WRC-KS82型涡流纺用胶辊的研发与应用
2023-10-17安建江曹恒坤
安建江 ,沈 绒,邵 焕,曹恒坤
(1.无锡二橡胶股份有限公司,江苏 无锡 214192;2.苏州普路通纺织科技有限公司,江苏 苏州 215200)
0 引言
涡流纺技术是一种新型纺纱技术,与传统环锭纺技术相比,具有诸多优点:① 纺纱速度快、产量高;②自动化程度高、工艺流程短、占地面积小;③ 纺纱产品耐磨性好、毛羽少;④ 操作简单、维护方便等。此外,涡流纺技术能有效缓解当前纺织企业用地紧张、用工难及能耗高等问题,深受纺织企业青睐,市场占有率日益提高[1-2]。近十多年来,涡流纺技术快速发展,纺纱速度不断提高,纺纱品种持续增加。胶辊作为关键牵伸器材,其性能对纺纱质量影响较大,而目前的涡流纺用胶辊普遍存在回磨周期偏短导致消耗增加、效率降低等问题[3]。因此,研发涡流纺用胶辊以满足企业需求迫在眉睫。
1 涡流纺用胶辊技术研发关键
为适应涡流纺设备智能化、高速化,纺纱工序高效化,适纺品种多样化的需求,涡流纺用胶辊开发设计技术关键如下。
1.1 涡流纺纺纱工艺基本要求
涡流纺纺纱工艺的基本要求:① 纺纱速度达450 m/min~550 m/min,约为环锭纺纺纱速度的25~30倍,约为转杯纺纺纱速度的3~5倍;② 总牵伸倍数达200~300,约为环锭纺总牵伸倍数的5~6倍;③ 涡流纺纺纱时,牵伸胶辊温度达60 ℃~90 ℃。
1.2 涡流纺用胶辊技术研发要点
涡流纺用胶辊技术研发要点为考虑以下因素对成纱质量、胶辊使用周期的影响:① 涡流纺用胶辊的状态,如表面粗糙度、摩擦握持力、抗污性、耐热性;② 涡流纺用胶辊的硬度、直径、凸台工作宽度、偏心率等参数;③ 涡流纺用胶辊混炼胶的抗压缩永久变形性、抗热老化性、抗静电性、耐介质性。
综上所述,涡流纺用胶辊在超大牵伸、高速、高温纺纱条件下,应在满足差别化纤维纺纱质量要求的同时,具备更强的抗绕性、适纺性和更长的使用寿命。其所用胶料必须具备优异的耐热性、耐介质性,在使用温度下的抗拉强度、抗撕裂强度要好,耐磨损失率和压缩变形率要低。
2 涡流纺用胶辊性能创新要点
