青砖茶专用液压机上横梁有限元分析及结构优化设计
2023-10-27高士伟
滕 靖,高士伟
1.湖北省农业科学院果树茶叶研究所,湖北 武汉 430064;
2.武汉理工大学湖北省数字制造重点实验室,湖北 武汉 430070
青砖茶是我国三大边销砖茶之一,液压机在青砖茶生产中作为主要设备发挥着重要作用。由于液压机横梁构件的结构、形状和受力复杂,在设计时运用经验公式计算很难保证计算的精度和可靠性,导致设计时某些构件材料富裕而增加了成本,某些构件强度不足而产生裂缝甚至断裂,对此类结构件进行受力分析和优化是设计过程中的必要环节,可兼顾设备的可靠性及成本因素。结构优化分为尺寸优化、形状优化和拓扑优化,三种优化方式各有特点,在液压机横梁优化方案上主要选择尺寸优化和拓扑优化。文献[1]采用拓扑优化方法对锻压机上横梁进行优化,节约了制造材料,但制造工艺成本有所增加。青砖茶产业现役的压力机为25、63、160 t 的中小型液压机,横梁的总体质量较小,且板材加工费用高于自身材料费用,可降质量带来的成本红利被增加的加工费用占去,削弱了该优化方式在此情形下的应用价值;文献[2]通过更改部分尺寸实现目标优化,而对于已经逼近较优质量的结构件,仅仅通过改动其中的一个或几个尺寸,容易碰触边界条件而使得修改无效,难于进一步优化,而采用穷举法在设定范围进行寻优,对于计算量较大的模型是不可行的。通过建立参数化模型,借助软件自身的优化方式是易于实现的可行方案[3-4]。
本文以新研制的青砖茶专用液压机为对象,通过命令流形式建立该液压机上横梁的数学模型,对模型中的参数进行分组,采用子迭代对设计参数进行优化[5-6]。
1 上横梁模型与静力分析
该液压机的上横梁为钢板焊接结构并假设为线弹性体,在分析中认为焊接质量是可靠的,上横梁作为连续体处理,各钢板焊缝简化处理为钢板[7-10]。
1.1 模型建立
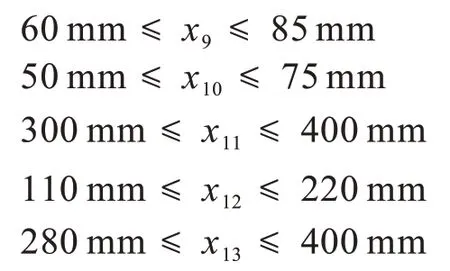
利用CAD 软件进行建模,压力机结构如图1所示,其上横梁的结构如图2 所示,T1、T2、T3…T7分别代表所标识的钢板厚度尺寸,R1、R2、D1、D2和D3 为工艺孔尺寸,见表1 所示。

表1 上横梁结构尺寸表Tab.1 Dimension of upper beam
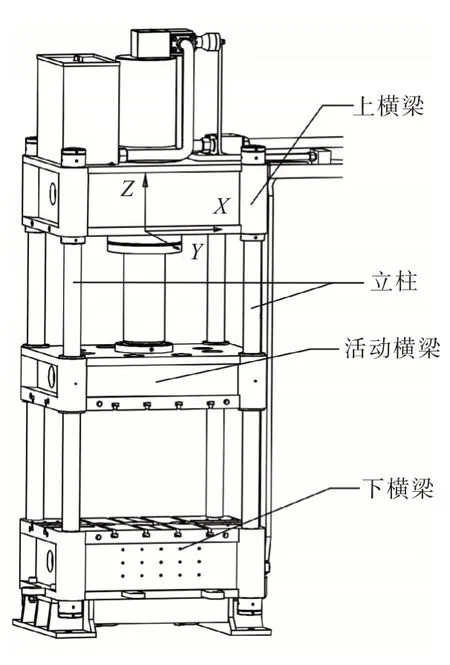
