A286合金激光焊接接头的组织与高温持久性能
2023-10-23胡生双张兵宪张颖云颜家维欧阳德来
郑 超, 胡生双, 张兵宪, 张颖云, 颜家维, 欧阳德来
(1. 中航西安飞机工业集团股份有限公司, 陕西 西安 710089;2. 南昌航空大学 材料科学与工程学院, 江西 南昌 330063)
高温合金又称热强合金、耐热合金或超合金,是能在600~1100 ℃氧化和燃气腐蚀条件下承受复杂应力、长期可靠工作的一类金属材料[1-2]。高温合金大体上可分为固溶强化型和沉淀硬化型两种,其中A286合金是目前使用最广泛的一类铁基沉淀硬化型高温合金[3-5]。A286合金(AISI 600)是Fe-26Ni-15Cr基高温合金,主要通过加入Mo、Ti、Al、V及微量B,时效析出γ相Ni3(Al,Ti)、碳化物M23C6及HCP结构相(Ni3Ti相)进行强化[6-8]。由于其在650 ℃左右具有较高的屈服强度和持久强度,并具有良好的加工塑性和焊接性,被广泛用于制造在650 ℃以下长期工作的航空发动机高温承力部件,如涡轮盘、压力机盘、转子叶片和紧固件等[9-11]。尽管目前已对A286合金组织演变及性能进行了大量研究,但对A286合金激光焊接接头组织及性能,尤其是激光焊接对接头高温持久性能的影响的研究非常少。
为此,本文对A286合金进行激光焊接和后续固溶时效处理,对比研究了焊接及固溶时效对合金高温持久性能和组织的影响,以期为A286合金激光焊接在航空飞行器上的工程应用提供理论支撑和技术支持。
1 试验材料与方法
试验用A286合金为采用真空感应+真空自耗工艺冶炼,经开坯、冷轧工艺,再经982 ℃真空炉固溶制成厚度0.635 mm的薄板,其化学成分如表1所示。将A286合金薄板按某参数进行激光焊接,并将焊接件进行982 ℃×30 min固溶和718 ℃×16 h时效处理。高温持久性能测试按GB/T 2039—2012《金属材料 单轴拉伸蠕变试验方法》,在RJ-50型高温持久拉伸设备上进行,试样形状尺寸如图1所示。根据实际工况,A286合金典型工作温度为500 ℃,故选取500 ℃作为持久性能测试温度。根据测试情况在每个应力水平下测试1~2个试样,且逐渐降低应力水平。采用XJP-6A光学显微系统进行显微组织分析,采用Hitachi S4300扫描电镜进行高温持久断口形貌观察与分析。
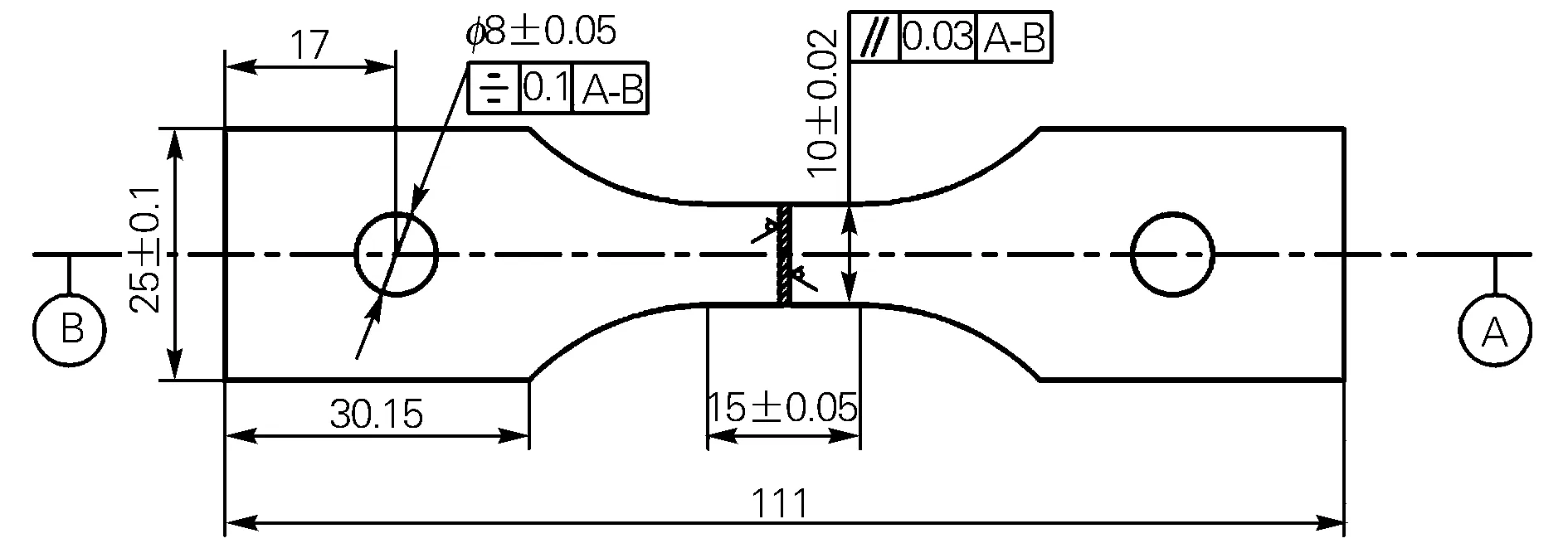
图1 高温持久试样示意图Fig.1 Schematic diagram of high temperature lasting specimen