2.1 耐紫外光性、抗热老化性
橡胶体工作中产生的热量与工作速度、受压力以及摩擦量有关。在高速、超大牵伸条件下,工作温度增加,单位时间内胶辊形变量增大,橡胶分子键易因不断快速蠕变而僵硬老化。因此,应提升胶辊的耐紫外光性和抗热老化性。
2.2 耐撕裂性、抗压缩永久变形性
高速、超大牵伸倍数条件下,单位时间内须条的牵伸速率增大,纤维通过胶辊的次数增加,胶体受到的剪切力和剥离力增大。因此,应提升胶辊的耐撕裂性、抗压缩永久变形性。
2.3 耐介质性、抗静电性
对于差别化纤维、品种多样化的纺纱工艺,胶辊在高温、超大牵伸倍数条件下产生摩擦、静电量增大,加之受压牵伸摩擦发热,加快了胶辊导纱动程受油剂浸润体积膨胀鼓出的速度,因此,应提升胶辊的耐油性、抗绕性。
2.4 新材料应用
2.4.1 高性能合金材料体系
采用进口特种丁腈橡胶与新型高分子材料、改性超导热金属氧化物三元共聚改性,通过专用功能性材料配伍,提高硫化橡胶在70 ℃~90 ℃长期使用的综合物理机械性能保留率,形成强韧性橡胶弹性体。
2.4.2 耐热、高效硫化交联体系
通过专用交联剂的活性基团使特种丁腈橡胶与新型高分子材料分子链上的基团反应形成稳定的高耐热化学交联键,由化学键与低硫键组成具有高耐油、高耐热性互补特征的优质硫化胶。成品硫化胶可长期在70 ℃~90 ℃使用,耐化学油剂渗透性强,抗中凹,老化进程缓慢。
2.4.3 高效抗静电剂、表面功能膜体系
采用新型长效抗静电剂与功能性助剂(如防粘附剂、抗刻划剂、自润滑剂)优化组合应用,提高胶料表面导电性、抗绕性。抗静电剂、自润滑功能性助剂迁移至胶辊表面起扩散分布均质功能,并和其他助剂组成均匀的抗静电弹性膜[4]。
2.4.4 耐光照、耐老化体系
釆用新型紫外光吸收剂、高效防老剂优化组合应用,提高胶料耐光照、耐臭氧老化、耐热空气老化性。
3 WRC-KS82型胶辊应用案例
依据以上设计要求,无锡二橡胶股份有限公司研发设计了WRC-KS82型胶辊。该胶辊邵尔A硬度为84度,颜色为绿色,适应高速,耐热、抗静电,适纺纯涤纶、涤纶/粘胶混纺等品种,适纺纱线号数为16.40 tex~84.36 tex,采用光照、涂料+光照2种表面处理方式均可。
