飞机盖板螺栓断裂失效分析
2023-10-23殷小健许永春冯德荣孙晓军张钦莹
殷小健, 许永春, 张 兵, 冯德荣 , 孙晓军, 张钦莹
(1. 河南省紧固连接技术重点实验室, 河南 信阳 464000; 2. 河南航天精工制造有限公司, 河南 信阳 464000;3. 中国航发北京航空材料研究院, 北京 100095)
由于具有成本低、强度高等优点,钢制紧固件广泛应用于各个行业。在航空航天领域,虽然钛合金、铝合金等材料的紧固件应用日益增多,钢制紧固件仍然占绝大比例。作为一种重要的紧固件,螺栓多用于联接承力件,一旦失效,可能会导致严重事故,甚至造成人员伤害和死亡。钢制螺栓失效模式复杂多变,其中氢致延迟脆性破坏是其较为常见的失效模式[1-3]。
氢不仅会使钢制零件变脆,还会降低材料的极限抗拉强度和疲劳性能[4-7]。此外,由于具有“批次性”、难于预判性等特点,氢脆破坏一直是钢制零件安全服役所面临的重大威胁之一,也是国内外科研人员关注的重点之一。对于钢制螺栓,由于酸洗、电镀等表面处理过程引入氢而导致氢脆开裂的现象已有较多研究[3,8],在使用过程由于表面腐蚀吸氢导致氢脆开裂的案例还鲜见报道。因此,对于使用过程中由于表面腐蚀吸氢而导致氢脆开裂的现象和机理进行分析研究并提出预防措施,对于工程上类似故障的预防具有较高的参考价值。
某飞机服役一段时间后,机翼盖板1根螺栓发生断裂。断裂螺栓为M8十字槽沉头螺栓,材料为ML30CrMnSiA钢,制造工艺为冷镦→机加工→热处理→吹砂→镀锌→除氢。
本文通过外观痕迹和断口形貌观察、显微组织检查、硬度测试、能谱成分分析、氢含量测试以及氢脆试验,对螺栓的断裂性质和原因进行了分析,并提出了预防措施。
1 试验过程与结果
1.1 宏观观察
失效螺栓宏观形貌见图1,螺栓于第一扣螺纹处发生断裂,断口几乎和轴向垂直,螺栓头一侧残段表面可见大面积腐蚀,螺纹残段残留在螺母内,该段螺纹表面以及螺母表面未见明显腐蚀。螺栓断口宏观形貌见图2,裂纹起源于螺纹底部一侧表面,向对侧扩展,最后断裂区呈剪切唇特征。螺栓头一侧断口氧化腐蚀较严重,螺母一侧断口相对干净,因此主要对螺母一侧断口进行微观形貌分析。

图1 断裂螺栓宏观形貌Fig.1 Macro morphology of the fractured bolt
1.2 微观观察