图1 青砖茶专用液压机Fig.1 Hydraulic press for green brick tea
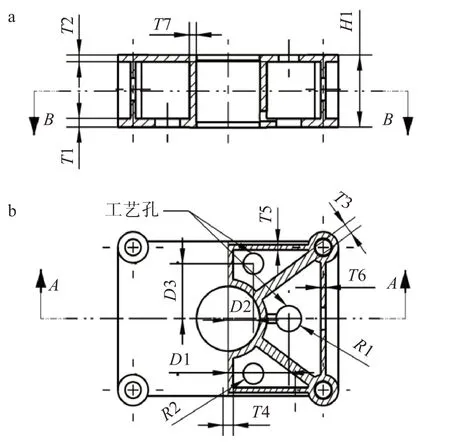
图2 上横梁结构:(a)截面A-A,(b)截面B-BFig.2 Structure of upper beam:(a)section A-A,(b)section B-B
上横梁下板尺寸为1 310 mm×900 mm,材料为Q235-B,安全系数按照厂家技术要求1.8,刚度要求Z向最大允许变形0.35 mm,弹性模量E=2.06×105MPa,泊松比0.3,屈服强度225 MPa,密度7.85×103kg/m3。按照厂家要求计算后材料许用应力125 MPa。
1.2 载荷及约束条件
压力机在工作状态下,上横梁和下横梁为主要承载区域。上横梁承受垂直工作压力,工作载荷作用于上横梁的法兰盘上。上横梁的上板承受垂直向下工作压力,来自立柱螺母。上横梁的下板与立柱螺母上底面相接触面为主要位移约束区[11-13],坐标参照图1 所示,其在X、Y、Z三个方向上的位移为0。依据设计图计算所得,中心法兰盘载荷:30.68 MPa,立柱螺母接触位置载荷:26.15 MPa。
1.3 静力分析
图3(a,b)分别为无安装孔上横梁在初始设计尺寸下对应的应力云图和Z向变形云图,分析结果可知,最大强度118.7 MPa,处于立柱筒与斜筋板交接的下表面,Z向最大变形0.24 mm,处于油缸与横梁安装面,该两项指标均符合企业标准要求,且Z向最大变形量与0.35 mm 有较大余量,有进一步优化空间。梁板上布置有安装孔,分为吊装孔和上顶面的充液箱固定孔,图3(c,d)分别为上横梁带安装孔的应变云图和变形云图,其最大强度为118.8 MPa,处于立柱筒与斜筋板交接的下表面,Z向最大变形0.24 mm,处于油缸与横梁安装面,与不带安装孔特征的上横梁分析结果相差很小,在优化分析时,模型中的安装孔采用略去处理。
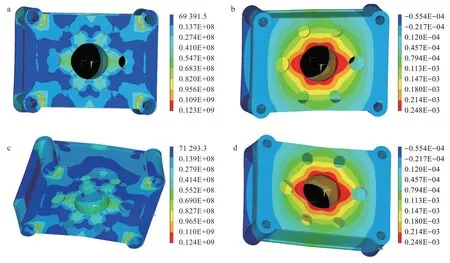
