ECAE法制备铜铝双金属复合棒材数值模拟与试验研究
2023-10-23王晓溪王海波石凤健
张 翔, 王晓溪, 王海波, 张 飞, 石凤健
(1. 江苏徐工工程机械研究院有限公司, 江苏 徐州 221004;2. 徐州工程学院 机电工程学院, 江苏 徐州 221018;3. 江苏科技大学 材料科学与工程学院, 江苏 镇江 212003)
材料轻量化是工程机械突破超重超排限制,整体迈向高端化的重要发展方向。双金属复合材料通过“互补效应”可以满足工程机械既要减轻零件质量而又要满足其高强度及刚度的严苛要求,近年来成为材料工程领域的一大研究热点[1-2]。铜铝双金属复合材料兼具铜的高导热、耐磨耐用、易加工以及铝的质轻、易焊接、低成本等优点[3],在工程机械和轨道交通等领域具有广阔的应用前景。目前,双金属复合材料的制备方法主要包括爆炸复合[4]、喷射成形[5]、液-液铸轧[6]等。随着高端智能制造业的飞速发展,工程机械设备的运行速度和工作高度不断提升,传统双金属复合材料界面结合强度通常较低[7-8],且界面间存在较大的加工硬化作用,无法满足大型工程机械设备机构运动复杂、户外长期作业的高可靠性需求。因此,寻求一种理想的双金属复合棒材制备新技术,合理控制界面结合处扩散反应的程度,实现复合材料强度、塑韧性和界面强度的最优匹配,拓宽其在工程机械等领域的应用,是当今材料研究领域急需解决的关键问题。
等通道转角挤压[9](Equal channel angular extrusion,ECAE)被国际材料学界公认为是制备块体超细晶材料(Ultrafine-grained materials,UFG)最具代表性的一种大塑性变形[10-13](Severe plastic deformation,SPD)工艺。目前,人们利用ECAE工艺已成功制备出包括纯金属、合金及金属间化合物等在内的各种合金系块体超细晶乃至纳米晶结构材料,但有关ECAE法制备双金属复合材料的研究尚不多见。