不同构建角度对3D打印牙预备体代型表面特征的影响
2023-11-06许顺吉周嘉陵颜杉谭发兵
许顺吉 周嘉陵 颜杉 谭发兵
制作牙科固定修复体之前,准确的工作模型至关重要[1]。传统方法是使用弹性印模材料获得口内印模再灌制石膏模型。口内取模的过程加之后续灌制石膏、脱模等操作,使得临床获取工作模型的周期较长。牙科石膏的固化膨胀和较差的耐磨性使得其用于制作精密修复体存在一些困难[2-3]。随着牙科技术的发展,基于口扫数据的增材制造(additive manufacturing,AM,3D打印)技术为解决上述问题提供了契机。通过扫描仪获取口内模型或印模数据再打印成模型实物减少了医患的椅旁时间,还有利于医技线上沟通与修复体质量追溯。同传统石膏模型一样,3D打印模型(特别是工作模型)的质量(如表面光滑性和准确度)也会影响修复体制作的精密度以及临床戴入的适合性[4]。3D打印过程中分层光固化技术以及液态树脂材料本身的物理化学性质,3D打印牙科模型在跨越技工室和临床的多个时间段后的形态尺寸也可能会发生变化[5]。
构建角度或位置是3D打印技术中的重要变量,特别是构建角度是3D打印过程初始步骤中的重要参数。正确设置这个参数对于获得高质量(如表面特征、准确度以及机械性能)的3D打印产品非常重要[6-8]。与工作模型相比,同步打印的牙预备体代型体积更小、耗材更少、排版设计也更灵活,但因部位更重要,表面粗糙度、准确度以及尺寸稳定性要求也更高。目前有关不同构建角度对3D打印牙预备体代型这一关键部位表面粗糙度、准确度(包括正确度和精密度)以及不同时间段尺寸稳定性的详细研究信息较少。因此,本研究拟通过构建标准牙预备体代型参考数据,分析评价0°、45°以及90° 3种构建角度牙预备体代型的表面粗糙度、准确度(正确度和精密度)及尺寸稳定性情况,为优化其临床应用提供参考数据。本研究假设不同构建角度对牙预备体代型的表面粗糙度、准确度及尺寸稳定性的影响均无差异。
1 材料与方法
1.1 材料和设备
右下颌第一恒磨牙环氧树脂模型(1 倍尺寸,重庆晶美义齿制作有限公司);Objet 3D打印机(Eden260VS Dental Advantage)、牙科模型树脂材料(MED670 VeroDent)、支撑材料(Support SUP705B)、高压水枪清洁设备(Objet WaterJet No.2017-040685)(Stratasys公司,以色列);模型扫描仪(E4,3shape公司,丹麦);形态轮廓显微系统(VK-X150 K,Keyence 公司,日本);三维分析软件(Wrap 2015,Geomagic 公司,美国)。