图3 优化前:(a)(b)无安装孔上横梁应力云图和变形云图,(c)(d)带安装孔上横梁应力云图和变形云图Fig.3 Before optimization:(a)(b)stress and deformation nephograms of upper beam without mounting holes,(c)(d)stress and deformation nephograms of upper beam with mounting holes
2 优 化
2.1 数学模型
根据上横梁结构特点,选择上横梁的各结构板件特征尺寸为设计变量X。定义为:
式中,x1,x2……x8为上横梁的各结构板的厚度,x9、x10为上横梁工艺孔的半径,x11、x12和x13为孔位置尺寸,对应关系参照表1 和图2。
2.2 目标函数
根据生产实际情况,要求横梁设计在满足强度和刚度的同时,所用材料越少越好。因此,上横梁结构优化以质量为设计目标,即在不改变上横梁结构的条件下,在满足强度、刚度、几何尺寸约束范围内,选择最优的结构尺寸,使横梁的质量最小[14]。
目标函数为:
其中,ρ为材料密度,Vi为上横梁各板实体体积,Vj为特征孔的容积。
强度约束:σmax≤[σ]= 125 MPa
刚度约束:δmax≤[δ]= 0.35 mm
根据液压机上横梁的实际情况,选取具体的变量约束条件:
2.3 优化结果
对H1、T1、T2、T3、T4、T5、T6、T7、R1、R2、D1、D2 和D3 参数依据模型增材和减材分类进行分组,H1,T1,T2,T3,T4,T5,T6 和T7 属于布尔运算时增加体积的一组,R1,R2,D1,D2 和D3 为布尔运算时减少体积的一组,首先按照不分组的情况对13 个模型参数进行优化,然后按照分组分两步对参数进行优化,迭代过程分别如图4(a)和图4(b)所示,对符合边界条件的过程点进行了标识,两组迭代对应的最优结果如表2 所示。
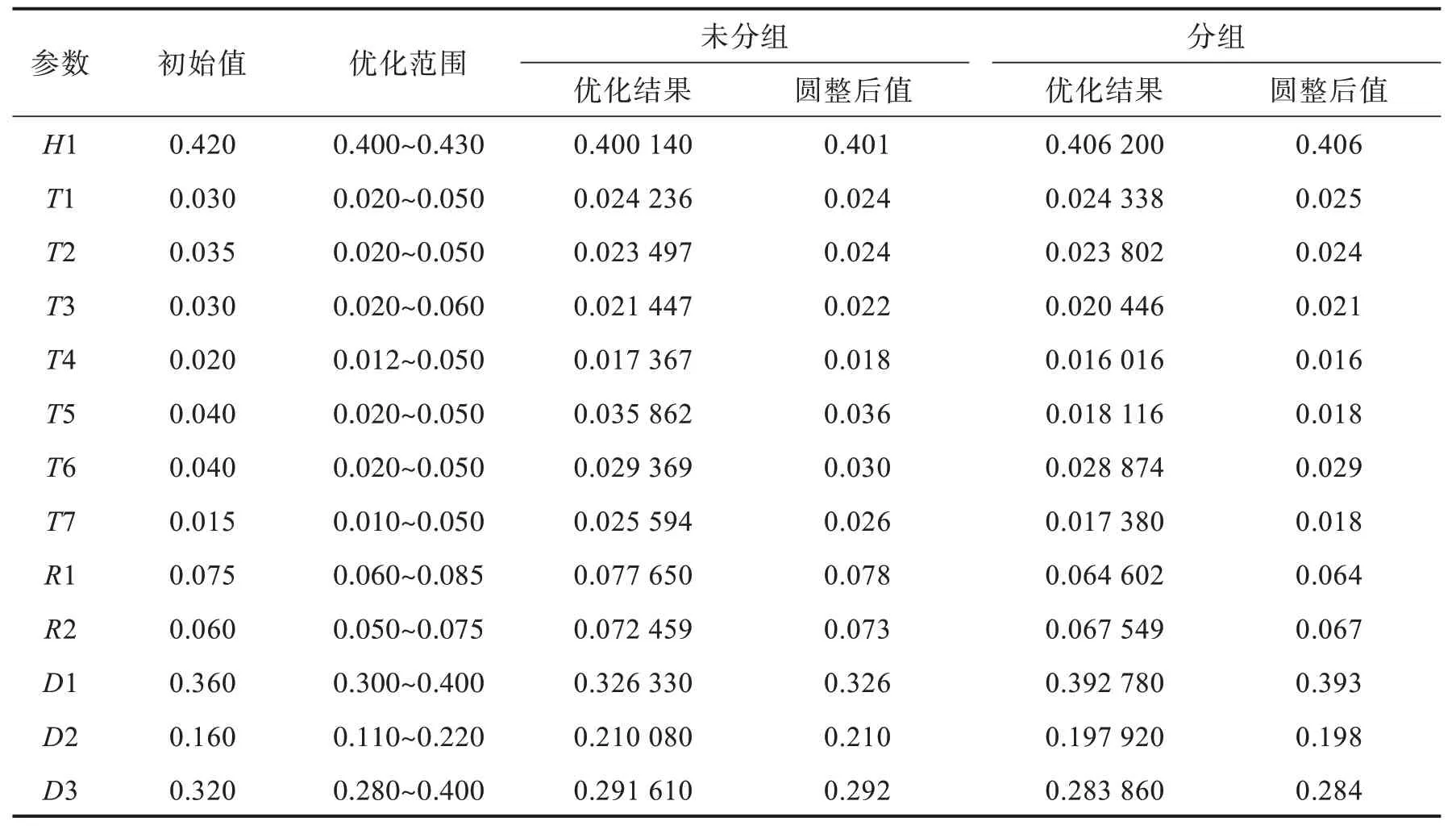
表2 优化结果Tab.2 Optimization resultsm
图4 优化过程:(a)未分组迭代,(b)分组迭代Fig.4 Optimization process:(a)iteration on non-grouped parameters,(b)iteration on grouped parameters