Eslami等[14]研究了热处理制度对ECAE挤压铜铝双金属界面结合强度的影响,通过在200 ℃下保温60~80 min获得了最佳的界面结合效果,复合材料剪切强度约为34.9 MPa。王晓溪等[15]利用室温4道次120°ECAE变形结合退火工艺制备超细晶铜铝双金属复合棒材,研究了铜铝双金属复合棒材结合界面微观组织与界面结合性能。Randari等[16]采用试验和模拟的方法制备了Al/Cu/Al三层复合材料,研究了轧制压下率对材料界面组织和拉伸性能的影响。上述研究发现,复合材料综合性能及界面性能与工艺变形过程高度相关,但未详细分析过程及原因。
本文利用DEFORM-3D有限元软件模拟铜铝双金属复合棒材ECAE变形行为,分析变形过程中双金属流动、应力、应变等场量以及挤压力的分布及变化规律。在此基础上,采用室温4道次ECAE挤压试验成功制备铜铝双金属复合棒材,通过模拟与试验方法详细对比分析变形过程,包括模拟网格与物理网格试验、载荷-位移模拟曲线与真实曲线对比,以期为双金属复合棒材的有效制备提供一种新思路。
1 试验材料与方法
1.1 有限元模型的建立
利用DEFORM-3D软件建立铜铝双金属ECAE变形有限元模型,将坯料视为变形体,冲头和模具视为刚体。ECAE模具为方形通道,横截面尺寸为10 mm×10 mm,内角为90°,外角约为37°。采用优选的BC变形路径(下一道次坯料沿轴线方向旋转90°)[9],为提高计算精度并简化模型移动操作,多道次模拟采用虚拟冲头(冲头与凹模不接触)和连续通道方法。采用纯铜包覆纯铝制备铜铝双金属复合棒材,两者按小间隙装配关系组合构成铜铝双金属复合坯料。外层包覆材料为T2纯铜,采用自定义材料参数,材料本构关系为σ=545.66ε0.3[17],包套横截面尺寸为10 mm×10 mm(负公差),内孔径为φ6.0 mm(正公差);芯部材料为纯铝,选用程序自带的Al-1100本构模型,直径为φ6.0 mm(负公差)。