壳牌气化炉长周期运行探索
2023-10-21叶成亮
叶成亮
(云南大为制氨有限公司,云南 沾益 655338)
云南大为制氨有限公司 50万t/a 合成氨装置,引进并集成了国际领先的生产工艺、设备和控制技术。合成原料气化采用壳牌粉煤气化工艺技术,空分采用德国林德工艺技术,酸性气体脱除和气体精制采用德国林德公司低温甲醇和液氮洗工艺技术,氨合成工艺采用丹麦托普索公司 18 MPa 低压合成专利技术。
1 项目提出的背景
Shell粉煤加压气化技术是当今最先进的煤气化技术之一,煤种适应范围广,可利用本地的褐煤、烟煤、次烟煤,碳转化率达99%,冷煤气效率达80%~83%。另外,14%~16%能量副产蒸汽,煤的总能量(包括回收蒸汽)利用率达95%以上。采用Shell粉煤加压气化代替现有常压造气,吨氨能耗可显著降低,生产成本大幅度下降。
公司于2004年成功引进了一套投煤量2700t/d的Shell气化炉,2008年5月正式投产。在近3年的使用过程中,由于壳牌煤气化装置设备结构复杂,工艺联锁控制系统繁多以及我公司原料煤质量不稳定等问题,致使该煤气化装置运行不正常,未实现长周期、高负荷稳定运行。
2 装置长周期运行技术难点
1)烧嘴罩频繁漏水,严重制约装置长周期运行
气化炉由承压壳体、换热内件、煤烧嘴、开工、点火烧嘴、振打器、恒力吊、各支吊架及各种仪表等构成。4个煤烧嘴自炉外延伸至水冷壁与承压壳体之间,烧嘴与壳体之间通过烧嘴罩衔接。烧嘴罩形状为圆锥形,由7~8圈冷却水管环绕组成,中压循环水系统经过分布总管,将锅炉给水节流分布进每一圈环管。其作用是给煤烧嘴提供一个通道,保护烧嘴,防止渣流到烧嘴上,影响煤烧嘴的正常运行,同时,在煤烧嘴周围进行换热以降低烧嘴周围的温度。在装置前期运行过程中,由于工艺、设备、仪表、煤质等原因,烧嘴罩频繁损坏,产生漏水而影响装置的正常运行,如图1所示。

图1 烧嘴罩损坏状况
2)SGC反吹效果不好,“十字架”积灰严重,影响装置负荷及运行周期
Shell煤气化气化炉蒸发器的“十字”支撑上方装有一个吹灰器,以防止或至少降低飞灰在十字支撑上的沉积。飞灰吹除器分成4段,按照吹扫程序用高流速氮气同时进行吹扫。在非吹扫模式下,吹灰器被供入一小股恒定的热高压氮气流,以保持吹扫孔不被堵塞。“十字”吹灰系统采用水冷夹套管。该吹灰系统吹灰孔垂直向上,在运行过程中,仅能够完成吹灰孔上部灰的有效清除,无法清除吹灰孔四周的积灰。这样,造成反吹管上积灰,导致整个“十字”支撑上方被灰堵满,引起停车。如图2所示。

