卧式活套结构分析与跑偏控制技术
2023-11-06钱立林
钱立林
(宝钢工程技术集团有限公司,上海 201900)
0 前言
活套是带钢连续化生产线的关键设备,广泛应用在酸轧机组、连退机组、精整机组以及各种涂镀机组,其作用是储存带钢,保证机组工艺段连续运行。因此,在连续处理机组的入出口均设有活套装置,通过活套充套和放套交替转换,得以保持机组连续稳定高速生产。
冷轧带钢连续生产线中的活套主要分为卧式活套和立式活套。卧式活套带钢呈水平方向运行,立式活套带钢呈垂直方向运行。立式活套由于其垂直布置,要求较高的厂房高度,机械设备造价高,断带后处理难度大。但其辊子用量较少,与带钢接触面比较少,可以有效保护带钢表面。且活套辊与带钢包角大于180°,张力控制精确高,常用于对带钢表面质量要求较高的连续机组,如连续热镀锌、连续电镀锌机组。卧式活套由于其水平布置,不需要高大的厂房,钢结构用量少,但距离长,占地面积大,一般与卧式炉或酸洗槽配合使用。
本文介绍一条实际投产运行的连续退火涂层专用生产线的卧式活套。活套配置于卧式退火炉下方,节省机组长度和空间,设备型式可靠,能承受较大张力,实际运行稳定。详细介绍活套的设备结构形式和控制跑偏技术,具有很好的现实意义。
1 活套设备结构和组成
一般而言,冷轧带钢连续生产线机组都会在入口段、出口段分布设置入口活套和出口活套,有无中间(或检查)活套根据机组工艺需要。本文介绍的活套主要由活套小车、带钢支撑辊小车、固定托辊、钢丝绳、活套传动装置、滑轮组、底部托辊、活套轨道及车挡、牵引链条、钢丝绳支撑托架等设备组成,为6层带钢的支撑辊移动式卷扬驱动卧式活套,其设备结构布置如图1所示。

图1 卧式活套布置图
活套小车为整体车架和五根安装在车架上的活套转向辊所构成,车架上带有四个车轮、四个侧导轮和两个绳轮。车轮表面淬火,提高耐磨性,延长使用寿命;侧导轮为整体滚轮轴承,装配在偏心轴上,可调整与轨道两侧面的安装间隙。两个绳轮沿活套车架对称竖向布置,使活套小车两侧受均衡对称钢丝绳拉力,往复移动时不受侧向力。五根活套转向辊为鼓形定心辊,起到自纠偏的功能。车体框架上设置防倾翻夹头,夹持轨道两侧面,防止运动过程倾翻。
带钢支撑辊小车用于托住活套内带钢,减少因带钢自重悬垂引起的张力损失,并防止因带钢悬垂过大而接触下层带钢,达到预防擦划伤的效果。其由车架和五根托辊所构成,车架上带有四个车轮、四个侧导轮,并设置防倾翻夹头。车轮和侧导轮表面淬火,提高耐磨性,延长使用寿命。支撑辊移动小车之间及与活套小车间采用牵引链条连接。移动小车数量取决于活套长度,一般间隔7 m布置一套。此外,移动小车直接放在轨道上,随充放套动作位置实时变化,其现场施工工作量较小。
固定托辊布置在活套入口,由托架和五根托辊所构成,起着支撑带钢的作用,通过地脚螺栓固定在基础上。同时使用链条与带钢支撑辊移动小车连接,用来定位移动小车。
活套传动装置由卷扬底座、电机、减速箱、联轴器、抱闸、卷筒、压绳机构、钢丝绳导向装置等机构组成,为活套小车运行提供牵引动力,同时建立活套内带钢张力。电机采用变频电机,具备正反转,配合工艺实现活套充放套功能。压绳机构由上压杆和下压辊两部分组成,钢丝绳导向机构用以保证钢丝绳进或出卷筒与绳槽切向,两种机构配合作用保证钢丝绳平稳切向进出绳槽,不会引起跳槽故障。卷筒表面开有螺旋绳槽,用来储存和释放钢丝绳。
底部托辊用于支撑最底层带钢,一般与带钢保持50 mm的间隙,由托辊和支座组成。支座的两端部采用圆弧形,避免有尖角,防止勾住牵引链条,引起设备损坏。
活套轨道用于支撑活套小车和支撑辊移动小车来回往复运动,在轨道两端设有车挡,用于减弱事故状态时活套小车和支撑辊移动小车的撞击力。