利用场发射扫描电镜对螺母一侧断口的微观形貌进行观察。断口源区呈沿晶+解理混合断裂特征,以沿晶特征为主,靠近边缘数十微米的区域内可见腐蚀痕迹;扩展区韧窝比例逐渐增加,呈沿晶+韧窝混合特征;断口沿晶区晶面局部可见撕裂棱;断口心部和剪切唇区域主要呈韧窝特征,见图3。断口源区一侧侧表面可见明显的腐蚀产物,见图4。分别对失效螺栓和同批次的一个新螺栓进行人为打断,两个螺栓人为断口主要呈韧窝特征,均未见明显沿晶断裂特征,见图5。
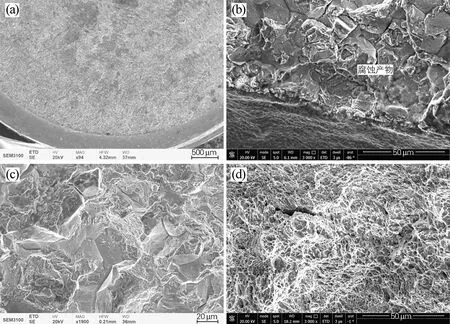
图3 螺栓断口微观形貌(a)源区低倍形貌;(b)源区高倍形貌;(c)扩展区微观形貌;(d)断口心部微观形貌Fig.3 Micromorphologies of the bolt fracture surface(a) low magnification of source zone; (b) high magnification of source zone; (c) at extension zone; (d) at core of fracture surface
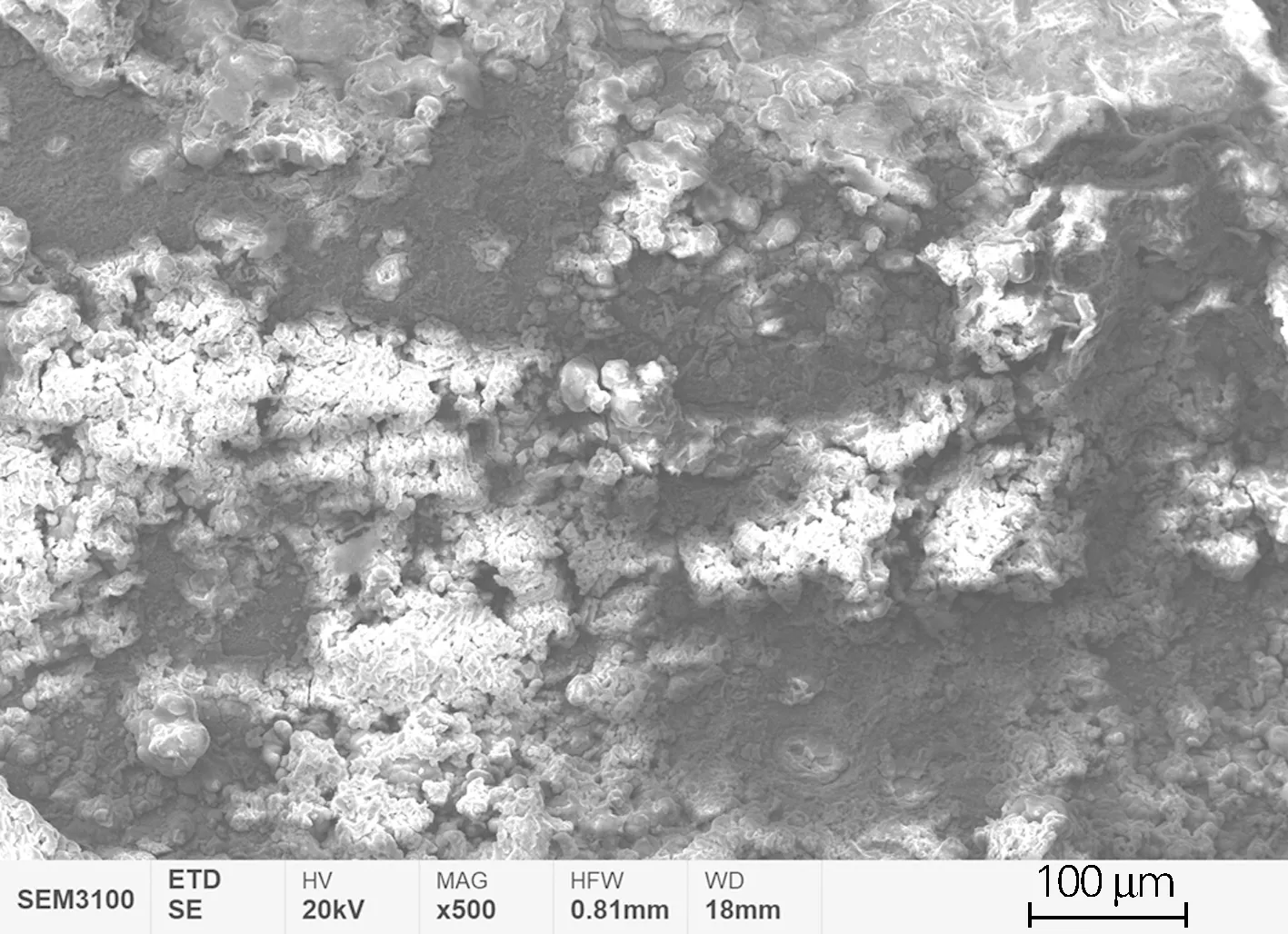
图4 断口源区侧表面的腐蚀产物Fig.4 Corrosion products on side surface near the fracture source

图5 螺栓人为断口微观形貌(a)失效螺栓;(b)同批次螺栓Fig.5 Micromorphologies of man-made fracture surfaces of the bolts (a) failed bolt; (b) a bolt of the same batch
1.3 能谱成分分析
对螺母一侧断口以及源区侧表面腐蚀产物进行能谱成分分析,结果见表1。螺母一侧断口仅在边缘数十微米范围内存在较高的O元素和少量Cl元素,内部沿晶扩展区O元素含量较低且未见Cl元素;源区侧表面腐蚀产物除了含有很高的O元素和一定量的Cl元素外,还含有少量的S元素。

表1 螺栓断口以及源区侧表面能谱成分分析结果(质量分数,%)
1.4 显微组织检查
将螺栓头一侧断口从中间位置纵向剖开,制备金相试样,磨抛腐蚀后进行显微组织检查。源区一侧表面镀层消失,局部可见点蚀坑,源区对侧表面镀层仍可见,两侧表层均存在深度20 μm左右的半脱碳层,符合HB 7454—1997《MJ螺纹合金钢及不锈钢螺栓螺钉通用规范》的规定(螺栓允许的法向半脱碳层最大深度为0.1 mm),心部组织为正常的回火索氏体,裂纹源区组织与其他部位无明显差异,断口附近未见沿晶分叉裂纹,见图6。
1.5 硬度测试
