客车碳钢与不锈钢车架焊接工艺分析
2023-10-27伍豪杰陈文志陈建邦巴峻峰
杨 乐, 伍豪杰, 陈文志, 陈建邦, 巴峻峰
(中车时代电动汽车股份有限公司, 湖南 株洲 412007)
目前我国客车有碳钢车架和不锈钢车架两种,国内订单一般采用碳钢车架;国外订单对产品质量、防腐性能要求高,一般采用不锈钢车架[1-5]。这两种车架的制作方法均以焊接为主,焊接工艺存在一定的收缩量[6-12],想要保证车架成品尺寸符合设计要求,需分析焊接收缩量,并在工装上提前预留,从而保证最终产品尺寸。本文以我司三段车架制作为例,分析其在工位胎具上的放量要求,以抵消车架焊接时产生的焊接收缩量。
1 碳钢车架焊接工艺分析
1.1 碳钢车架焊接收缩量
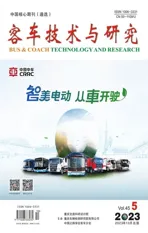
1)前段车架焊接收缩量分析。在前段车架工位选取同一位置(如图1所示),随机测量6组前段车架只是点焊固定时的焊前尺寸(即焊前尺寸),并对测量位置做标记,等前段车架满焊焊接完成后再复测焊后尺寸(即焊后尺寸),对比此处前后尺寸变化得出前段车架焊接收缩量,具体值见表1。
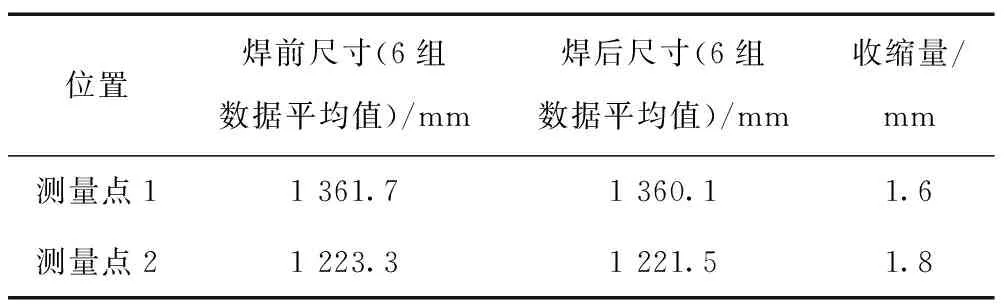
表1 前段车架焊接收缩量
2) 中段车架焊接收缩量分析。在中段车架工位选取同一位置(如图2所示),随机测量6组中段车架只是点焊固定时的焊前尺寸,并对测量位置做标记,等中段车架满焊焊接完成后再复测焊后尺寸,对比此处前后尺寸变化得出中段车架焊接收缩量,具体值见表2。