1.2 方法
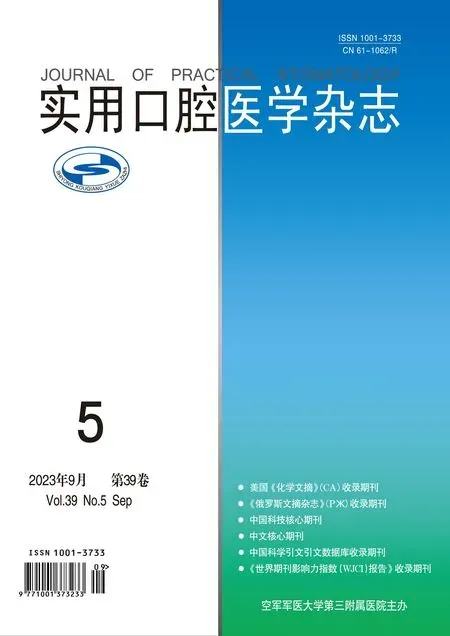
1.2.1 获取牙预备体参考数据 在技工室将右下颌第一恒磨牙环氧树脂模型制备成标准牙预备体代型(代型下设置底座以保证后续统一扫描位置和配准范围)(图1)。规格尺寸如下:预备体边缘为连续的1.0 mm宽的深凹形肩台,聚合度6°,自功能尖以下预备1.5~2 mm,窝沟处预备约1.5 mm,轴面预备1.2~1.5 mm(图2)。形态轮廓显微系统测量代型表面粗糙度后(Sa=1.40±0.23) μm,Sa表示相对于表面的平均面,各点高度差的绝对值平均值),采用模型扫描仪[根据厂家信息,蓝色LED光源,2 个500 万像素摄像头,扫描正确度6.9 μm(ISO)]将其扫描得到清晰、完整的数据(参考数据)并保存三角形语言(standard triangle language,STL)格式。
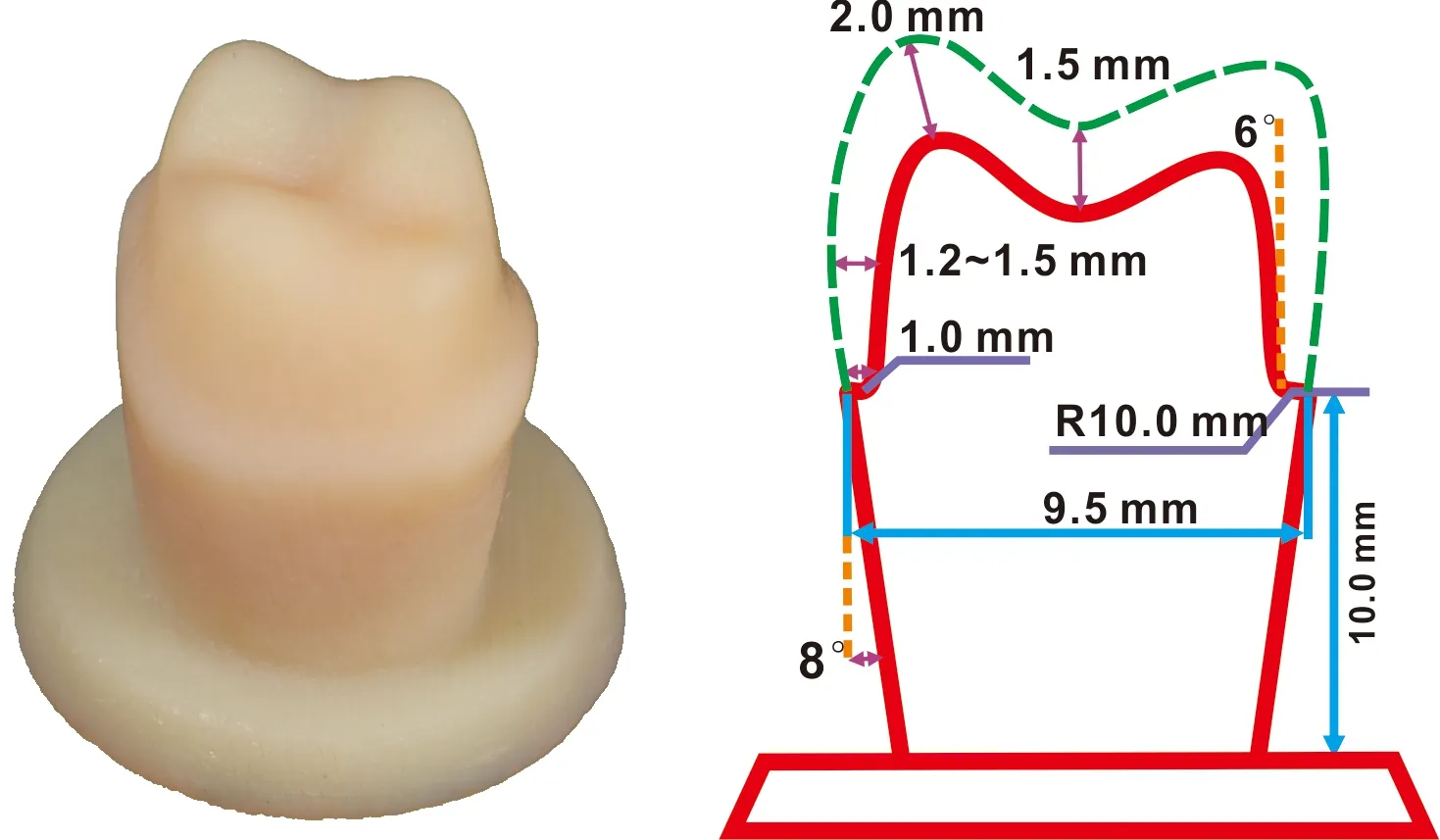
图1 树脂牙预备体代型 图2牙预备体代型规格尺寸示意图Fig 1 Resin tooth prepa-ration die Fig 2 Schematic diagram of size and specifications of the tooth preparation die
1.2.2 3D打印牙预备体代型的制作 将牙预备体代型参考数据导入Objet Studio排版软件中。保持代型底座与构造板平面平行(定义为90°角构建组),然后分别顺时针旋转45°和90°(牙预备体颊面面向构造板平面,舌面背离构造板平面,近远中面垂直于构造面)得到45°和0°构建组。每组20 个,3 组共计60 个数据均居于构造板的中心位置,不同角度相间排成6 行,每行10 个样本(图3)。网格模式下3 组牙预备体代型(去除底座后)“悬垂区域”的投影面积见图4。投影网格中每格面积1 mm2, 90°组、45°组、0°组在构造板上的投影面积(图4中红色区域)分别约为31 mm2、68 mm2、107 mm2。然后按照 Objet 3D打印机操作指南,清理打印头和滚筒表面,检查紫外线灯,设置软件切片厚度为16 μm,同时在构造版与代型最底部(16 μm×31 层=0.496 mm)和顶部(16 μm×100 层=1.6 mm)分别设置支撑保护(软件切片时本身并不显示支撑结构)。