图2 十字吊架积灰状况
3)煤粉计量不精确,四条煤线计量偏差过大
Shell气化采用N2或者CO2进行煤粉输送,煤粉计量由速度计及密度计完成计量。由于煤粉粒度、输送介质、速度计、密度计本身等因数影响,煤粉计量偏差较大,导致4条煤线送入气化炉内煤量偏差很大,有的已经达到近20%的偏差。煤量偏差过大会导致烧嘴罩损坏、烧嘴损坏、气化炉炉壁烧坏及气化炉垮渣、渣系统堵等风险,最终引起气化炉停车。
4)煤质特性偏差过大,部分煤不适合气化炉使用
长期以来,只认为Shell气化炉使用煤种范围较宽(从褐煤到烟煤,再到无烟煤),但不知道煤灰的组分、灰分、灰熔点对气化炉的稳定运行影响巨大,因此,在采购煤、堆存煤的过程中,没有统一规划,这也是造成装置堵渣、设备损坏的关键原因。
3 技术改进措施
3.1 入炉煤粉选择
在煤质上有几方面会造成烧嘴罩的损坏:
1)煤灰熔点,包括煤在添加石灰石过程中的不均匀。
2)煤的操作窗口过窄。
3)煤的灰分过高。
3.1.1 煤灰熔点影响及处理措施
Shell粉煤气化炉操作温度要求比气化使用煤种灰熔点高100~150 ℃。据经验得知,最佳气化使用煤种的灰熔点在1250~1350 ℃。如果灰熔点太低,容易导致气化炉碳转化率偏低,同时气化炉膜式水冷壁上还无法实现正常挂渣,气化炉膜式水冷壁无法实现“以渣抗渣”,导致水冷壁列管损坏,影响气化炉的安全平稳长周期运行[1];如果灰熔点太高,超出Shell粉煤气化的最高允许温度,则需通过添加助熔剂石灰石将气化煤种灰熔点降至合适范围,否则将引起气化炉高温运行[2]。SGC激冷气量不够,仅能低负荷运行,同时,还有因激冷后温度过高,导致SGC集灰堵塞的风险。加进助熔剂石灰石后,就会增加入炉煤的灰分,导致气化炉内炉膛渣层增厚,漫入烧嘴罩,形成渣帘,损坏烧嘴罩。另外,即使使用煤种的灰熔点满足气化运行要求,当波动大于 50 ℃ 时,这样的煤种在使用过程中,也会导致气化炉炉膛内的流动渣层频繁变化,在基本相同的炉内温度下,灰熔点突然降低时,炉内水冷壁上的流动渣层流动突然变得相当好,大量流下,容易在烧嘴罩处挂帘损坏烧嘴罩,还容易引起中上部水冷壁上固定渣层脱离水冷壁引起垮渣危险;灰熔点突然升高时,水冷壁上固定渣层增厚,流动渣层很容易流进烧嘴罩引起烧嘴罩挂帘损坏,还会引起气化炉运行温度提高,引起SGC堵塞。