采用四节点四面体单元对双金属复合坯料进行离散,铜包套和铝芯棒划分网格数分别为20 000和10 000个。模拟过程中,对复合坯料自动进行网格重划分和体积补偿,以消除剧烈塑性变形造成的网格畸变。模具和坯料之间的接触选用常剪切摩擦模型,摩擦因数设为0.12。为保证复合坯料内外层金属协调变形,避免出现包覆不完整现象,将铜铝之间的接触视为粘着摩擦状态,摩擦因数设为1。模拟温度设定为室温(20 ℃),挤压速度为1 mm/s,模拟步长为0.2 mm。铜铝双金属ECAE变形有限元模型及BC路径连续4通道三维模型如图1所示。
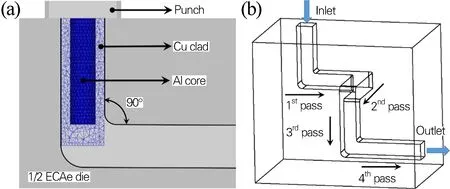
图1 ECAE变形示意图(a)有限元模型;(b)BC路径三维模型Fig.1 Schematic diagram of the ECAE process(a) finite element model; (b) 3D model of BC path
1.2 ECAE挤压试验
试验材料为工业纯铜(T2)和工业纯铝(1060)棒材,化学成分如表1所示。T2铜、1060铝复合坯料分别在750 ℃×2 h、300 ℃×1 h条件下进行均匀化处理,经机加工获得前述所需试样形状和尺寸。为确保挤压顺畅及摩擦状况适宜,凸模与凹模采用H7/f7间隙配合设计制造。为使双金属达到良好的固相复合效果,挤压前首先对铜包套和铝芯棒进行表面脱脂、去氧化皮、表面打毛等预处理,然后经预挤压装配成铜铝双金属复合坯料。在YD32-63X3型智能控制多向液压机上进行挤压试验(挤压速度1 mm/s),采用石墨-MoS2复合润滑脂对复合坯料表面以及模具通道内壁进行润滑,试验用ECAE模具通道结构与前述模拟设置完全相同。室温条件下,采用BC路径对铜铝双金属复合坯料进行4道次ECAE挤压变形。

表1 试验材料的主要化学成分(质量分数,%)