3.1 案例1
3.1.1苏州某纺企用村田870EX型涡流纺纱机纺T 59.05 tex,T 22.71 tex,T 19.68 tex,T/R 19.68 tex纱。纺纱速度依次设为500 m/min,540 m/min,530 m/min,530 m/min。采用WRC-KS82型胶辊和进口某胶辊,邵尔A硬度均为84度,胶辊直径为30 mm~29 mm(29 mm以下报废),采用国产2 kW光照机光照8 min。
3.1.22种胶辊同锭同熟条成纱质量对比试验,结果见表1。

表1 2种胶辊同锭同熟条成纱质量对比
从表1使用效果看,WRC-KS82型胶辊相比进口某型胶辊成纱指标略有提升,使用周期明显优于进口某型胶辊。
3.1.32种胶辊耐中凹情况对比试验,随机各测10只管纱取平均值,结果见表2。
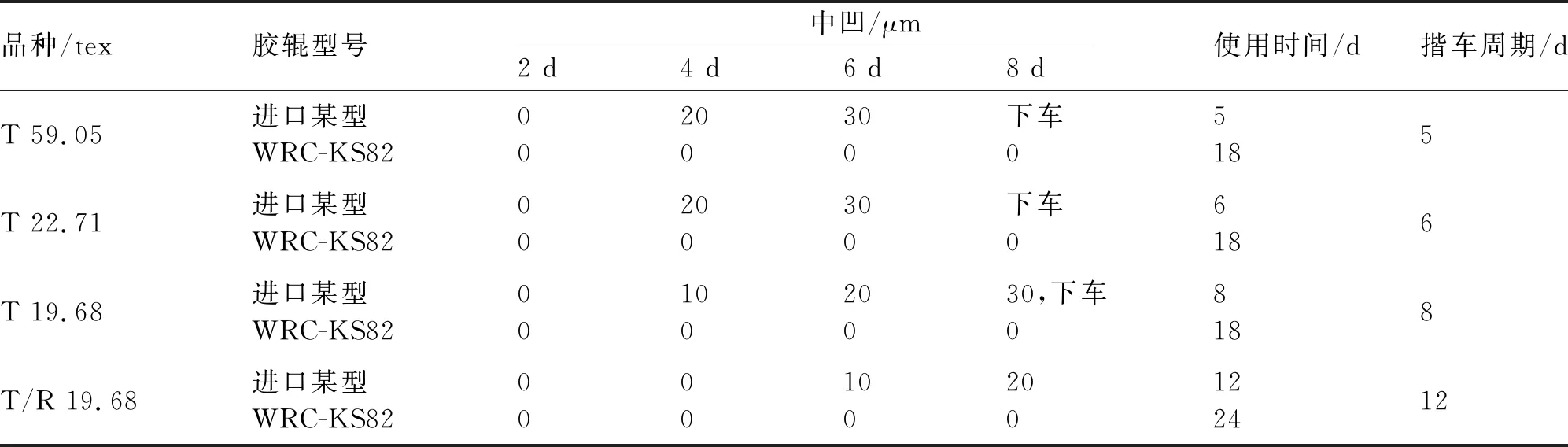
表2 2种胶辊耐中凹情况对比
从表2使用效果看,相比进口某型胶辊,WRC-KS82型胶辊在不同纺纱品种上的抗中凹、回磨周期明显较优。
3.1.4以同锭同熟条纺T 22.71 tex 纱为例,2种胶辊不同表面处理方式同锭同熟条成纱质量对比试验,结果见表3。

表3 2种胶辊不同表面处理方式同锭同熟条成纱质量对比
从表3使用效果看,WRC-KS82型胶辊与进口某型胶辊分别采用光照和涂料+光照表面处理,二者成纱质量在同一水平,实际使用温度接近,但WRC-KS82型胶辊回磨周期明显优于进口某型胶辊。
3.1.5以同锭同熟条纺T 19.68 tex纱为例,同只WRC-KS82型胶辊使用8 d后,用专用清洗剂揩洗表面后继续使用,将其成纱指标与前期数据进行对比,结果见表4。

表4 WRC-KS82型胶辊清洗前后成纱质量对比
从表4可知,用清洗剂揩洗胶辊表面前后成纱质量基本处于同一水平,由此可延长揩车保养周期。
3.1.6以纺T 19.68 tex纱为例,不同直径、不同硬度WRC-KS82型胶辊的成纱质量指标见表5。

表5 不同直径、不同硬度WRC-KS82型胶辊成纱质量对比