助溶剂石灰石的具体添加量一般通过三元相图来确定。入炉煤粉灰组分中酸、碱组分比例直接影响煤的灰熔点,通过添加石灰石,改变酸、碱组分比例,达到降低煤的灰熔点的目的。图3为公司通过混配后的某种煤种三元相图。
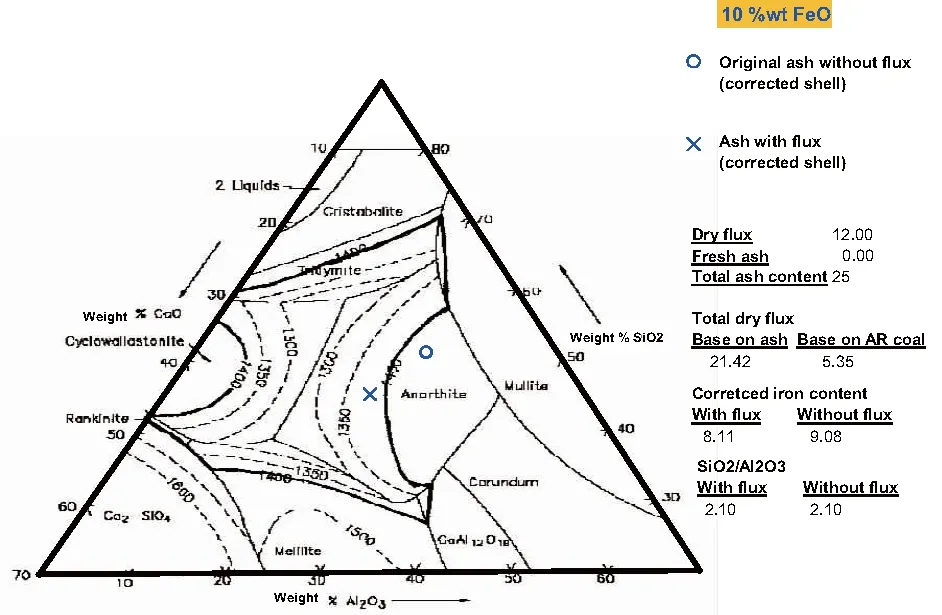
图3 混配后的某种再用煤种三元相图
从图3看出,可以通过添加助熔剂来降低灰熔点,使煤满足气化炉灰熔点的要求。满足气化炉在运行过程中,炉膛内有一定的渣层,实现Shell气化炉以渣抗渣的要求。
通过三元相图也可以发现,石灰石的添加量严重影响着煤的灰熔点,因此,必须保证:一是来煤的灰熔点稳定,波动必须稳定在 50 ℃ 范围内,这样,才能保证入炉煤粉的稳定。按照矿点、煤层进行采购原煤,同时,对到现场原煤按照灰熔点进行分堆。二是磨煤单元石灰石添加系统的不稳定导致入炉煤粉灰熔点的波动,为此,对石灰石计量系统进行全面检查,对影响计量相关设施全面整改,石灰石输送管道进行全面疏通。同时,利用现有变频螺旋输送机对石灰石加入量进行标定,实现不同负荷对石灰石的添加量,最终细化为变频螺旋输送机变频值。这样,有效的避免了石灰石添加量引起的灰熔点波动。实施后灰熔点情况见图4所示。
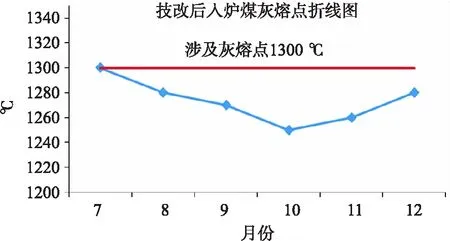
图4 煤灰熔点情况
3.1.2 操作窗口影响及处理措施
渣层的流动主要与熔融态的渣的特性有关。据Shell相关经验,要求渣的运动黏度在 2 Pa·s~25 Pa·s 之间。影响炉渣黏温特性的主要因素还是灰渣的组成,即组成灰渣的矿物质成分决定了炉渣的黏温特性[2]。灰渣中主要矿物质成分有:SiO2、Al2O3、Fe2O3、CaO、MgO、K2O、Na2O、TiO2、SO3等。实验表明,二氧化硅是影响灰渣黏度的主要因素,高硅煤黏度就高;三氧化二铝对灰渣黏度的影响不大,在同一温度下,灰渣中三氧化二铁含量越高,灰渣的黏度就越低,以此类推,在同一温度下,碱金属及碱土金属的含量越高,灰渣的黏度也就越低[2]。图5为公司某种煤种的黏温曲线。
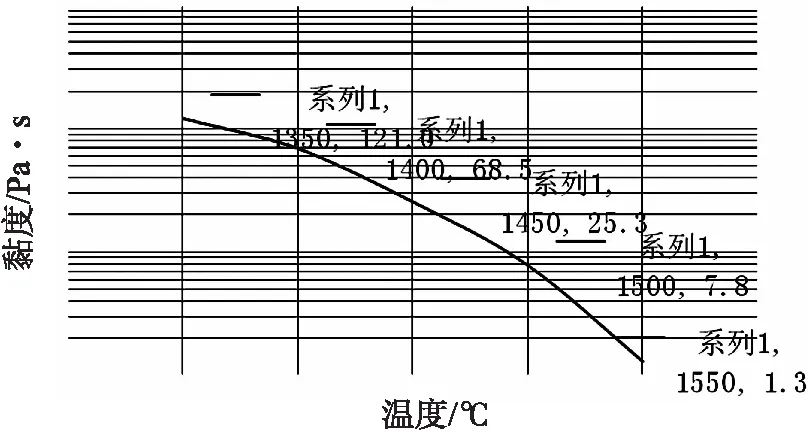
图5 某种煤种的黏温曲线
由于Shell气化炉的自身特点,煤在气化炉内反应较快。气化炉内温度变化很快,由于在运行过程中操作、仪表计量等原因,可能导致气化炉内温度波动,从而引起气化炉内渣流动特性的改变。因此,严格规定每种使用煤必须有 100 ℃ 以上的操作窗口,这样才能满足操作需求,从图5看出,该煤种的操作窗口有近 100 ℃,适合气化炉操作运行要求。在2012年下半年,公司对周边可能使用的煤种进行逐一取样分析,编制出属于大为制氨有限公司的煤种库,选择出适合公司使用煤种,杜绝不适合气化炉运行的煤种进场。