表1 A286合金的化学成分(质量分数,%)
2 试验结果与讨论
2.1 高温持久拉伸性能
A286合金母材、激光焊接及激光焊接+固溶时效件在500 ℃时持久性能测试结果如表2所示。从表2可以看出,母材在加载温度为500 ℃、加载应力为500~580 MPa时,加载断裂时间均能超过1000 h。加载应力超过580 MPa后,在相同加载应力级差下表现为未断停止及加载断裂两种极端情况。整体来看,母材在500 ℃时未呈现出明显的持久蠕变现象。激光焊接件在高加载应力(≥475 MPa)时直接在加载过程中断裂,而且断后伸长率明显降低。说明激光焊接弱化焊接接头,降低了合金500 ℃高温持久性能。焊接件经固溶+时效后,加载应力<670 MPa时,加载断裂时间超过1000 h。即使加载应力为700~800 MPa时,合金也不会加载断裂,具有一定的持久寿命,这说明固溶时效可提升激光焊接接头500 ℃高温持久性能。

表2 A286合金焊接接头500 ℃高温持久性能
为了更加清楚地显示出持久性能的变化情况,根据表2数据绘制加载应力与持久寿命的关系图,如图2所示。从图2可以看出,在500 ℃环境下激光焊接+固溶时效件的持久性能最好,而激光焊接件的持久性能最差,即激光焊接+固溶时效>母材>激光焊接。这是因为焊接接头往往存在组织不均匀、偏析及残余应力等缺陷,持久拉伸时裂纹易在缺陷处萌生和扩展,导致高温持久性能最差。而固溶时效可消除焊接接头的偏析和残余应力,使组织更加均匀,提升合金的高温持久性能,因而高温持久性能最好。

图2 A286合金焊接接头500 ℃高温持久性能Table 2 High temperature durability at 500 ℃ of the A286 alloy weld joint
2.2 断口微观形貌
图3为不同加载应力下A286合金母材、激光焊接件及激光焊接+固溶时效件500 ℃持久断裂的微观断口形貌。由图3(a, d)可见,母材500 ℃持久断裂的微观断口上,裂纹源区存在较深的大韧窝和部分小韧窝,表现出一定塑性。而瞬断区的韧窝数量较少,尺寸较浅,存在部分拉伸韧窝。由图3(b, e)可见,激光焊接件500 ℃持久断裂微观断口上,不管是裂纹源区还是瞬断区的韧窝尺寸均较小、深度较浅,甚至在裂源区和瞬断区还可观察到少量的解理面。韧窝浅和解理面的微观形貌特征均显示出激光焊接件塑性较差,因而与母材相比,激光焊接件的断裂持久时间少和伸长率更低。由图3(c, f)可见,激光焊接+固溶时效件500 ℃持久断裂的微观断口上,裂纹源区和瞬断区均可观察到大量韧窝,韧窝均匀细小,表现出较好的塑韧性。断裂机制为典型的微孔聚集型断裂。
2.3 焊接接头的微观组织
图4为A286合金母材500 ℃持久拉伸后的微观组织。由图4可见,在加载应力为570 MPa时,持久拉伸后合金晶粒形貌为近似等轴状,未出现晶粒明显拉长现象,说明母材在该条件下未发生明显的持久蠕变。此外,在高温持久拉伸后的组织中也未观察到析出物,说明合金母材组织在高温下较稳定。