挤压结束后,利用精密线切割方法沿铜铝双金属复合坯料长度方向切取若干个试样用于力学性能分析,测试面为横截面。采用热镶嵌法、机械研磨与机械抛光等手段进行制样,在KB30S全自动维氏硬度试验机上进行显微硬度测试,加载载荷为100 g,保压时间为15 s。为保证测试数据的准确性,重复3次试验取其平均值。
2 试验结果与讨论
2.1 模拟结果分析
2.1.1 金属流动性
双金属复合棒材的关键质量指标为界面结合性能,而协调一致的塑性变形是形成良好结合质量的关键所在。图2和图3分别为铜铝双金属复合坯料ECAE变形过程中内部网格(模拟网格、物理网格)及不同阶段下金属流速的分布图。根据复合坯料内部变形特点,可将其分为未变形区(Ⅰ)、正在变形区(Ⅱ)和已变形区(Ⅲ)3个不同的区域,如图2所示。变形前(Ⅰ区),复合坯料内外层金属结合紧密,网格为均匀的正方形。在挤压力作用下,复合坯料沿长度方向依次通过模具转角,进入变形区(Ⅱ区),发生塑性剪切变形,正方形网格逐步被拉长至不规则四边形。复合坯料进入水平通道后,发生完全剪切变形(Ⅲ区),网格受剪切被拉长呈近似平行四边形。
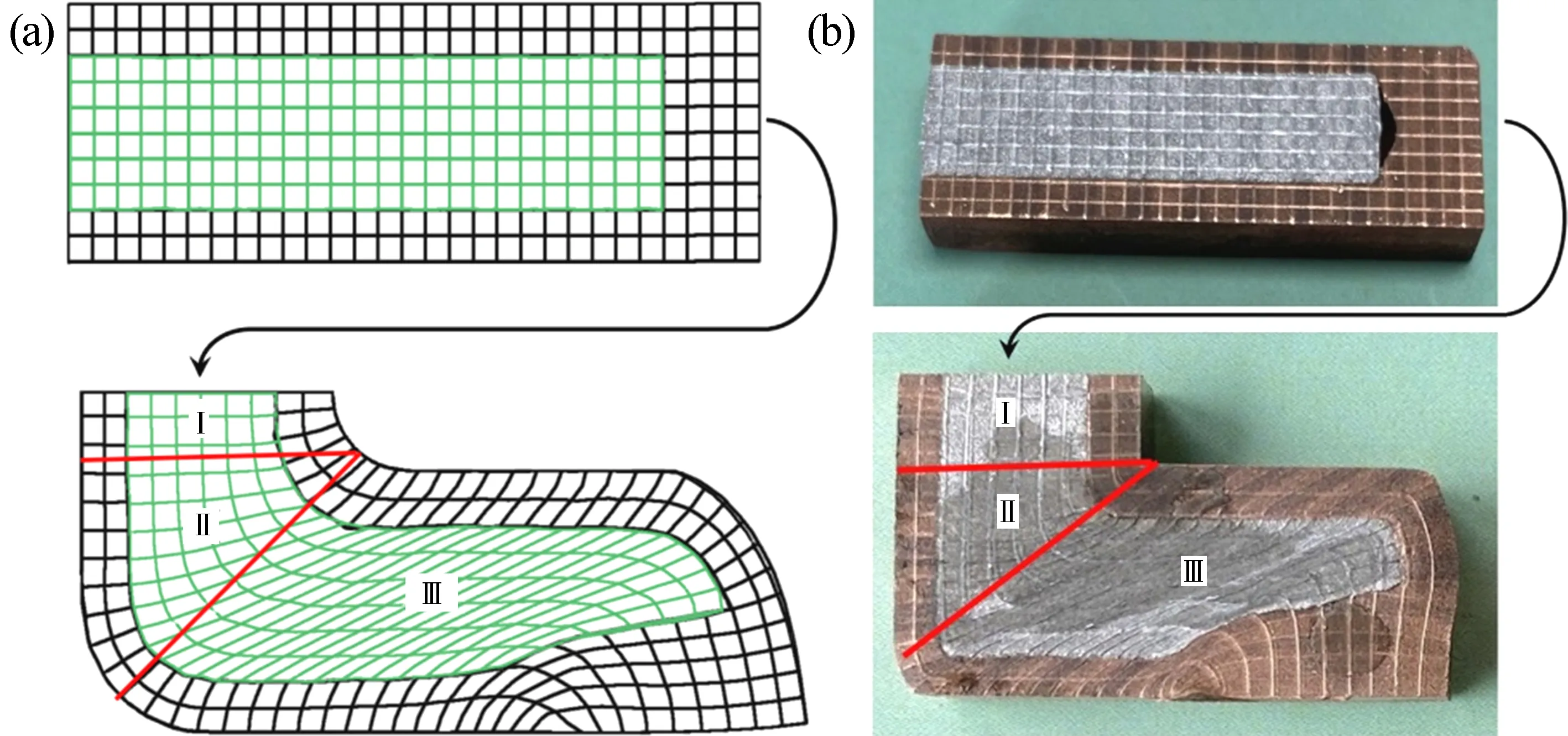
图2 ECAE变形过程中铜铝双金属内部网格变形(a)模拟网格;(b)物理网格Fig.2 Metal flow distribution of the Cu/Al bimetallic billet during ECAE process(a) simulated mesh; (b) physical grid
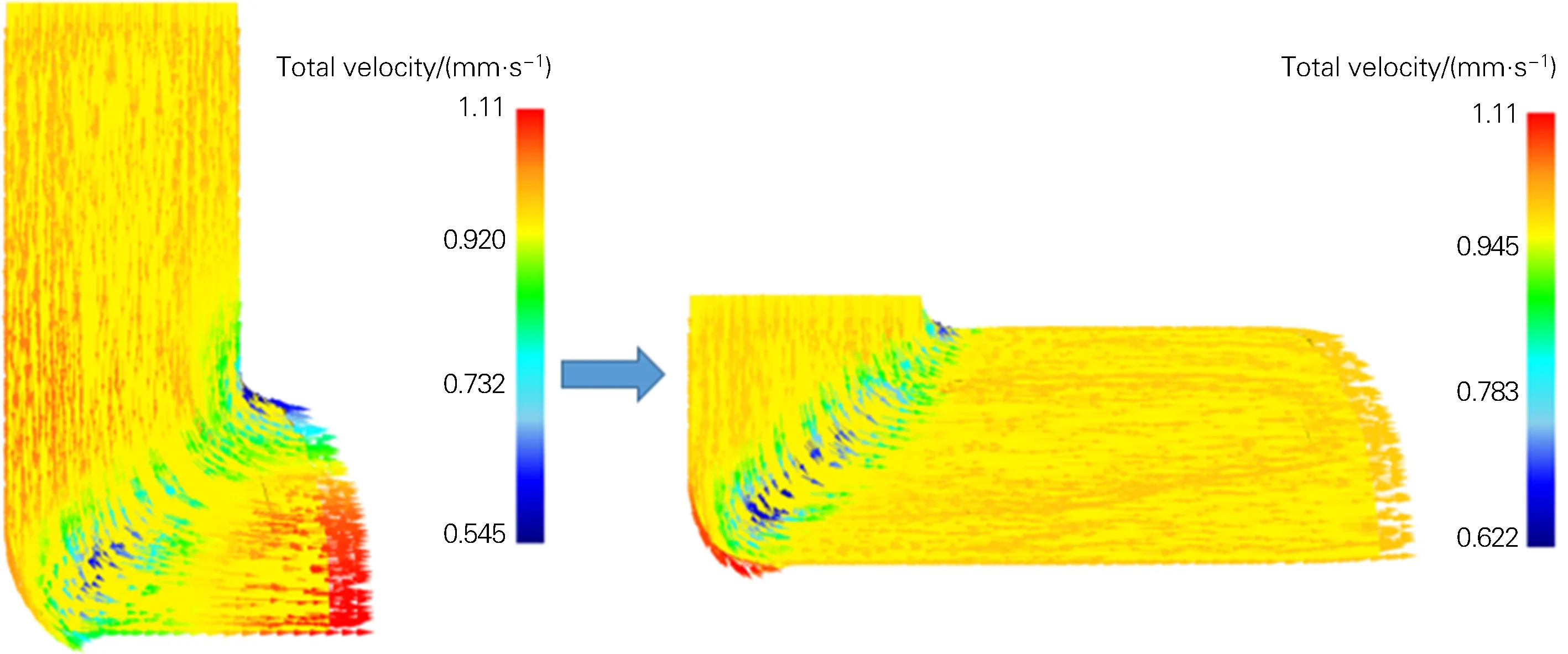
图3 ECAE变形过程中铜铝双金属内部金属流速Fig.3 Metal flow velocity of the Cu/Al bimetallic billet during ECAE process
