PA66气囊丝纺丝工艺的技术优化及其性能研究
2023-09-15吴江明
吴江明
(宁夏中科生物科技股份有限公司 , 宁夏 石嘴山 753000)
0 前言
公司PA66气囊丝纺丝装置经试运行、多年的技术改造、设备更新和工艺优化,已逐步完善,现在PA66气囊丝线的性能达到项目预设的标准。然而,国内PA66气囊丝的产品性能与国外跨国公司进口产品(日本东丽公司和美国英威达)相比,毛丝水平、最大纺丝速度、可生产的最细旦比、丝线条干稳定性、丝线收缩率稳定性都有一定差距[1]。造成PA66气囊丝产品性能差距的原因如下:①技术代差。②国内PA66气囊丝的生产设备多数为国产设备。与国外设备相比较,其设备精度、运行稳定性、运行周期、运维保养等都有一定的差距。③生产经验和管理水平存在差距。跨国公司产线采用的是在线产品信息系统自动将产品实时分级判等,而国内尚采用的是人工分级判等。
鉴于PA66气囊丝纺丝装置工程设计和工艺技术的复杂性,本课题在公司现有的PA66气囊丝工业纺丝装置上,分析了影响PA66气囊丝(品种为470/136,Decitex/单丝数)可纺性的如下因素:例如固相增黏之后切片黏度,纺丝箱体温度,侧吹风的风速、温度和湿度,纺丝生产现场环境温湿度和丝线收缩率调整方法等,并提出了优化。
1 工艺流程
原料采用本集团下属公司所生产的PA66切片,具体工序为:PA66切片存储料仓→切片气体输送装置→固相缩聚反应器→螺杆挤出机→熔体增压泵→熔体管道以及熔体分配管→计量泵→纺丝箱体→纺丝组件→单体抽吸→侧吹风装置→纺丝甬道→油嘴上油装置→导丝器→预张力辊→自由罗拉→一对冷辊→三对热拉伸罗拉→一个预张力罗拉→网络喷嘴→巴马格卷绕机卷绕成丝饼。
2 影响因素及操作优化
2.1 固相增黏后切片的黏度对PA66气囊丝线可纺性的影响
固相增黏之后切片相对黏度的中心值大小、黏度的波动幅度大小对纺丝工序中丝线运行的稳定性和毛丝率有较大的影响。相关实验数据见表1。
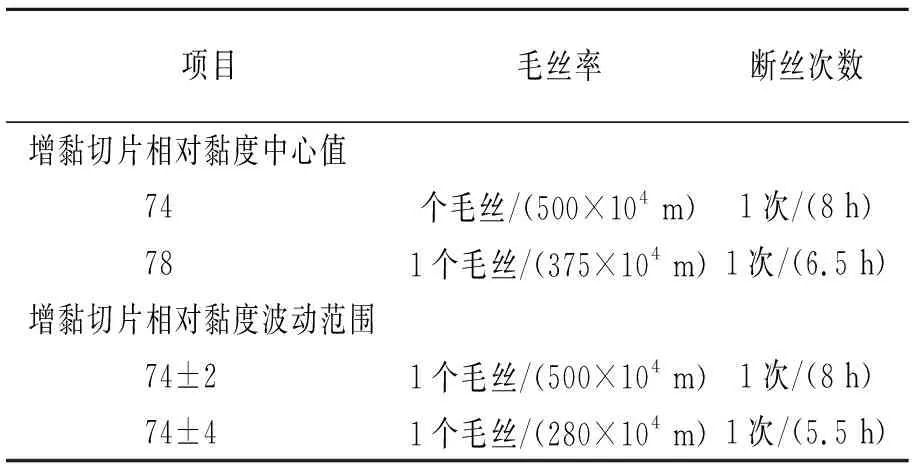
表1 增黏切片相对黏度的中心值及其波动范围对毛丝率及断丝次数的影响
切片相对黏度的中心值由74上升至78时,从DCS控制屏上可以及时看到:螺杆挤出机的主电机电流会明显上升。丝线的断裂强度会有一定幅度的上升,幅度约0.8 N,同时丝线的毛丝率和断丝的次数都会有一定幅度的增加,从而导致优等品率和产品收率的下降。但是,将拉伸比略微降低,丝线的拉伸强度恢复至正常控制值,丝线的毛丝率和断丝次数恢复至正常范围,相应的优等品率和产品收率也恢复正常。
当切片相对黏度的波动范围较大(超出±2)时,从DCS控制屏上螺杆挤出机主电机电流的曲线上可以及时看到:主电机电流相应地有较大范围的上下波动。在纺丝甬道之前,用强光电筒照向纺丝甬道里面,可以观察到单丝丝束运行不稳定,前后左右方向摆动明显。此时丝线的毛丝率和丝线断丝次数也有一定幅度的增加,从而导致优等品率和产品收率大幅度的下降。在纺丝工序中,可通过调整固相缩聚的反应条件使产品性能达到稳定。