最后选用配套牙科模型树脂材料在高质量模式下打印得到代型实物。随后将3 组代型样本从构造板上剥离并去除大量支撑材料。根据厂家用户指南推荐的后处理方法,采用配套的高压水枪清洁设备冲洗代型直到无过多支撑材料残留,再使用1%的苛性钠(氢氧化钠)溶液浸泡模型30 min,然后使用高压水枪对代型表面进行彻底冲洗。最后得到0°、45°以及90° 3组牙预备体代型实物(图5),保存在室温避光环境下备用。
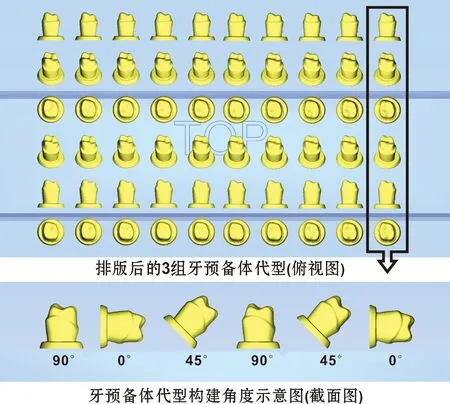
图3 构造板上牙预备体代型排列示意图Fig 3 Schematic diagram of the arrangement of the tooth preparation dies on the construction plate

图4 3 组牙预备体代型“悬垂区域”投影示意图Fig 4 Projection of the overhang area of the 3 groups of tooth preparation dies
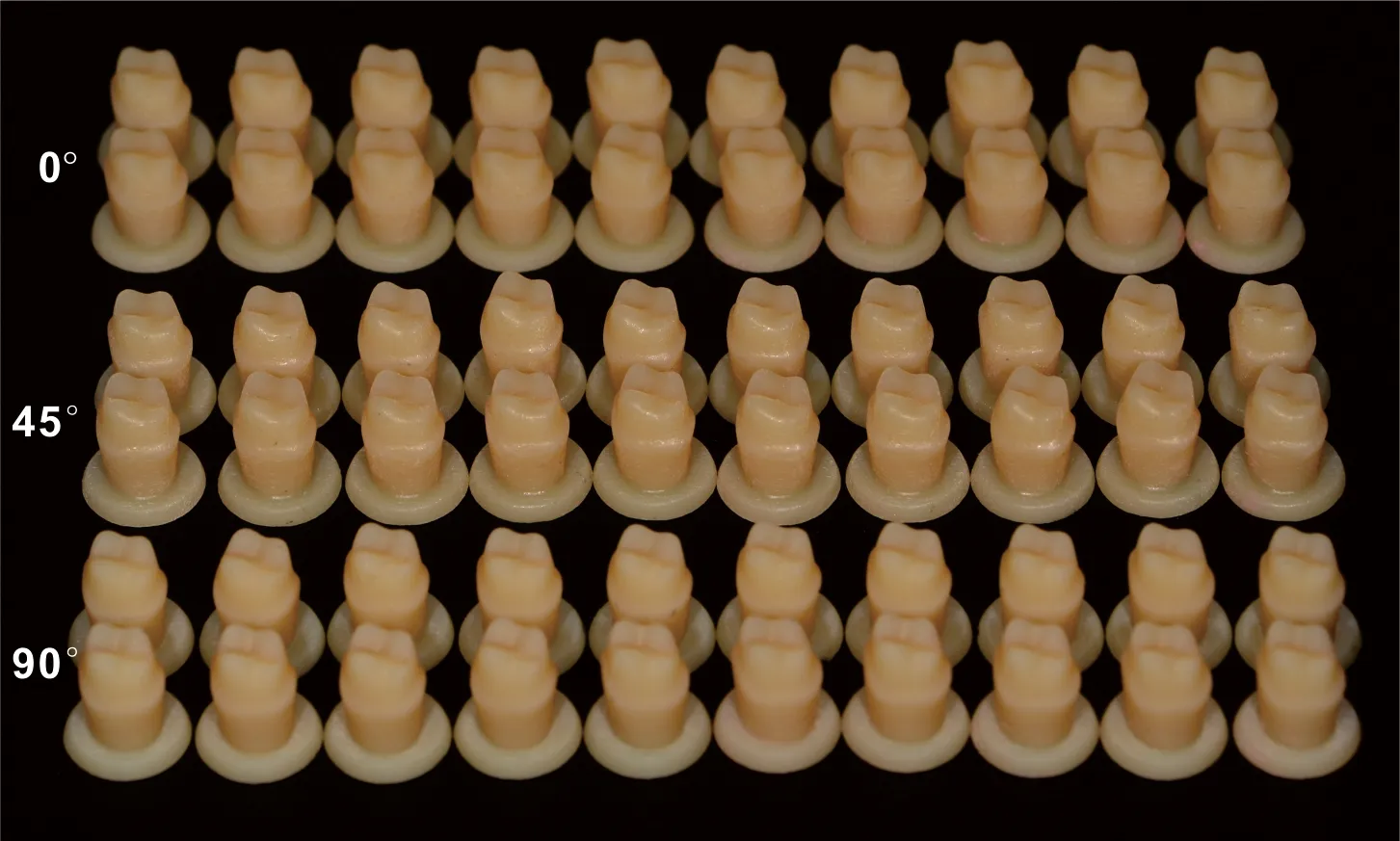
图5 完成后处理的3组牙预备体代型实物Fig 5 The actual tooth preparation dies after post-processing of the 3 groups
1.2.3 牙预备体代型表面粗糙度分析 每组随机选取5 个代型样本采用形态轮廓显微系统分析牙预备体的三维形貌和粗糙度。先随机选择代型4 个轴面(包含牙预备体和立柱部分,不含底座部分)和面中4 个面积大小约500 μm×700 μm典型区域(牙预备体或立柱部分各包括2 个区域)进行图像扫描,然后将采集的原始三维图像通过基准面矫正(表面起伏消除)、自动消除噪点和滤镜处理得到放大400 倍的表面三维形貌图像,最后分析图像的粗糙度Sa(Sa表示相对于表面的平均面,各点高度差的绝对值平均值)值。
1.2.4 获取牙预备体代型扫描测试数据 采用E4模型扫描仪将3 组剩余的牙预备体代型(每组15 个)扫描得到测试数据并保存为STL格式。为确保每个测试数据的扫描条件一致,扫描前先对扫描仪进行校准,然后用橡皮泥将牙预备体固定在扫描盘十字交叉点上,每组预备体体放置方向保持相同且底座与扫描盘保持紧贴。参考以往研究[9-10]选择的观察时间段,本研究获取了牙预备体代型打印当天(第0天)及第1、3、7、14、28天共计6 个时间点的测试数据,所有测试数据截除底座部分后用于后续软件最佳拟合配准。