同时可以发现,包覆材料网格变形量明显小于芯部材料。模拟网格变形区与实际铜铝复合材料物理网格变形区高度吻合,说明有限元模拟是可靠的。此时,由于外层包覆材料与模具通道内壁直接接触,受ECAE模具结构和摩擦等因素的影响,内外层金属流动速度出现了明显的差异,沿复合坯料高度方向金属流速自上而下呈梯度变化分布,越靠近模具内角处,金属流速越小,如图3所示。随着复合坯料不断被挤入出口通道,ECAE变形趋于稳定,内外层金属流速差异逐渐减小,坯料内部网格变形均匀程度得到了改善。同时,接触区金属连续、稳定、协调的塑性流动还使得铜铝双金属获得了良好的界面结合质量,宏观界面结合处未观察到间隙存在。
2.1.2 应力分析
图4为4道次ECAE变形过程中铜铝双金属复合坯料内部平均应力的分布规律。观察图4可以看出,复合坯料内部整体处于理想的三向压应力状态,静水压力较高,从而为铜铝双金属实现较大程度塑性变形,进而获得高质量的界面结合创造了有利条件。随着复合坯料依次通过模具转角不断被挤出,外层包覆纯铜靠近上表面的部分区域出现了拉应力,这也是ECAE变形最容易产生应力集中的地方。实际挤压时应合理控制挤压速度并进行充分润滑,以避免出现复合坯料发生表层开裂及界面断裂等缺陷。
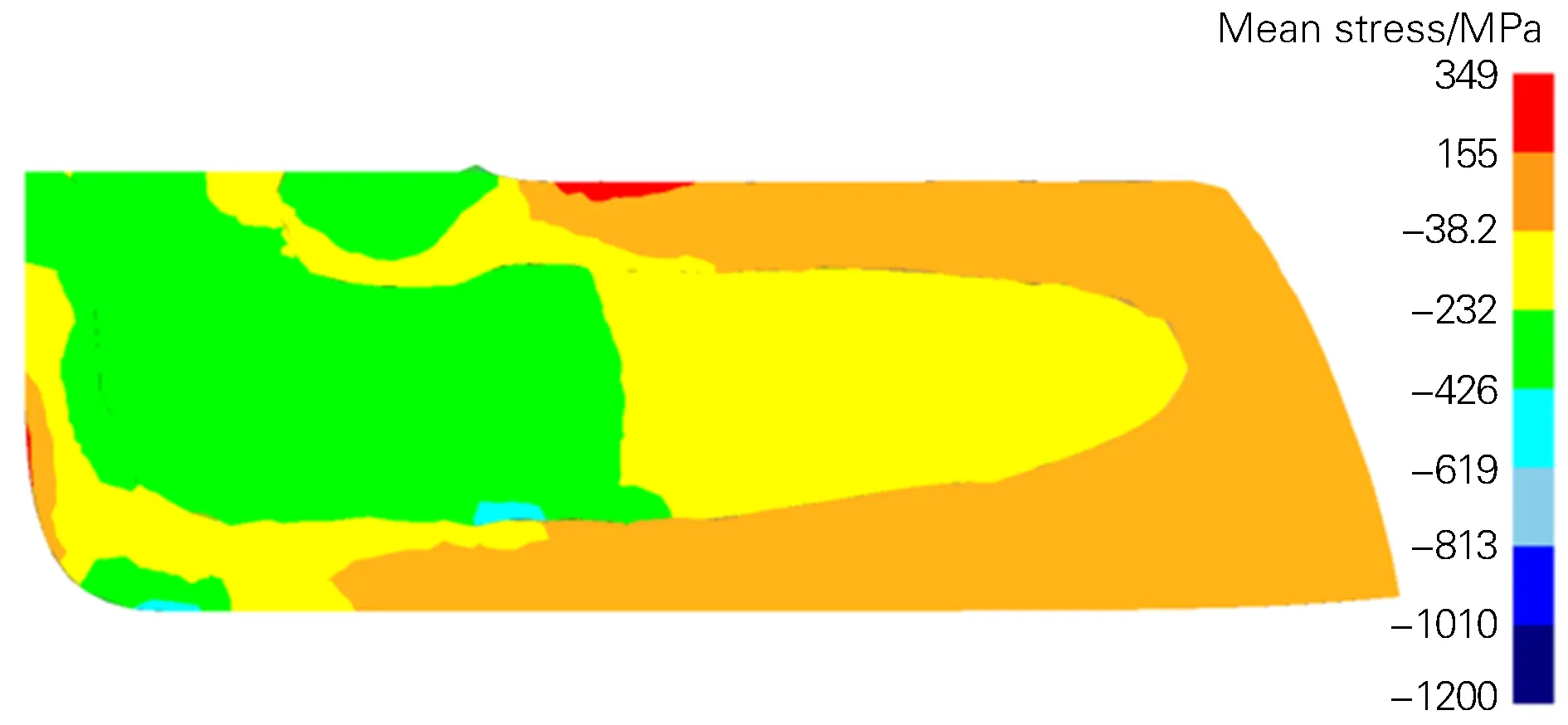
图4 铜铝双金属4道次ECAE变形坯料平均应力分布Fig.4 Mean strain distribution of the Cu/Al bimetallic billet after 4P-ECAE process
2.1.3 应变分析
图5为铜铝双金属复合坯料经4道次挤压后内部等效应变的分布变化规律。由图5(a)可知,受模具结构、摩擦阻力和坯料温升等因素影响,外层包覆纯铜的累积等效应变值要小于芯部纯铝。这与模拟网格、物理网格变形量分析结果相一致。除去复合坯料头部小变形和尾部畸变等小部分区域外,材料内部形成了一个较为均匀的大塑性应变区,呈近似平行四边形分布。