3.1.3 入炉煤灰分影响及处理措施
Shell粉煤气化工艺的重要原理之一就是“以渣抗渣”。所谓“以渣抗渣”是指利用熔融炉渣在气化炉膜式水冷壁上形成一层动态渣层,来保护气化炉內件及耐火材料,防止其承受高温热冲击及高速合成气流的冲刷磨蚀。动态渣层还能有效维持气化炉温度,减少热损,从而对降低气化炉氧耗、煤耗,提高气化炉冷煤气效率有很大帮助。实践证明,对于液态排渣型Shell粉煤气化炉,煤中灰分在12%~25%范围内最佳[2]。
只有煤中灰分含量合适,才能在气化炉膜式水冷壁上形成良好渣层。如果煤中灰分太低,就无法在气化炉膜式水冷壁上形成保护渣层,或形成渣层太薄,达不到保护气化炉内件效果;如果煤中灰分太高,气化煤耗、氧耗越高,气化炉及灰渣处理系统负担也就越重,严重时会影响气化炉的正常运行,最关键是会导致渣层过厚,渣流进烧嘴罩中,引起烧嘴罩损坏[3]。截至目前为止,公司来煤灰分均很高,特别是在公司内部煤矿采用机采后,煤的灰分很不均匀,灰分最高可以达到40%以上,最低也在28%以上。对来煤进行逐一分析,要求气化分厂在煤场上按照灰熔点及灰分高低进行分堆后,灰熔点相近(50 ℃ 以内)的煤种就近堆,灰分不同相差在5%以上的就进行分开堆存。使用的时候,现选择使用煤灰熔点范围,将该灰熔点范围内的不同灰分的煤取样分析,按照分析结果进行混配,将煤的灰分控制在某个指标范围以内。同时,混配要求尽可能均匀,如来煤灰分波动较大,需要在煤场利用配煤装置才能基本实现混配均匀的。一律在煤场进行混配,混配后煤的灰分还超过运行指标时,就要求在磨煤单元混配石油焦,从而降低灰分,使入炉煤粉灰分在指标范围内,避免因灰分波动或者灰分高导致的烧嘴罩损坏。图6为实施上述对策后,公司入炉煤粉灰分情况。
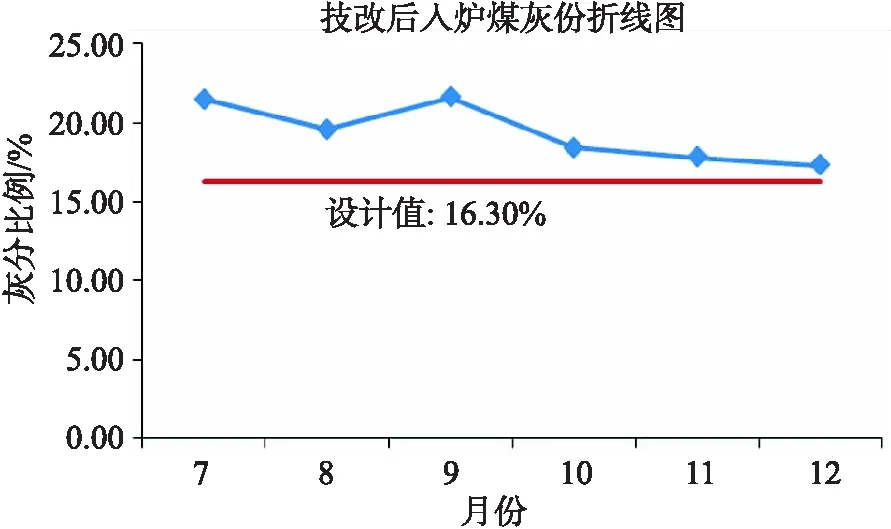
图6 技改后入炉煤粉情况
3.1.4 入炉煤粉粒度及清洁度的控制