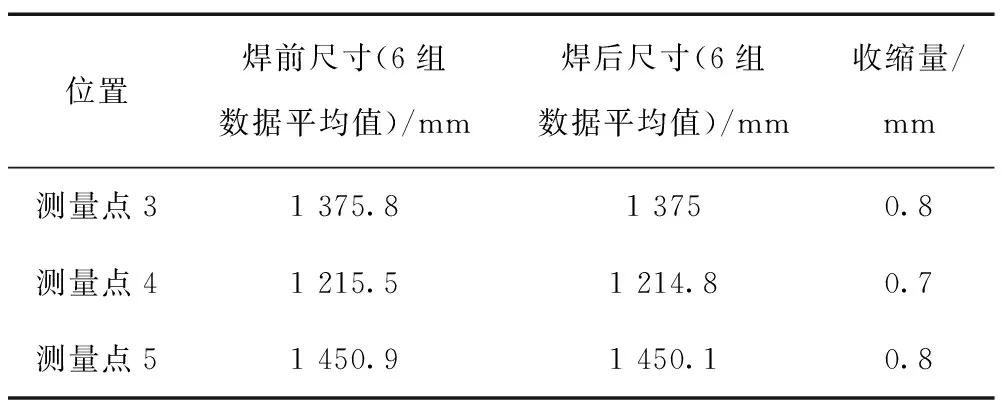
表2 中段车架焊接收缩量
图2 中段车架测量示意图
3) 后段车架焊接收缩量分析。在后段车架工位选取同一位置(如图3所示),随机测量6组后段车架只是点焊固定时的焊前尺寸,并对测量位置做标记,等后段车架满焊焊接完成后再复测焊后尺寸,对比此处前后尺寸变化得出后段车架焊接收缩量,具体值见表3。
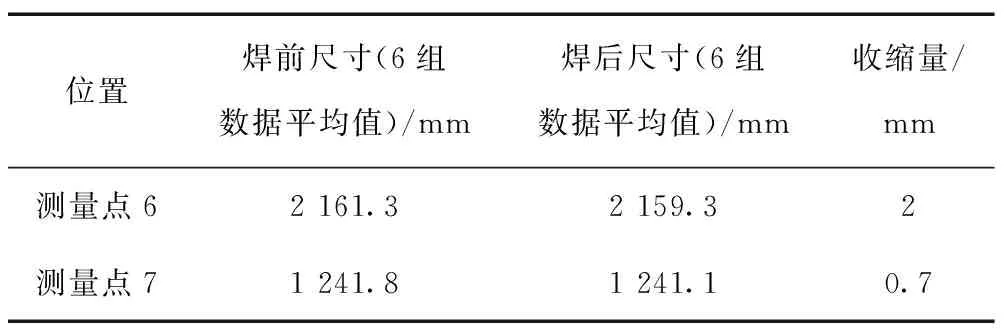
表3 后段车架焊接收缩量
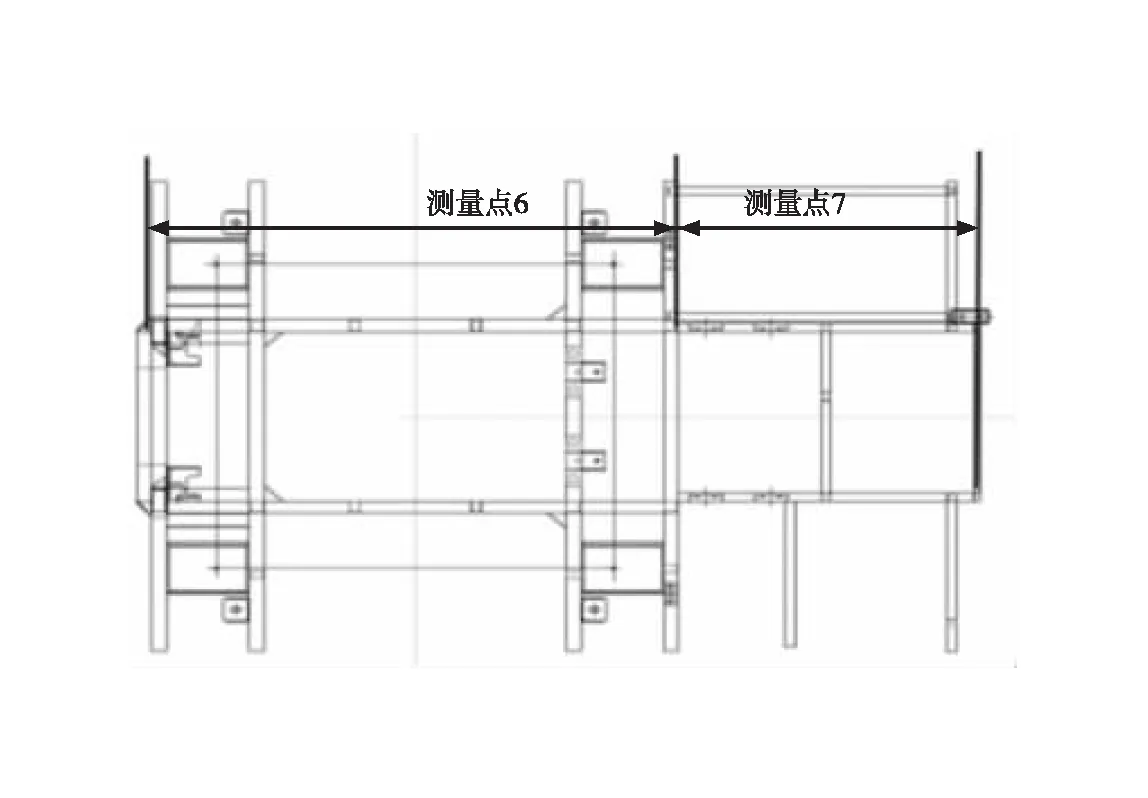
图3 后段车架测量示意图
4) 三段合拼后车架焊接收缩量分析。在车架合拼焊接工位选取同一位置(如图4所示),随机测量6组车架只是点焊固定时的焊前尺寸,并对测量位置做好标记,等车架满焊焊接完成后再复测焊后尺寸,对比此处前后尺寸变化得出合拼后车架焊接收缩量,具体值见表4。因车架三个分段已提前满焊焊接,该处收缩量只需考虑中段车架左右两侧的焊缝。在计算合拼工艺放量时以中段几个空挡累计公差为计算依据。
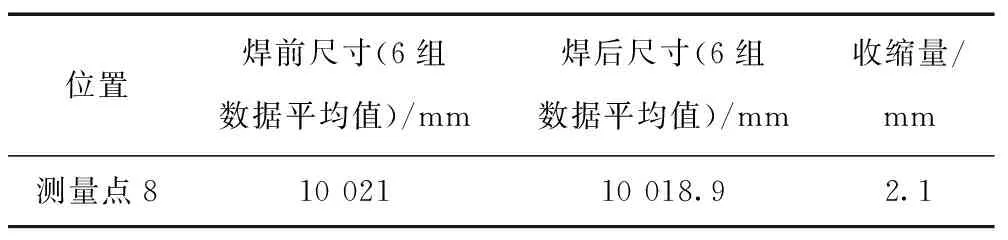
表4 车架合拼焊接收缩量
1.2 焊接放量分析