沿复合坯料高度方向自上而下等距离(间距1 mm)依次选取9个跟踪点进行分析,结果如图5(b)所示。可以看出,ECAE工艺下内外层金属变形协调,呈现出相似的变化规律。随着变形道次的增加,铜铝复合坯料内部累积应变量不断增大,4道次变形后平均累积等效应变量约为4.49。由于ECAE工艺下BC路径(沿同一个方向旋转90°)连续4道挤压正好为一个循环,坯料在各个方向上均受到了剧烈剪切变形,有利于获得更大累积应变,但同时由于内外层材料变形难易程度不同,导致变形量随道次增加而变大。
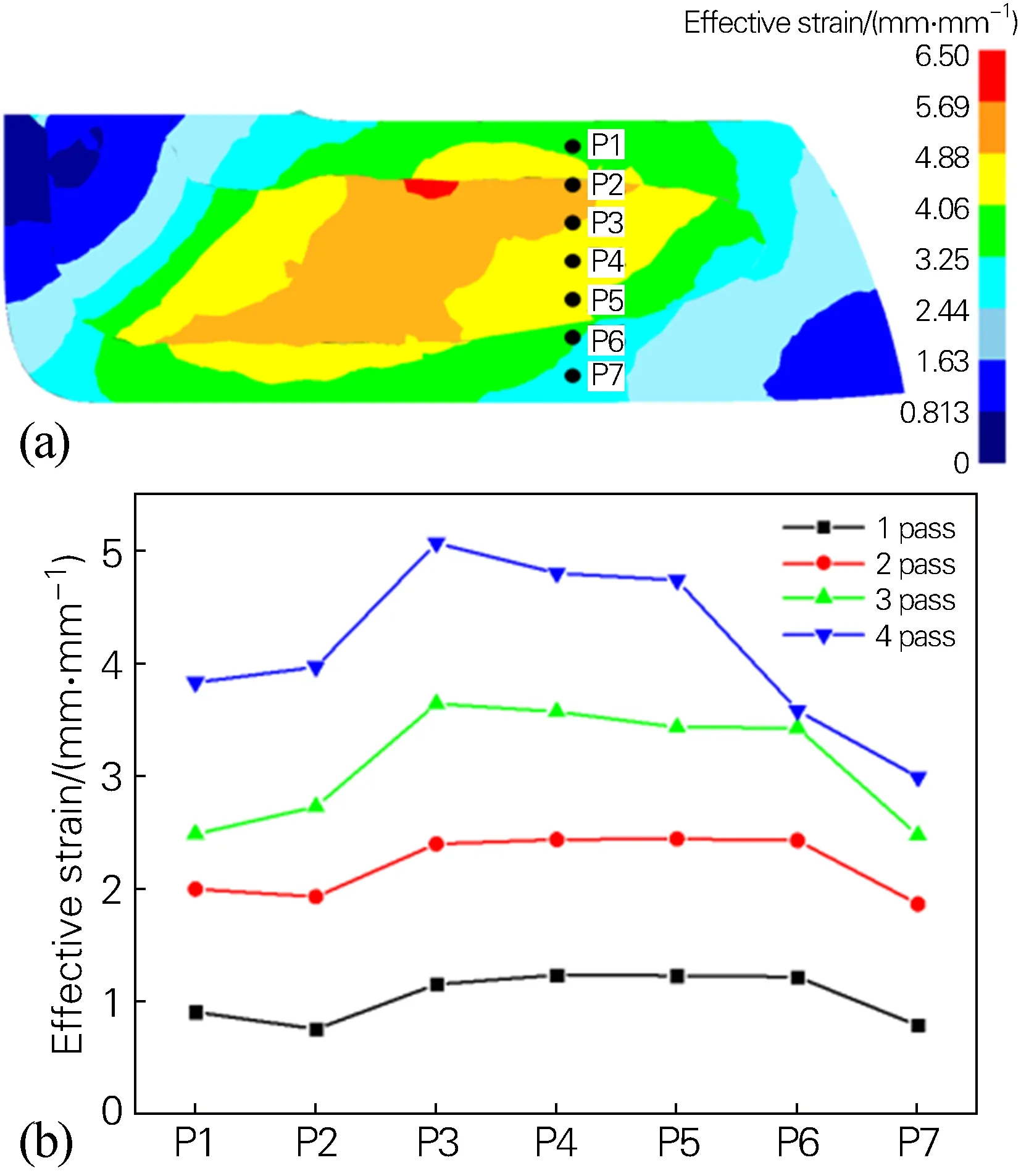
图5 4道次ECAE变形坯料内部等效应变(a)应变分布云图;(b)跟踪点应变变化Fig.5 Effective strain of the Cu/Al bimetallic billet after 4P-ECAE process(a) strain distribution; (b) strain variations of tracking points
2.2 试验结果分析
2.2.1 金属流动性
图6为不同道次下铜铝双金属ECAE挤压复合坯料宏观形貌图。从图6可以看出,铜铝双金属经ECAE挤压后复合坯料外形完整,表面光滑,未出现界面结合层断裂及表面损伤等缺陷。随着挤压道次的增加,内外层金属变形更加均匀协调。由于ECAE变形坯料存在“出口膨胀”现象,道次之间需要对坯料表面进行二次处理。因此,每道次变形后铜铝双金属复合坯料长度和包覆层厚度均略有减小。本试验条件下,铜铝双金属经4道次ECAE挤压获得了连续且完整的结合界面,在纯铝芯棒的外表面均匀复合了一层纯铜,包覆层厚度较为均匀,双金属界面无间隙存在,结合质量良好。
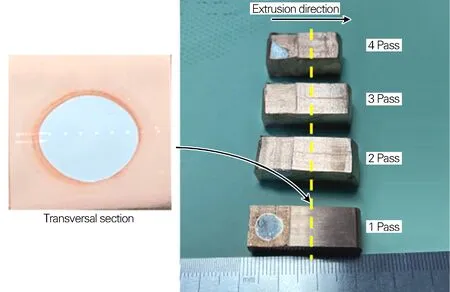