钢丝绳支撑托架沿轧制中心线对称布置,用于支撑两侧钢丝绳。因钢丝绳伸出过长,自重下垂过大,尤其充套时钢丝绳波动过大过频,引起活套小车速度波动和张力失稳,支撑托架正是消除这种缺陷,其由固定托轮和摆动托轮组成。充套时,摆动托轮根据活套车位置逐个打开;放套时,摆动托轮根据活套车位置逐个抬起。一般间隔10 m设置一套托架。
2 活套跑偏控制措施
卧式活套内转向辊和纠偏辊均为被动辊,且活套水平跨距长,充放套时张力波动大,不利于活套内张力的均匀分布和稳定,对张力损失的补偿是机组控制难点。带钢跑偏问题是卧式活套避免不了的难题,因此,活套内设置跑偏控制措施突显重要性。
2.1 活套轨道和活套小车精度控制
活套轨道为四根平行于机组运行方向水平布置在钢筋混凝土基础上,采用整根重载钢轨切成45°平缓斜口,两侧轨道切口错开布置,减小活套小车和支撑辊移动小车在轨道交汇处的跳动,增强了设备运行的承载能力。两侧轨道水平、相对标高及平行度要求严格的安装标准,必须加强过程监理和严格验收。活套小车、支撑辊移动小车均落在轨道上往复移动,轨道精度直接决定了小车运行稳定。因此,活套轨道安装精度是设备稳定运行的根基,必须按照表1所示误差范围严格执行。每根轨道两侧间隔2 m焊接防偏移挡块,保证轨道基准准确可靠。
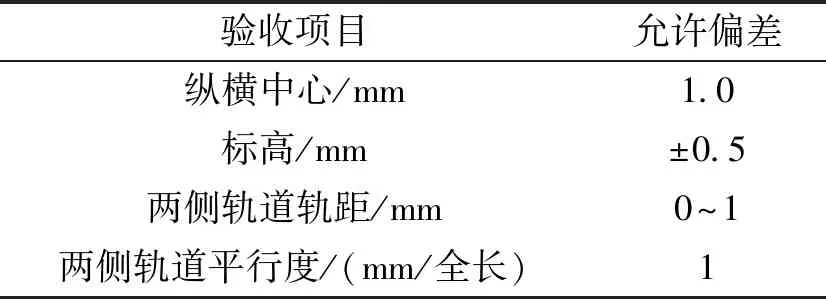
表1 活套轨道验收标准
活套小车是活套重要组成设备,是直接接触带钢,并控制活套套量和运行张力,也是直接影响带钢跑偏的关键要素。因此,活套小车精度控制至关重要。活套小车车架设计成整体焊接框架结构,框架安装面考虑了具有严格的平行度和垂直度的形位公差要求。其次,制造厂模仿现场工况拼装一段轨道,活套车放入轨道上精准调整所要求的形位公差,确保公差达到设计需要和规范标准。后续在工程现场真实的轨道上,完成小车找平找高找正工序,保证活套车与机组轧制中心线和轨道对中精度。
2.2 活套辊采用鼓形定心辊
带钢运行过程与活套中各种辊子接触,在摩擦力作用下辊子被动地跟随转动。在摩擦阻力界限内,带钢张力沿接触辊面宽度截面上均匀分布,带钢垂直辊子中心轴运行,无侧向分力及位移,未产生跑偏现象。但是实际生产中,由于带钢张力波动、辊面磨损、辊面粗糙度下降、来料状态等动态因素的干扰影响,带钢受力发生了实时变化,摩擦力不足以克服横向扰动力时,带钢就会偏离原来的运动中心线而发生了跑偏,直到横向扰动力小于摩擦力后停止跑偏。这在连续生产中一直实时存在,超过跑偏预警值时就要降低工艺段速度和减少套量运行。基于此,纠偏辊和活套辊采用鼓形定心辊,如图2所示。带钢两侧受到由边缘指向中心的摩擦阻力,使得带钢自动向辊面中心运行,起到定心作用。定心辊为大圆弧的鼓形面,辊面加工成微小的高差,通常0.2~0.5 mm。同时纠偏辊和活套辊辊面长度要满足最宽板带运行要求,一般单侧要预留200 mm左右跑偏量,本次活套辊面保有250 mm的余量。
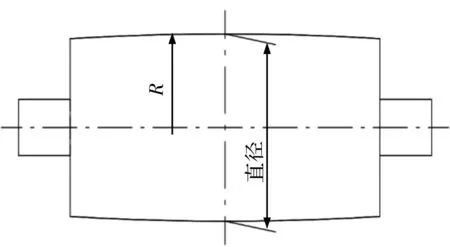
图2 鼓形定心辊
2.3 控制辊间相对精度
两辊纠偏辊装配和安装精度是保证纠偏功能的前提。八字形的装配误差不仅没有纠偏效果,反而产生带钢横向扰动的侧向分力,引起横向位移。活套小车上五根转向辊的装配和安装精度同样是带钢通板运行的关键。由于带钢运行过程中总是力图保持和进入与辊子轴线中心线成直角,如活套辊子间轴线中心线不平行,带钢运行就会产生跑偏,往往是侧向滑移和螺旋偏移纠缠综合的结果。因此,制造过程和安装过程按照设计要求和规范标准允许偏差严格控制,其控制技术要点如表2所示。