Shell气化是通过对煤粉密度及速度的测量来计算进入气化炉中每条煤线的煤量,要求煤粉粒度5~90 μm 的占80%以上。只有满足这样的粒度要求,煤线上的密度计才相对准确。如果煤的可磨指数越高,煤越好磨,煤的粒度可能会因为磨煤单元调整不及时导致变细。这样引起煤粉测量偏低,气化反应不完全,反应不完的碳进入渣中,影响渣层特性。查阅相关文献可以知道,在还原性气氛下,初始含有1%左右的碳会使煤软化温度提高 80 ℃ 左右,但随着碳含量再增加,对提高煤的软化温度影响减小[4]。含碳在3%~8%时,对煤灰渣的熔融性影响不大;当含碳量到达15%左右时,灰渣的各个特性温度有随着含碳量增加而提高的趋势。碳在灰渣中作用是:抑制SiO2的玻璃态化[4],造成局部的还原性气氛来影响灰熔点,总体来说会使灰熔点有所提高。这样,引起渣进入烧嘴罩引起烧嘴罩的损坏。如果煤的可磨指数越低,导致煤粉变粗,密度测量虚高;O2/C比高,过氧导致烧嘴罩损坏。同时,即使炉温可以得到有效控制,但是由于煤粉在气化炉内停留时间过短,导致大量未反应碳进入熔融渣中,引起渣温特性变化,导致设备损坏。通过对入炉煤粉粒度的控制,有效降低灰、渣中的残碳,提高煤粉的利用率,同时,也避免了烧嘴罩的损坏。
煤粉的清洁对煤线的稳定也很重要,而公司的来煤主要通过汽车运输,也有火车运输的,在运输过程中,难免会混入少许纤维。这些纤维会随着煤一同进行系统中,当它们进入到咽喉部位(角阀)处,有很大可能造成角阀突然堵塞,引起烧嘴跳,回火烧坏烧嘴罩。加强对上煤系统筛网的清理,同时,对磨煤单元的原纤维分离器进行改造,有效的避免纤维等杂物带进煤粉角阀,这样可避免烧嘴跳停。
3.1.5 “十字”吹灰器堵塞措施
在蒸发器的十字支撑上方装有一个吹灰器,以防止或至少降低飞灰在十字支撑上的沉积。飞灰吹除器分成4段,每一段都有专门的热高压氮气供应管线。这4段按照吹扫程序用高流速同时被吹扫。在非吹扫模式下,吹灰器被供入一小股恒定的热高压氮气流以保持锐孔不被堵塞。原吹灰器为铁素体材料制成的水冷式夹套管结构,由水冷换热从而抵抗高温。吹灰器作为中压水汽系统的组成部分有自己的给排管与容器外的管道工程相接。
改造后,吹灰器整体取消水冷夹套结构,简化加工、安装和维修难度。选择能承受高温及耐腐蚀的镍基合金825材料。十字吊架吹灰器(水平吹扫)和盖板吹灰器(四周及向下吹扫)同时吹扫,清理整个吊臂长度的积灰,盖板及膜式壁周围不会积灰。通过先进的水平吹扫,更有效地清理十字吊架及盖板上的积灰,不会形成堵塞。
4 技术攻关后装置运行情况
通过技改,2022年公司生产装置连续运行225天,各种消耗降低,整个装置产能达到提高。装置没有再因为烧嘴罩烧穿、“十字架”堵灰等原因被迫停车过,说明处理措施是有效的。