图6 铜铝双金属ECAE复合坯料宏观形貌图Fig.6 Macrograph of the Cu/Al bimetallic billets after ECAE process
2.2.2 挤压力分析
图7为不同道次下铜铝双金属ECAE挤压载荷-位移曲线,其中实线表示模拟值;虚线表示实测值。从图7可以看出,不同道次ECAE变形过程,挤压载荷的变化都可分为两个阶段:
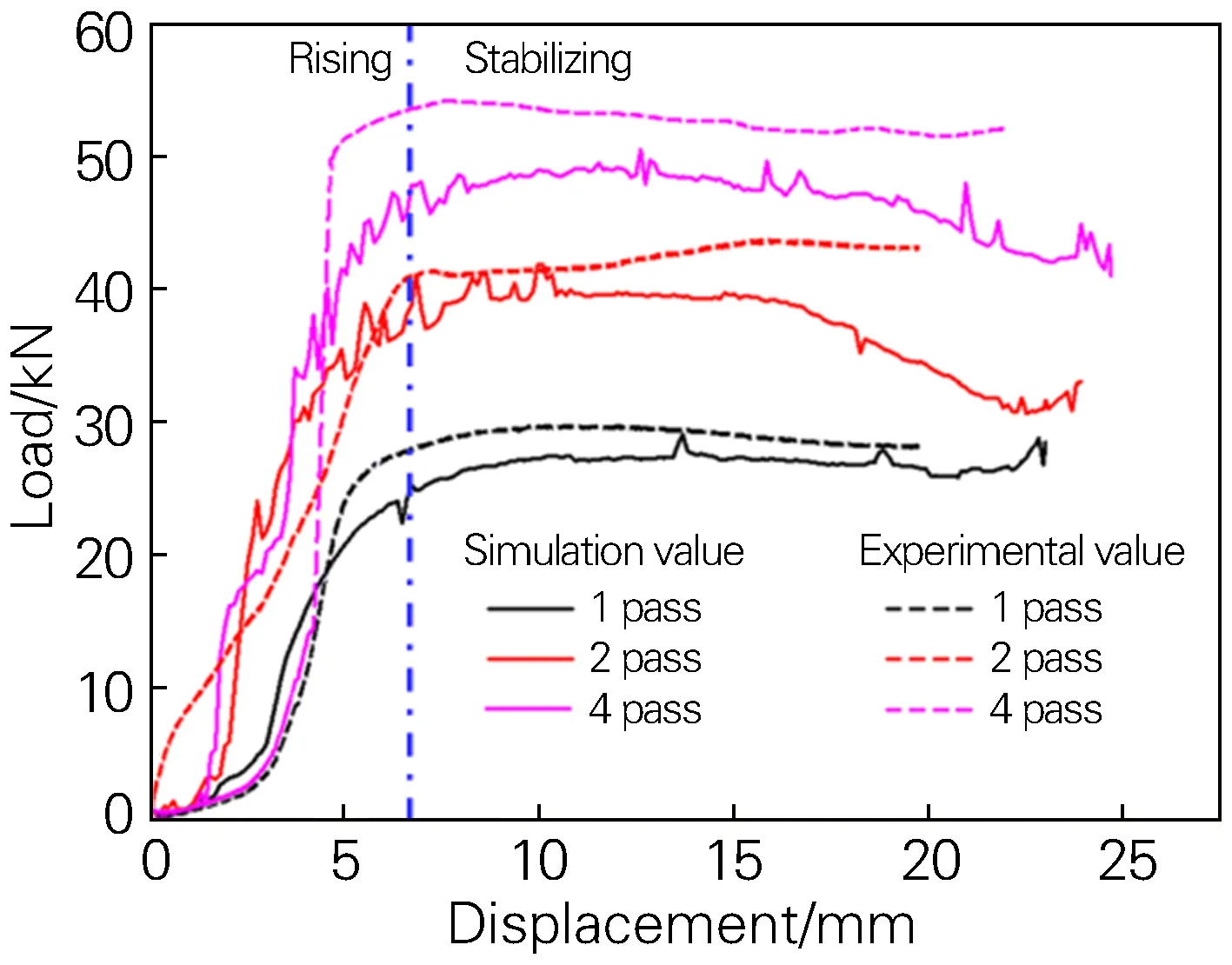
图7 铜铝双金属不同挤压道次ECAE变形过程载荷-位移曲线Fig.7 Load-displacement curves of the Cu/Al bimetallic biliet during different ECAE passes
1)载荷骤升(Rising):挤压初期,坯料在通道内向下运动,填充转角圆弧且轻微镦粗膨胀,短暂协调变形过程中,载荷有序增加。之后随着坯料与通道腔壁完全接触以及坯料头部发生转角剪切,载荷骤升以克服增大的变形难度。ECAE模具外角处圆弧设计,有效改善了坯料流动性,材料在转角处过渡平滑,与模具内壁实现紧密贴合,未出现挤压“死区”。
2)载荷稳定(Stabilizing):当坯料头部进入水平通道,此时变形协调且发生完全变形,无额外变形需求,载荷保持稳定。随着变形的深入,坯料整体连续、平稳地向前流动,不断被挤出,已变形区不断增大,未变形区不断减小,摩擦阻力逐渐降低,整体载荷表现为稳中有降。
同时,对比载荷模拟值与实测值,发现单道次载荷-行程曲线吻合度最高;2道次在载荷骤升和载荷稳定阶段的前期吻合度较高;4道次在峰值阶段略有差异。这是由于实际变形过程中,随着道次的增加,变形坯料内部组织的变化更加复杂,不确定变量更多,模拟精度略有下降。
2.2.3 显微硬度