1.2.5 牙预备体代型的准确度及尺寸稳定性分析 将3 组截除底座的牙预备体代型测试数据导入三维分析软件中与截除底座的参考数据进行最佳拟合配准(图6)。配准结果以颜色偏差图和均方根误差(root mean square error,RMSE)表示。颜色偏差图设置25 个颜色带,最大临界值:1.0 mm;最大名义值:0.05 mm;最小名义值:-0.05 mm;最小临界值:-1.0 mm,绿色区域代表可接受的偏差,位置在参考模型的±0.05 mm(50 μm)以内[1]。RMSE的计算公式为:
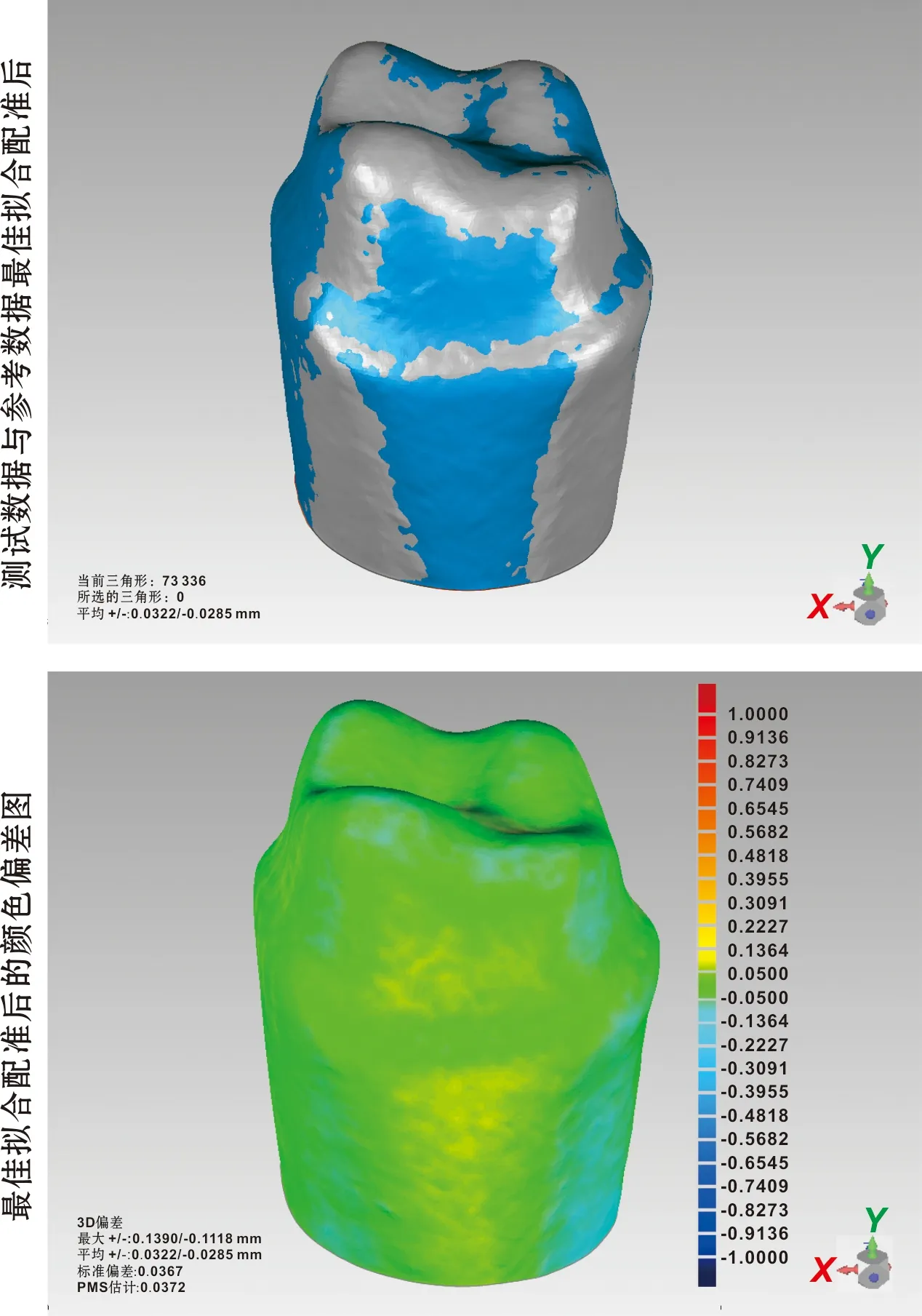
图6 3D软件中测试数据与参考数据最佳拟合配准Fig 6 Best-fit-alignment process of reference and test data of the tooth preparation dies in Geomagic software
式中为x1,i牙预备体参考数据上的测量点,i,x2,i为牙预备体测试数据上的测量点i,n为每个样本上测量点对总数。RMSE值平均值是该样本计算的代表值。
每个组打印当天测试数据与参考数据之间最佳拟合配准得到的RMSE值代表牙预备体代型的正确度(加工的接近程度),RMSE值越大,表明正确度越低,反之越高;每个组打印当天的测试数据两两间最佳拟合配准得到的RMSE值代表牙预备体代型的精密度(加工的可靠性),RMSE值越大,表明精密度越低,反之越高;第1、3、7、14、28与打印当天(第0天)的测试数据最佳拟合配准后的RMSE值代表牙预备体代型的尺寸稳定性。RMSE值变化越大,表明尺寸稳定性越差,反之越好。
1.3 统计学处理

2 结 果
2.1 牙预备体代型表面粗糙度
图7显示了0°、45°以及90°组牙预备体代型表面的典型三维形貌。总体上,0°和45°组颊舌面以及90°组面的表面形貌较为相似,呈“阶梯”样形貌,突起和凹陷高低落差较小。而0°和45°组的面、近远中面,90°组的近远中面、颊舌面的表面类似,“深长的裂缝”与“高耸的山脊”相间分布,虽方向不同,但高低落差都极大,这一现象得到了表1中粗糙度数据的支持。表1显示,3 组牙预备体代型不同部位的表面粗糙度值显著不同(平均值范围:1.41~18.53 μm),0°和45°组的面与近远中面,90°组的近远中面和颊舌面的表面粗糙度远大于0°和45°组的颊舌面,90°组的面,差异均有显著统计学意义(P<0.05)。