分别从失效螺栓以及一个同批次新螺栓(人为打断螺栓)上截取横截面试样,磨抛后进行显微硬度测试,结果见表2。两个螺栓硬度接近,近表面硬度略低,失效螺栓心部硬度按GB/T 1172—1999《黑色金属硬度及强度换算值》转换成抗拉强度Rm约1316 MPa,略高于技术要求上限(1080~1280 MPa)。

表2 螺栓显微硬度测试结果 (HV0.5)
1.6 氢含量测试
从失效螺栓心部取φ5 mm×5 mm测氢试样,采用脉冲加热—热导法测试氢含量。失效螺栓基体氢含量平均值为0.8×10-6。
1.7 氢脆试验
为了明确螺栓的断裂原因,对同批次螺栓按照HB 5067.1—2005《镀覆工艺氢脆试验 第1部分:机械方法》进行氢脆持久试验。试验选取6根同批次新螺栓,每3根螺栓串联连接,分为两组,试验载荷为螺栓破坏载荷的0.75倍。经过200 h氢脆持久试验,6根螺栓均未发生断裂。
2 分析与讨论
2.1 螺栓断裂性质
断口观察显示,失效螺栓断口源区和扩展前期主要呈沿晶开裂特征。钢制零件发生沿晶脆性开裂的可能因素包括回火脆性、氢致开裂和应力腐蚀开裂。失效螺栓人为打断断面主要呈韧窝特征,说明材料自身未见明显脆性,由此可排除回火脆性导致的沿晶开裂。
失效螺栓螺母一侧断口仅边缘数十微米区域可见腐蚀特征,沿晶区深度远大于腐蚀区,且晶面局部可见撕裂棱(鸡爪痕)。此外,金相检查显示,断口附近未见沿晶分叉裂纹。综合以上特点,可判断螺栓断裂性质为氢致延迟脆性断裂。
2.2 螺栓断裂原因
钢制零件发生氢致脆性开裂是一个多因素耦合作用的结果,主要影响因素包括材料状态、氢含量和拉应力,其中材料状态是内在影响因素,氢含量和拉应力是诱发因素,如图7所示[9]。通常而言,材料强度越高,氢脆敏感性越大,发生氢脆开裂所需的临界氢含量越低。对于中低强度钢,氢含量大于5×10-6时可能会发生氢脆开裂,当强度高于1200 MPa时,材料氢脆敏感性迅速增加,即使氢含量小于1×10-6,都有可能会发生氢脆开裂[10-13]。失效螺栓基体硬度换算成抗拉强度Rm约1316 MPa,位于技术要求上限,材料本身具有较高的氢脆敏感性,是螺栓发生氢脆开裂的内在原因。

图7 钢制零件发生氢脆开裂的影响因素[9]Fig.7 Influencing factors for hydrogen embrittlement cracking of steel parts[9]