从表5使用效果看,WRC-KS82型胶辊在规定的使用尺寸范围内,随着胶辊直径逐渐变化,成纱质量数据稳定,且仍在同一水平。由此可见,在一定范
围内,胶辊直径变化对成纱条干衰减性影响较小。
3.1.7以同锭同熟条纺T 19.68 tex纱为例,WRC-KS82型胶辊不同凸台工作宽度的成纱质量对比,结果见表6。
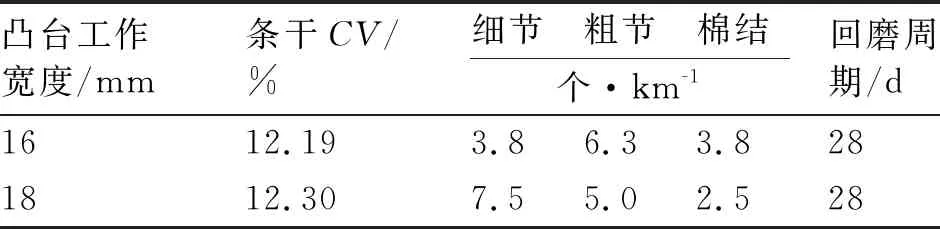
表6 WRC-KS82型胶辊不同凸台工作宽度成纱质量对比
从表6可知,对于不同凸台工作宽度的WRC-KS82型胶辊,从使用效果看,16 mm工作宽度比18 mm工作宽度的成纱指标略优,但二者的回磨周期相同。
3.1.8以纺T 28.11 tex纱为例,不同宽度集棉器对胶辊回磨周期和成纱条干CV值的影响见表7和表8。

表7 不同宽度集棉器对胶辊回磨周期的影响 单位:d

表8 不同宽度集棉器对成纱条干CV值的影响 单位:%
从表7可知,不同宽度集棉器对胶辊回磨周期有一定的影响。在相同纺纱工艺下,使用7 mm集棉器,胶辊回磨周期优于使用5 mm集棉器。与进口某型胶辊对比,WRC-KS82型胶辊使用不同宽度集棉器,回磨周期差距很大。从表8可知,不同宽度集棉器对纺纱质量水平有一定影响,使用5 mm集棉器成纱质量水平优于使用7 mm集棉器。综合表7、表8可知,WRC-KS82型牵伸胶辊在不同宽度的集棉器下质量相对稳定,耐中凹性能优异、使用周期长。
3.2 案例2
山东某纺纱企业采用村田870EX型涡流纺纱机纺MVS-T/R 70/30 19.68 tex纱,纺纱速度为480 m/min,分别采用WRC-KS82型胶辊和进口某型胶辊,邵尔A硬度均为84度,直径为30 mm~29 mm,用国产2 kW光照机光照3 min。2种胶辊同锭同熟条成纱质量对比试验,结果见表9。
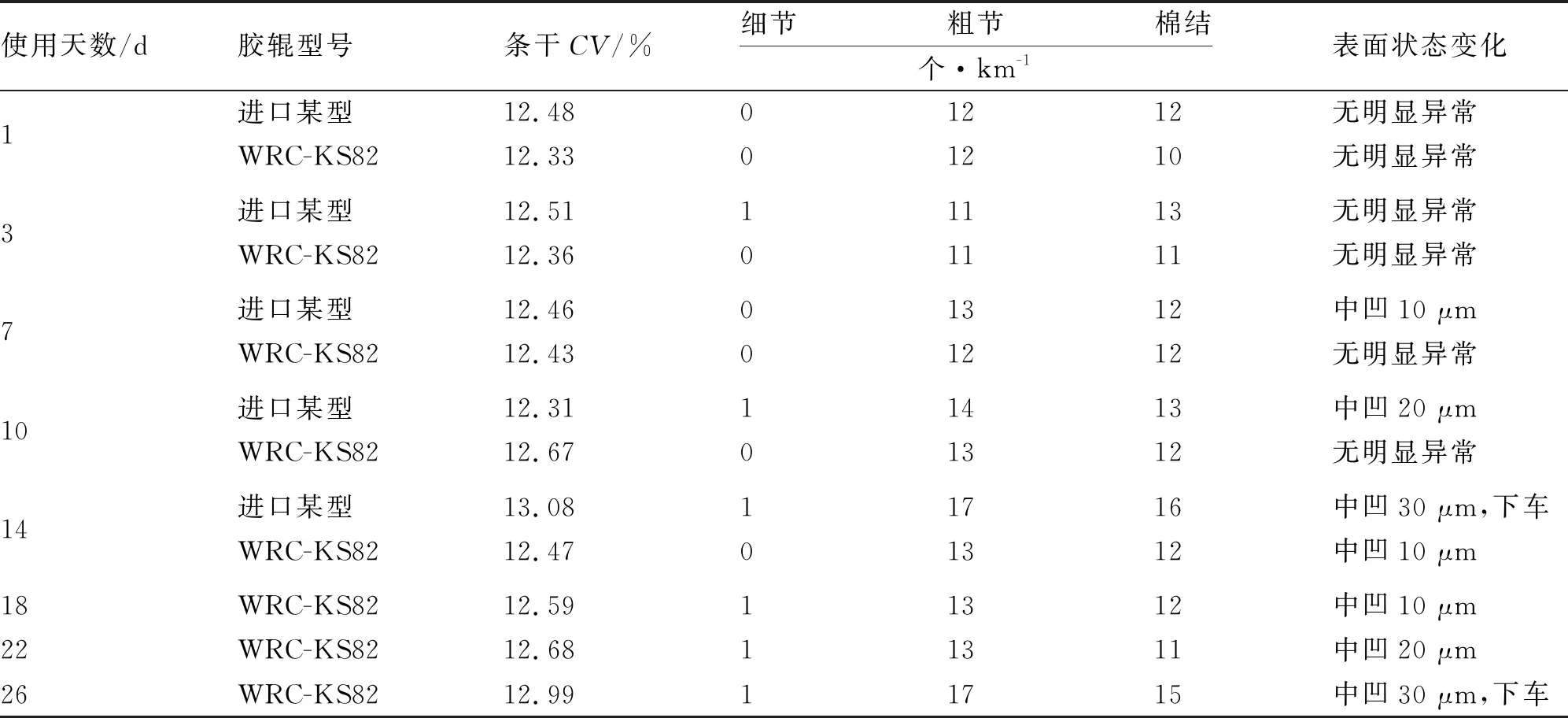
表9 2种胶辊同锭同熟条成纱质量对比
4 涡流纺胶辊的使用管理及注意事项
4.1 胶辊选用
4.1.1 硬度