表1 不同构建角度的牙预备体代型表面粗糙度 (n=5, μm)Tab 1 The surface roughness of different parts of the tooth preparation dies at different build angles (n=5, μm)
2.2 牙预备体代型的准确度
表2显示,3 组牙预备体代型的正确度显著不同(P<0.001),RMSE均值范围24.90~37.23 μm(图6显示每个构建角度的绝大部分区域显示为可接受的绿色)。正确度的RMSE值由大到小为:0°组>45°组>90°组,两两比较差异均具有统计学意义(P<0.05)。精密度方面,3 种角度牙预备体代型的RMSE值(范围18.46~18.73 μm)相比无显著差异(P>0.05)。

表2 不同构建角度的牙预备体代型准确度的RMSE值 (正确度n=15,精密度n=105,μm)Tab 2 The RMSE values of tooth preparation dies for the accurcy at different build angles (Trueness,n=15,Precision,n=105,μm)
2.3 牙预备体代型的尺寸稳定性
表3显示,3 个组在第1、3、7、14、28天这5 个时间段间的RMSE值比较均无显著差异(P>0.05)。3 个组在第1、3、7或14天这4 个时间点中的RMSE值比较也无统计学差异(P>0.05)。虽然在第28天时间点3 个组的RMSE值存在统计学差异(P<0.05),但3 组间的RMSE值差异较小(<3.5 μm)。

表3 不同构建角度的牙预备体代型经历不同时间后的尺寸稳定性(RMSE值) (n=15,μm)Tab 3 Dimension stability (RMSE value) of tooth preparation dies at different build angles after different times (n=15,μm)