一般来说,零件内部的氢含量越高,则发生氢脆开裂的可能性越大。失效螺栓基体氢含量较低(小于1×10-6),且同批次新螺栓经过200 h氢脆持久试验后均未断裂,由此可判断,螺栓氢脆断裂和其内部的氢含量关系不大。失效螺栓断口源区一侧表面存在明显腐蚀产物且镀层消失,断口源区边缘也可见腐蚀产物,腐蚀产物含有Cl元素。此外,对其他盖板螺栓进行排查,均未发现明显腐蚀及开裂现象。综合以上特点,可判断螺栓氢脆断裂应该与表面腐蚀吸氢有关。失效螺栓在腐蚀介质作用下首先出现镀层破损,基体和腐蚀介质发生反应:Fe+3HCl→3H+FeCl3。反应产生的氢一部分以分子的形式逸出,其余以原子的形式进入材料基体(见图8(a))。螺栓螺纹底部为应力集中部位,在应力梯度作用下材料中的氢原子在晶格内扩散或跟随位错运动,向螺纹底部表层区域的晶界、空穴、位错等缺陷处聚集(见图8(b)),导致晶面结合强度降低,进而在应力作用下形成沿晶微裂纹并扩展。
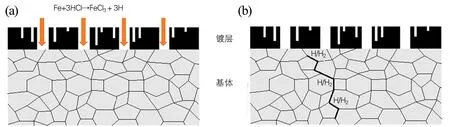
图8 螺栓腐蚀吸氢以及氢向晶界聚集示意图(a)表面腐蚀吸氢; (b)氢在晶界聚集Fig.8 Schematic illustration of hydrogen ingress into bolt and gathering at grain boundaries(a) ingress of hydrogen due to corrosion; (b) gathering of hydrogen at grain boundaries
失效螺栓表面可见大面积腐蚀,而其他盖板螺栓表面均未出现明显腐蚀,说明失效螺栓使用环境相对比较恶劣。失效螺栓头部一侧残段表面腐蚀严重,螺母一侧螺纹残段腐蚀轻微,由此可判断失效螺栓头部一侧腐蚀严重应该与积液等恶劣腐蚀环境有关。
2.3 预防措施
钢制零件氢脆失效一般可以从以下3方面进行预防和控制:①调整热处理工艺,适当降低材料强度;②降低材料的氢含量;③适当降低拉应力水平。螺栓强度位于技术要求上限,本身具有较高的氢脆敏感性,这是螺栓发生氢脆断裂的内因。螺栓在服役过程中,表面局部腐蚀吸氢,导致表层氢含量增加,这是本次螺栓氢脆断裂的直接原因。调整热处理工艺,在满足设计要求的前提下适当降低螺栓的强度,同时加强螺栓的腐蚀防护,可以有效预防氢脆断裂的发生。
3 结论
1) 螺栓断裂性质为氢致延迟脆性断裂。
2) 材料强度偏高,氢脆敏感性较大是螺栓氢脆断裂的内因,表面局部腐蚀吸氢是导致螺栓氢脆断裂的直接原因。
3) 调整热处理工艺,在满足设计要求的前提下适当降低螺栓的强度,同时加强螺栓的腐蚀防护,可以有效预防氢脆断裂的发生。