由以上数据可知,焊接收缩量不是一个固定值,而是在一定范围内波动。为保证车架长度尺寸在设计的公差范围内,取车架成品公差;如某车型车架公差要求为(0,+7)mm,取公差中间值+3.5 mm为控制值,规定车架焊接放量值=焊接收缩量+产品公差中间值[13]。其中,焊接收缩量符号为“+”,产品公差中间值为最大极限偏差与最小极限偏差之和的一半。
我司为保证车窗玻璃安装时不与骨架干涉,侧围每个门窗的公差规定为(0,+1)mm,对应的车架每个空挡横梁之间的公差要求也为(0,+1)mm,车架总长也应走正公差。测量现有车架成品总长和每个空挡的尺寸为负公差,对比测量尺寸与理论尺寸,发现车架成品尺寸都偏小,走的是负公差。经分析造成该现象的原因是设计胎具时没预留焊接收缩量。
部分测点的焊接放量计算如下:
测量点1处的放量值为:1.6 mm+(1/2)mm=2.1 mm,取整在工装上的放量值为2 mm。
测量点2处的放量值为:1.75 mm+(1/2)mm=2.25 mm,取整在工装上的放量值为2 mm。
测量点7处的放量值为:0.66 mm+(1/2)mm=1.16 mm,取整在工装上的放量值为1 mm。
测量点8处的放量值为:2.08 mm+(3/2)mm=3.58 mm,取整在工装上的放量值为4 mm。
根据以上结果得出工艺放量值,设计车架胎具时提前编制车架放量图,如图5所示。设计工装图纸时按照车架放量图进行设计,在工装上预留焊接收缩量,一线作业人员根据工装图纸尺寸建工装,按照图纸尺寸进行放量。