3 组牙预备体代型在28 d内的5 个观察时间点间RMSE最大变化值均小于2 μm(0°组0.98 μm、45°组1.32 μm、90°组0.91 μm)。在第1天内(打印后第1天与当天比较)的RMSE变化值(8.86~10.53 μm)均远大于后续时间点间的变化值,但在之后的观察时间点间3 组牙预备体代型值变化趋势不完全相同。90°组的RMSE值均随着时间增加而增加,而0°和45°组的第3、7、14天RMSE值与第1天相比均有所减小。
3 讨 论
根据研究结果,不同构建角度的牙预备体代型表面粗糙度和正确度均存在显著不同,因此本研究拒绝原假设。
牙预备体代型的表面可以从非常光滑(类似镜面)到非常粗糙(漫反射)。本研究中,0°和45°组牙预备体的面与近远中面,90°组的近远中和颊舌面的表面粗糙度远大于0°和45°组的颊舌面,90°组的面,提示构建角度会对牙预备体不同部位的表面粗糙度产生显著影响。之前的研究[4,11]表明,打印层的厚度与物体表面的梯度会造成“阶梯效应”。有学者将“阶梯效应”导致的打印层表面与计算机辅助设计模型表面之间的最大偏差定义为尖点高度(cusp height,CH)[CH=tcos(θ)],CH取决于构建方向(d)、CAD模型表面形成的角度(θ)以及打印层的厚度(t)[12]。本研究中,牙预备体代型的打印层厚(16 μm)是相同的,但0°和45°组的面与近远中面,90°组的近远中和颊舌面与构造板平面之间会产生较大的cos(θ)值,从而导致构造表面的尖点高度较高,阶梯效应越明显,表面粗糙度越大。因此,在采用聚合物喷涂打印(polymer jetting printing,PJP)技术成型牙预备体代型时,如果要获得更光洁的表面,应尽可能将最重要部位的表面与构建平面平行放置,以减少阶梯效应对目标表面质量的影响。
之前的研究[10]发现,3D打印模型表面明显比铣削光滑,同时通过调整位置、减少悬垂,使用支撑结构以及根据实际要求选择高分辨率3D打印可以获得精密度更高的模型。然而,本研究中表面粗糙度与准确度的涵义和评价方法是不同的。本研究中表面粗糙度反映的是物体表面具有的较小间距和微小峰谷的不平度。两个波峰或两个波谷之间的距离(波距)很小,属于微观几何误差,表面粗糙度越小,则表面越光滑;而准确度(包括正确度和精密度)是物体测试数据集与参考数据集在3D分析软件中最佳拟合配准的RMSE值,反映了物体表面所有点在3D空间中的偏差[13]。因此,在评价和应用两者的结果结论时应区别对待,这也是本研究进一步分析牙预备体代型整体三维准确度和尺寸稳定性的原因。