目前,涡流纺用胶辊主要根据所纺品种、纱号作区分。纺粘胶、天丝、莫代尔等纤维时,可选用邵尔A硬度约为75度的胶辊,如WRC-KS75型;纺纯涤、涤粘混纺、涤棉混纺等中低号品种时,可选用邵尔A硬度约为84度的胶辊,如WRC-KS82型。
4.1.2 凸台工作宽度
根据所纺纱线品种、号数不同,选用不同凸台工作宽度的胶辊。纺纯化纤及混纺品种,涡流纺用胶辊的凸台工作宽度一般为18 mm,台阶直径为27 mm;纺纯粘胶及细号纱,选用胶辊的凸台工作宽度为16 mm;纺59.05 tex以上的纯涤或涤/粘纱,推荐选用胶辊的凸台工作宽度为20 mm。
4.2 胶辊磨砺
使用一段时间后,胶辊表面会出现磨损,影响其对纤维的握持作用,从而导致纱线质量指标日趋恶化,HD报警、纱疵剪切增多,生产效率降低。因此,需要根据原料特性、纺纱品种、罗拉速度、加压大小、胶辊内在质量和表面处理情况等因素,合理制定胶辊的磨砺周期。
涡流纺用胶辊纺涤纶和涤/粘混纺纱的回磨周期一般为5 d~30 d,磨砺直径以0.2 mm~0.3 mm为一档,表面粗糙度Ra值应控制在0.7 μm~0.9 μm为宜。
4.3 胶辊表面处理方式
目前涡流纺用胶辊表面光照处理的较多。视纺纱品种不同,一般采用2 kW光照机光照3 min~15 min即可满足生产需求,但采用涂料+光照表面处理的方式能延长使用寿命。
5 结语
5.1WRC-KS82型涡流纺用胶辊耐磨、抗压、抗缠绕,试验证明该胶辊成纱质量达到甚至超过进口某型胶辊,完全满足涡流纺生产需要,特别是对涤纶、涤/粘混纺纱具有良好的适纺性,目前已大面积推广应用。
5.2在确保产品质量前提下,WRC-KS82型涡流纺用胶辊的使用周期优势明显。在同等条件下一般进口胶辊的回磨周期为5 d~14 d,而WRC-KS82型胶辊回磨周期可达28 d以上,大幅降低消耗、节约成本。
5.3WRC-KS82型涡流纺胶辊成纱质量稳定,抗中凹和耐磨性优于进口某型胶辊。同等条件下,WRC-KS82型涡流纺胶辊能完全替代进口胶辊,性价比较优。
5.4纺纱生产时,应选择具有合适硬度、凸台工作宽度的胶辊,制定合理的回磨周期,配套适当宽度的集棉器,以达到纱线质量要求与使用周期的平衡。