最后做出的车架产品保证尺寸在(0,+7)mm这个公差范围内。根据放量值公式,也可得出其他碳钢的焊接放量值,碳钢车架一个焊接接头的焊接收缩量一般按0.7 mm来计算,再结合产品的公差,带入放量值公式即可得出其他车型的焊接工艺放量值。
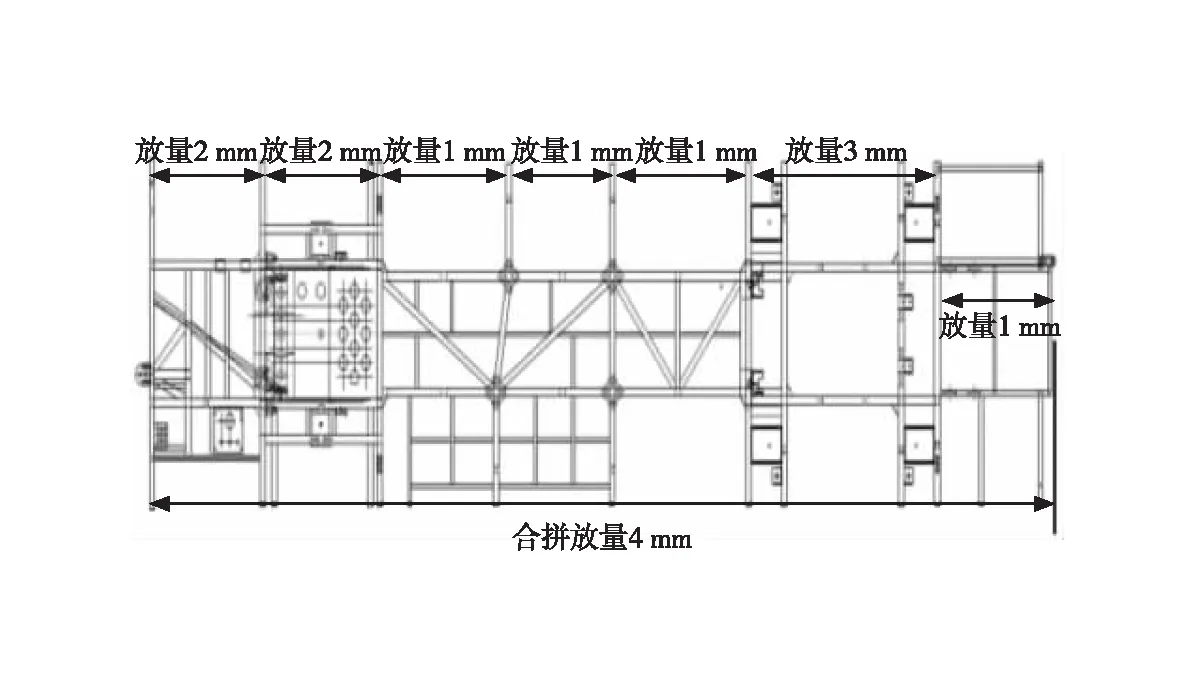
图5 碳钢车架工艺放量示意图
2 不锈钢车架焊接收缩量分析
分析不锈钢车架焊接收缩量的方法跟碳钢车架的一样,也是测量同一位置焊接前后的尺寸差值(如图6所示),得出不锈钢车架的焊接收缩量,具体值见表5,根据放量值公式计算出不锈钢车架的焊接工艺放量值,如图7所示。
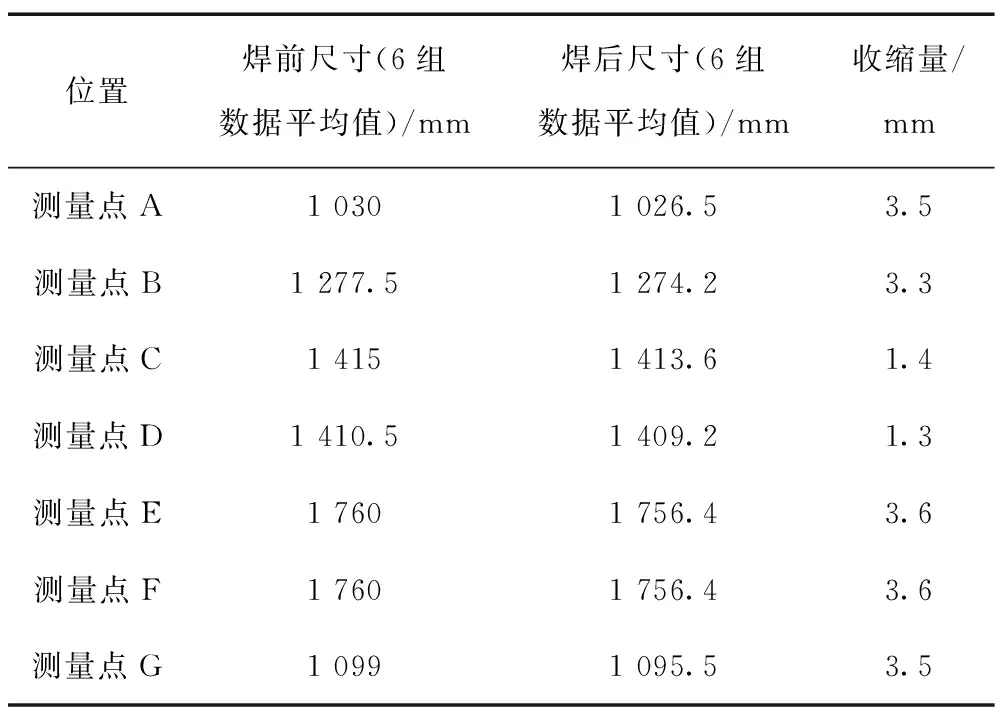
表5 不锈钢车架焊接收缩量

图6 不锈钢车架测量示意图
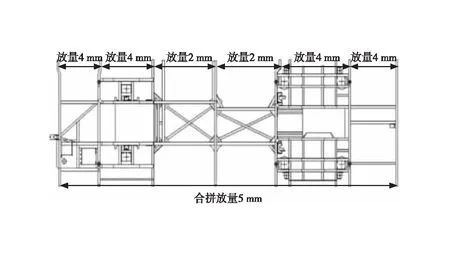
图7 不锈钢车架工艺放量示意图
3 结 论
1) 从数据结果可知,碳钢车架每个焊接接头的焊接收缩量在0.5~1 mm之间;不锈钢车架每个焊接接头的焊接收缩量为1~2 mm。根据车架焊接放量值公式可知,在车架结构类似、公差要求相同的情况下,不锈钢车架的焊接工艺放量值是碳钢车架的2倍。
2) 影响焊接工艺放量值的因素较多,比如母材的膨胀系数、焊接人员的焊接手法、焊接时的电流电压、焊接时母材之间预留的间隙、工艺撑铆焊的位置等,这些因素都会影响焊接收缩量,进而影响焊接工艺放量值。