根据ISO 5725-1、GB/T 6379.1标准,测试对象的准确度可由正确度和精密度来描述。正确度指测试结果的(算术)平均值与真值或接受参照值之间的一致程度;而精密度指测试结果之间的一致程度。为了验证测试对象的准确度,RMSE值被广泛用于定量评估正确度和精密度[10,14-15]。本研究中,90°组牙预备体代型的正确度最好,其次为45°组,0°组最差。之前的研究[16]发现,物体随着构建角度变化会出现悬垂区域,因而必须在物体表面的悬垂区域添加支撑结构,否则可能会对物体的表面准确度产生不利影响。此外,如果目标对象的打印层数越多,潜在误差可能随着添加层的数量增加而增大[13,17]。本研究中,根据不同角度牙预备体代型在构造板上的投影面积可以推算得出0°或45°组的悬垂区域较90°组更大(图4),这可能是导致其正确度不如90°组的原因。同时,本研究中45°组(1 220 层)的打印层数多于90°组(1 066 层)和0°组(1 035 层)(图3中3 组代型高度可见存在明显不同),这可能在一定程度上增大了45°组的RMSE值,导致其正确度不如90°组。当然打印物体的几何形态、打印参数和打印材料在内的其它各种因素也可能导致打印对象不够准确[18]。 然而本研究中3 组牙预备体代型的正确度RMSE均值范围均小于50 μm,与临床观察到的适合性差异相比,均在可接受范围内。
在精密度方面,3 组牙预备体代型的RMSE值无显著差异,提示本研究获得的3 组牙预备体代型的可重复性好,可靠性高。但也发现3 组间的精密度比较结果不同于正确度结果,这与实验评估时选取的测试和参考对象不同有关。本研究中牙预备体代型的正确度是通过三维软件将扫描测试数据叠加在唯一参考数据上产生的,而精密度是同组测试数据相互最佳拟合配准生成的。由此可见,本研究中牙预备体代型的正确度与精密度之间并无联系,但正确度的显著性差异结果反映了不同构建角度对PJP技术成型牙预备体代型上述2 个指标的影响是存在明显差异的。有学者[6]认为,将打印对象放置于高精密度打印中心附近可提高精密度(RMSE值变小),因为这样的放置可以避免精密度差的平台边缘产生。因此,为避免打印放置位置对实验结果造成影响,本研究选择了在构造板的中心将不同角度代型样本相间排列(图3)。