图4 加载应力为570 MPa时A286合金母材500 ℃高温持久后的微观组织Fig.4 Microstructure of the base metal of A286 alloy after 500 ℃ high temperature lasting under the stress of 570 MPa
图5为激光焊接件和激光焊接+固溶时效件500 ℃持久拉伸后的微观组织。由图5(a~c)可见,在加载应力为465 MPa时,激光焊接件的焊缝和热影响区的微观组织与母材存在明显差别。焊缝组织为明显的枝晶组织,还弥散分布着大量细小的析出相,这是合金高温力学性能较为薄弱的区域,引起高温持久性能降低。热影响区组织与焊缝组织明显不同,为等轴晶。尽管母材组织也为等轴晶,但热影响区晶粒尺寸大于母材,说明热影响区在焊接过程中已发生了再结晶和晶粒长大。此外,焊缝与热影响区的过渡区非常窄,因而也是热影响区高温持久性能薄弱区域。因此,焊接件高温持久性能低于母材是由于焊接接头和热影响区微观组织较差导致的。由图5(d~f)可见,在加载应力为670 MPa时,激光焊接+固溶时效件的焊缝组织仍为枝晶组织,但与焊接件相比,枝晶更均匀、细小。固溶时效处理对焊缝的影响主要为降低偏析、消除残余应力等微观缺陷。热影响区在固溶处理后发生晶粒长大,但焊缝与热影响区的过渡区变宽。激光焊接+固溶时效件比激光焊接件具有更好的持久性能是与固溶时效改善了焊缝和热影响区组织有关。

图5 A286合金焊接接头500 ℃高温持久后焊缝(a, d)、热影响区(b, e)和母材(c, f)的显微组织(a~c)激光焊接, 465 MPa;(d~f)激光焊接+固溶时效, 670 MPaFig.5 Miorostructure of the weld zone(a,d), heat affected zone(b,e) and base metal(c,f) of the A286 alloy weld joint after 500 ℃ high temperature lasting (a-c) laser welding, 465 MPa; (d-f) laser welding+solution treatment and aging, 670 MPa
综上所述,从提高A286合金激光焊接件高温持久性能考虑,激光焊接后应进行固溶时效处理,改善焊接接头组织。
3 结论
1) 激光焊接弱化A286合金焊接接头,持久性能比母材低,固溶时效能有效提升激光焊接接头500 ℃时的持久性能,在500 ℃高温持久性能的高低顺序为激光焊接+固溶时效>母材>激光焊接。
2) A286合金焊接接头500 ℃高温持久时,母材微观断口存在大量较深韧窝,表现出一定塑性,激光焊接件的韧窝浅,且存在解理刻面,呈现出解理断裂特征,而激光焊接+固溶时效件的韧窝均匀细小,呈现微孔聚集型断裂特征。
3) A286合金母材、激光焊接件及激光焊接+固溶时效件在500 ℃持久拉伸后未出现晶粒明显拉长和明显持久蠕变。
4) A286合金激光焊接件的焊缝组织呈明显枝晶组织,热影响区组织为等轴晶,焊缝与热影响区的过渡区窄,使焊缝和热影响区成为持久性能薄弱区域。固溶时效处理降低偏析、消除残余应力等微观缺陷,使焊缝与热影响区的过渡区变宽,是提高持久性能的主要原因。
5) 从提高激光焊接件高温持久性能考虑,激光焊接后应进行固溶时效处理,改善焊接接头组织。
