使它能够监视输入状态,改变输出状态以达到控制目的[5]。本控制系统采用PROFIBUS 协议,通过DP 通讯模块EM277 进行通信。
2.2 感应元件的选取
由于全自动三维平板织机采用电信号控制气动的方案,为保证织机系统的稳定性与安全性,需要对气缸进行状态检测。最终确定使用Sqeldt 的CS1-U磁性开关(见表1)。该开关为有触点两线式开关,具有开关寿命长、耐高压、动作范围大等优点。
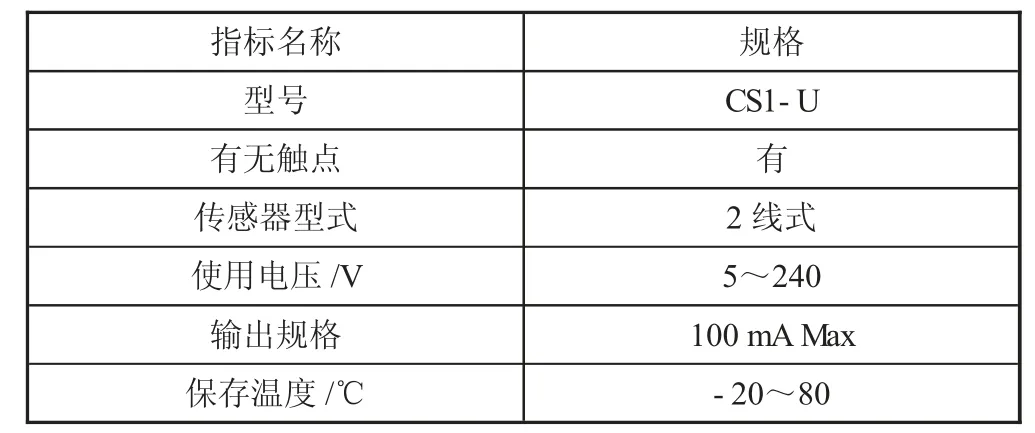
表1 磁性开关参数
2.3 触摸屏的选取
使用触摸屏可降低全自动三维平板织机的操作与调试难度。触摸屏上可显示机器参数、监控机器状态,大大降低了机器的操作难度。本设计使用kinco的MT4500T 触摸屏(见表2)。

表2 触摸屏参数
2.4 主电路的设计
为连接所有电气元件,设计了整个系统的主电路(见图2)。通过主电路可以完成信号的传输与织机的全自动运行。其中,QF 为空气开关,K 为接触器,H 为指示灯,X 为接线端子,V 为24 V 直流电源。

图2 主电路设计
3 三维织机控制系统软件设计
3.1 PLC 硬件I/O 设备地址
全自动三维平板织机的运行需要检测当前机器的状态,现对PLC 上的I/O 口进行定义(见表3)。

表3 PLC 控制的I/O 地址
3.2 程序流程设计
由于全自动三维平板织机选用的是S7-200 系列PLC,故采用STEP7 MICRO WIN 编写PLC 的程序。采用STL 语言,简单易懂,方便调试修改。
一个周期由多次梭数组成。每一梭数的循环内,都将执行一次流程(见图3)。