图8为不同条件下铜铝双金属坯料横截面显微硬度变化情况,同时给出了不同道次下ECAE载荷峰值对比情况。从图8可以看出,随着挤压道次的增加,材料不断发生加工硬化,变形难度逐步增大,挤压载荷峰值不断增加,同时载荷峰值的模拟值与实测值大小接近,变化趋势完全一致。从坯料内部显微硬度值变化情况看,与载荷峰值变化趋势一致,坯料内部显微硬度随着道次增加不断增大。纯铜包覆层与纯铝芯棒由于初始硬度存在较大差异,每道次变形后坯料内部显微硬度差别仍较大。同时,由于两者材料内部晶体结构不同,塑性较好的纯铜材料内部发动剪切变形所需的滑移系更多,变形更加容易且剧烈变形累积效果更加理想。这就导致纯铜随每个道次的增加显微硬度不断攀升,而纯铝在单道次有较大显微硬度增幅后,后续道次增幅明显放缓。

图8 铜铝双金属不同挤压道次ECAE变形过程峰值载荷和均显微硬度Fig.8 Peak load and average microhardness of Cu/Al bimetallic billets during different ECAE passes
3 结论
1) 模拟网格与物理网格试验对比表明,ECAE工艺下铜铝双金属复合棒材内部存在3个变形区,未变形区(Ⅰ)、正在变形区(Ⅱ)和已变形区(Ⅲ)。复合坯料由不稳定变形逐渐过渡到均匀协调变形,完成剧烈剪切变形后,已变形区坯料网格受剪切被拉长呈近似平行四边形,整体变形量大且均匀。
2) 复合坯料内部处于理想的三向压应力状态,静水压力较高,界面处金属结合紧密。4道次ECAE挤压后,铜铝双金属复合坯料整体变形相对均匀,平均累积等效应变量为4.49。纵剖面应变追踪表明,芯部变形量明显大于包覆层材料。
3) 对铜铝双金属进行室温4道次ECAE挤压,获得了外形完整、表面光滑且无明显缺陷的复合棒材。载荷-位移曲线模拟值与试验值大小接近、趋势相同,表明有限元模型是可靠的。随着挤压道次的增加,载荷峰值不断增加,同时复合坯料内部显微硬度也不断升高。但包覆材料与芯部材料由于内部晶体结构、初始硬度等均存在较大差异,导致包覆材料硬度均值与硬度增幅均大于芯部纯铝。