图4(a)显示,迭代至第29 次时质量达到最优,此时最大应力121.6 MPa,处于立柱筒与斜筋板交接的下表面,Z方向最大变形为0.34 mm,处于油缸与上横梁安装面,模型质量1 088 kg,图4(b)显示,模型在第二步迭代过程中,迭代至第18 次时质量达到最优,对应的最大应力和变形分别是123.5 MPa、0.32 mm。
从表2 的结果数据判断,分组后的优化结果优于未分组的优化结果,以分组后的优化数据为最终优化结果,得出优化后模型质量975.8 kg。
2.4 模型重建及受力分析
依据优化结果对模型重建并进行受力分析,其应力云图和变形云图分别如图5(a)和图5(b)所示,最大应力123.5 MPa,处于立柱筒与斜筋板交接的下表面,Z方向最大变形为0.32 mm,处于油缸与横梁安装面,符合设计目标。
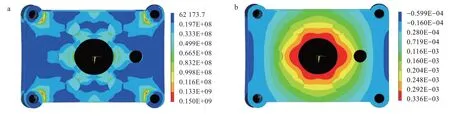
图5 优化后:(a)上横梁应力云图,(b)上横梁变形云图Fig.5 After optimization:(a)stress nephogram of upper beam,(b)deformation nephogram of upper beam
3 结 论
依图3(a)和图5(a)显示,优化前后横梁最大应力出现的位置没有发生改变,均处于立柱筒与斜筋板交接的下表面,同时应力处在25~100 MPa范围的区域相比优化前有所增大;依图3(b)和图5(b)显示,Z方向最大变形位置没有发生改变,处于油缸与横梁安装面,而优化后横梁形变的趋势更加平滑,压力机横梁应力应变的分布更加趋于合理。
横梁涉及可优化参数13 个,以模型建构过程中布尔运算增加体积或减少体积进行分组,分组后的优化结果优于未分组,此处所采用的分组方式是可行的。模型增加工艺孔后,应变增大部分区域变大,向工艺孔位置延伸,而最大应力值增加量可以忽略。在优化分析时,可以去除工艺孔特征,有利于减少优化变量,加快收敛速度。
优化前后上横梁模型质量分别为1 294 kg 和975.8 kg,优化后的上横梁质量与初始设计方案对比下降了24.6%,有效降低了横梁制作材料成本。新横梁已经按照分组后的优化结果制作并应用于单位的砖茶实验室设备,服役状况良好。
4 展 望
针对中小型压力机的横梁结构优化问题,可以结合成品孔板替代横梁的部分或全部筋板,继而通过尺寸优化方法进行优化,对比本文尺寸优化的结果,评估出更优的横梁结构方案,具体方案有待进一步地研究。