表2 辊类精度控制标准
2.4 活套托辊轴端压板设置成可调节
卧式活套有众多接触带钢表面的托辊,依靠与带钢接触产生摩擦力被动跟随转动。从受力角度,将托辊设计成可调整轴向中心线,应用带钢在运行方向跟随先接触托辊受力侧而偏移的原理来纠偏,使托辊具有一定的在线调节和修正带钢的能力。这种调节功能同样适用于活套小车的转向辊。但是,托辊轴线调整量不宜过大,否则活套反方向运行,则会增大带钢的跑偏。如图3所示,托辊轴端压板设计成腰孔,可根据带钢实际运行需要前后调整。当带钢向驱动侧跑偏时,则将操作侧压板向带钢运行的反方向调整。

图3 活套托辊可调细节图
2.5 消除活套小车和支撑辊小车偏载
活套小车车架上的两个绳轮沿中心对称竖向布置,使得钢丝绳均垂直方向进出活套小车绳轮,活套小车两侧受钢丝绳拉力均衡对称。活套小车在充套和放套过程中任何时间和位置,与钢丝绳均不存在夹角,不产生侧向力和偏载,消除了传统活套小车的偏载引起的带钢偏移。因此,配合侧导轮约束,活套小车精确沿轨道往复直线运动,不会引起横向扭曲跑偏。同时,活套小车车架采用刚度牢靠的整体焊接框架结构,机组寿命内没有变形,保证了车内转向辊水平度和垂直度的精度要求。
带钢支撑辊小车之间链接的牵引链条,设计成中间带花篮螺栓型式,调节量为100 mm,可调节支撑辊移动小车两侧长度,使移动小车两侧受力均衡,避免两辆移动小车驱动侧和操作侧长度不一致产生偏载,保证了活套车受力平衡。
2.6 入口活套分阶段充套控制模式
入口活套存储带钢,用于入口甩尾、焊接、剪切月牙等功能时工艺段连续运行。因此,入口活套正常模式下是长时间大套量运行,套量一般设置在95%。大套量运行受到设备、工艺、来料综合因素纠缠作用,均存在不同程度的局部跑偏,增加了断带风险,加快了设备磨损。基于此,对套量的控制也是控制跑偏的重要手段。对于入口活套而言,后一卷带头与前一卷带尾完成焊接运行后,及时升速向活套内充套,套量达到70%时与工艺段保持同步运行。待后一卷钢卷长度释放大半后,再向入口活套充套,直到套量达到95%时停止充套。这种控制模式是一卷钢卷的带尾一段长度处于95%套量运行,一大半长度处于70%的套量运行。这就是两阶段充套,避免了大套量长时间运行越跑越偏,也缩短了满套运行时间。也可以根据机组实际使用更多阶段充套控制模式。
2.7 活套张力精确控制
活套电机提供的力矩平分到活套内的六层带钢上,使带钢拉紧形成了活套内的张力,其大小通过活套电机的中枢电流调节实现。若活套内带钢张力过小会引起带钢下垂,还易造成带钢跑偏,对活套内带钢运行极度危险。因此,对活套工艺张力进行精确控制,是保证生产顺利进行的重要措施。一般活套电机自带编码器,实现对活套小车位置精确定位,但带钢实际张力值与计算张力值精确差值不可知。本次活套在第二层和第三层的单根纠偏辊处增加一套张力检测元件,就是为了消除上述缺点而设置,满足了活套电机力矩的精确输出,实现了活套张力恒定控制,也预防了活套带钢跑偏。提高带钢张力,带钢对辊子表面正压力增大,势必使辊子与带钢间摩擦力同时增大。诱发带钢偏移的横向扰动力需要超过此时的摩擦力,才会引起活套内带钢跑偏。因此,恒定的张力控制和提高张力是控制活套跑偏的两种有效手段。
3 结束语
卧式活套已在各种连续生产线广泛使用,但存在带钢跑偏带来速度和活套套量上的瓶颈。因此,合理的活套结构型式和优秀的活套功能精度直接影响带钢在活套内的跑偏状态,对产线速度的发挥和稳定起着至关重要的作用。此次卧式活套为支撑辊移动式卷扬驱动型卧式活套,设备结构简单可靠,运行稳定,故障率低,实际使用取得了满意的效果,也为后续的卧式活套设计提供的参考和方向。