图3 织造程序流程
一个完整周期分为上半周期与下半周期。此外,在每半周期之间进行一次打纬并卷取。在每一梭数内打纬前,都改变一次综框分布,通过这种方式更改织物的织造工艺。当织造完成时,重新点击控制关、开按钮,复位机器,以此结束一个周期。本设备在系统调试时使用的是浅交弯联织物工艺。
全自动三维平板织机有三种工作模式,分别是全自动模式、单步模式、点动模式。三种模式的切换由操作人机交互界面中的触摸屏与按钮完成。无论在何种模式,都需要打开控制开按钮操作。
全自动模式下,织机按照图3 所示的织造流程循环进行织造。通过每次打纬计算梭数,再通过判断梭数执行上半或下半周期。当一周期结束后,系统自动复位,执行下一个周期。此模式的功能是进行三维织物的全自动织造。当暂停织机的运行时,旋转自动/单步旋钮,此时织机切换为单步模式。
单步模式下,按下点动按钮,织机会按照全自动模式的运动方式一步步运动,运动步骤间的切换由点动按钮完成。此模式的功能是三维织物织造的检测,通过单步运动判断提综、引纬、打纬系统能否在织机穿纱后稳定运行。调试稳定后,即可旋转自动/单步旋钮进入全自动模式。
点动模式由人机交互界面的触摸屏进入。该模式下可以控制每一个可运动的机构进行运动。此模式的功能是调试机器,织机运行一旦出现故障,可以进入该模式进行详细调试,排除故障。此外还可以通过触摸屏给予卷取系统的步进电机可调整脉冲量,使卷取系统工作,可增加纱线张力并实现被动送经。
3.3 人机交互界面设计
人机交互页面由按钮、指示灯、触摸屏三个部分构成。按钮部分由急停按钮、开关旋钮、控制开按钮、控制关按钮、自动/单步模式旋钮、开始/点动按钮构成。指示灯部分由自动/单步指示灯、运行指示灯、停止指示灯构成。
触摸屏部分选用的是kinco 的MT4500T 触摸屏。选用HMI 组态编辑软件HMIWare v2.5 进行交互界面设计。通过该软件可实现PLC 与触摸屏的数据传输。在点动模式下,通过操作触摸屏进行控制调试,编写了部分界面(见图4)。

图4 触摸屏调试界面
点击电机设定参数,进入卷取电机调试页面(见图5)。
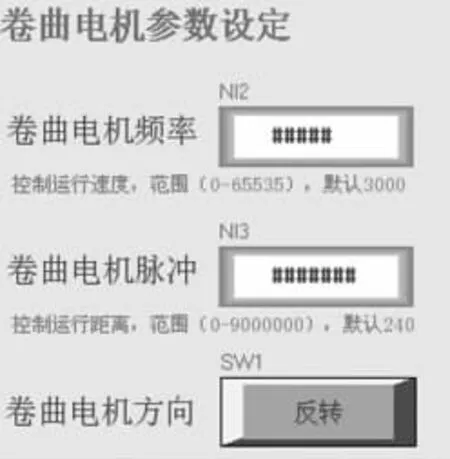
图5 触摸屏卷取电机调试界面
4 系统调试结果
现对已完成的控制系统进行调试。调试所用的织物材料为石英纤维。连接所有控制系统,将程序下载进PLC 与触摸屏中,再将所有磁性开关放置就位。接入电源,打开控制开按钮,在单步模式与点动模式下调试好织机,切换至全自动模式,设定好所有参数,即可开始织造。本系统现可稳定运行,织造织物(见图6)优化后制造速度可达到120 mm/h。
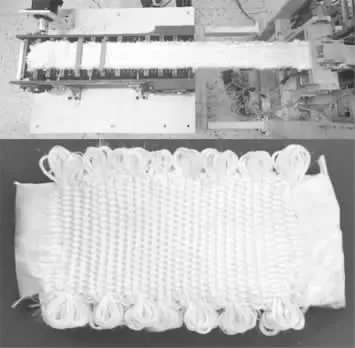
图6 成品织物
5 结语
通过系统调试,已经证明本控制系统的设计能够稳定运行。现已基本实现全自动织机的需求:
1)通过在控制系统使用PLC,解决了电器元件多与接线复杂的问题,大幅简化电路设计,集成度高,提高了运行可靠性与安全性。
2)基于PLC 的控制程序使得更改提综顺序快速高效,通过更改周期内的提综顺序可以织造多种织物结构[6]。同时PLC 的工作电压为24V,具有功耗低、使用环境安全的优点。
基于PLC 的全自动三维平板织机控制系统实现了三维织物的全自动织造,为将来的三维织机控制系统设计提供了参考。