在尺寸稳定性方面,3 组牙预备体在1 d后产生的RMSE值变化幅度均大于后续时间点间的变化,这表明3D打印组的尺寸变化主要发生打印完成的1 d内,这一结果与之前研究[10]3D打印义齿基托的结果类似。一般来说,光聚合树脂在打印后可以保持打印形状,但刚打印完成的光固化树脂还没有完全聚合,表面硬度还不够,需要通过后固化充分硬化其外表面,以尽可能抑制尺寸变形[10]。以往的许多研究发现,后固化的时间、设备类型以及峰值波长会对3D打印冠和牙桥材料的转化程度、颜色或机械性能(如断裂强度)产生影响[19-21]。与之不同的是,本研究根据用户指南采用了高压水冲洗这种后处理方式,可以规避光固化参数设置对材料的影响。研究发现3 个组在观察的5 个时间点间的RMSE值(最大变化值小于2 μm)比较均无显著差异,表明构建角度对3D打印牙预备体代型尺寸稳定性的影响并无差异,说明PJP技术制作的牙预备体代型尺寸稳定性是非常好的。
根据大多数文献报告,固定修复体的边缘和内部适合性值分别在50~100 μm和100~200 μm之间变化[22-24]。根据ISO 6973:2013标准,Ⅳ型超硬石膏24 h后的线性膨胀率不超过0.18%或再现50 μm宽的凹槽线均是临床可接受的。因此,与超硬石膏模型相比,本实验获得的3 组牙预备体代型的准确度(正确度均值范围24.90~37.23 μm,精密度范围为18.46~18.73 μm)以及在28 d的5 个观察时间段内的尺寸稳定性(RMSE最大变化值<2 μm)均能够满足临床需要。需要说明的是,本研究中牙预备体及其边缘下立柱部分作为一个整体,需要在模型上顺利插取并保持稳定才能用于制作修复体,因而需要将两者一起纳入准确度分析才能完整评估其实际应用情况。本研究中整个牙预备体代型的准确性能够满足临床需要,因而作为其组成部分的牙预备体(基牙)也是能满足临床需求的。然而,本研究只评价了PJP 技术中不同构建角度的牙预备体代型,未来还应对其它3D打印技术(如数字化光处理技术或SLA技术)中不同条件(如设备、牙位)或打印参数(如角度、层厚)对牙预备体代型质量的影响作进一步的研究。
综上所述,在本实验条件下不同构建角度对预备体代型的表面粗糙度和正确度有显著影响,但对精密度和尺寸稳定性未见明显影响。然而,与临床上观察到的适合性差异相比,本研究中3组牙预备体代型的准确度(包括正确度和精密度)以及在28 d观察期内的尺寸变化值均在临床可接受范围内,可用于制作固定修复体。