2.2 纺丝箱体的温度对PA66气囊丝线可纺性的影响
过高的纺丝箱体温度会加剧PA66熔体的热降解,甚至热分解,导致相对分子质量下降和相对分子质量分布变宽,熔体黏度降低,PA66熔体“喷出”喷丝板时容易粘在喷丝板面上,造成熔体流束与喷丝板面不垂直,熔体流束出现“歪头”现象,即所谓的“歪头丝束”[2]。如果这些“歪头丝束”与临近的熔体丝束过于靠近,可能会黏附临近的熔体丝束,此时会发生“并丝”,“并丝”在后续的拉伸过程中容易断裂,导致毛丝增加和断丝的次数增多。
过低的纺丝箱体温度会减缓PA66熔体的热降解,从而有利于PA66熔体保持较高的黏度。如果纺丝箱体温度从320 ℃降低至290 ℃,那么纺丝的相对黏度则会由70上升76[3]。但是过低的纺丝箱体温度,将增加熔体流经喷丝孔时的剪切应力,严重时会出现熔体细流膨化和破裂问题,降低了PA66熔体的可纺性。尤其是当纺丝箱温度<295 ℃时,毛丝的数量和断丝次数会大幅增加。因此,纺丝箱体的温度要适宜且保持稳定,以保证PA66丝线密度均匀良好。
2.3 侧吹风的风速、温度和湿度对PA66气囊丝线可纺性的影响
高温高黏PA66熔体自喷丝板喷出丝之后,向周围空气中放出大量热量,使纺丝甬道和纺丝现场环境温湿度发生变化,从而使毛丝、断头次数增加,可纺性下降,废丝率升高。为此,工艺上采用冷却侧吹风对高温丝束进行冷却固化,加速熔体细流冷却凝固成纤维。通过冷却侧吹风的强制对流,将丝束中的热量散发到纺丝环境中,使丝束自身的温度降低,得到具有良好拉伸性能的未拉伸丝。若纺丝甬道中温度高,丝束冷却慢,容易结晶,导致可拉伸性下降,毛丝、断头增加,废丝率升高。具体如表2所示。因此,保持侧吹风风速、温度和湿度适当且稳定,对气囊丝线纺丝工艺非常重要。

表2 侧吹风风速对毛丝率及断丝次数的影响
2.4 纺丝生产现场环境温湿度对PA66气囊丝线可纺性的影响
纺丝现场环境温度对纤维的冷却成形有一定的影响。由于PA66分子链中的酰胺键具有较强的极性,亲水性较强,因此有较好的吸湿性。一定的湿度可以消除丝束中的静电,减少丝束的抖动。环境中的湿度会增加吸热能力,从而利于纺丝甬道中温度恒定和丝束及时冷却。环境湿度过低,丝束在运行过程中易产生静电并且静电不能及时消除,会影响丝束的均匀性和稳定性,使纤维的可拉伸性降低;环境湿度过高,纤维的可拉伸性也会变差,断头次数增加。
环境温湿度对PA66气囊丝的可纺性影响很大,当纺丝生产现场环境温度在19~22 ℃时,废丝率为0.5%左右;当环境温度>25 ℃时,废丝率明显增加;当环境温度为27 ℃时,废丝率可达2%以上。另外,侧吹风温湿度对纺丝生产现场环境温湿度也有一定的影响,实际工作中,需要尽量减少。环境温度宜在(20±1) ℃,相对湿度宜在(60%±5%)。
2.5 丝线收缩率调整方法对PA66气囊丝线可纺性的影响
丝线收缩率调整方法对毛丝率的影响如表3所示。

表3 丝线收缩率调整方法对毛丝率的影响
增加预张力罗拉的张力,使气囊丝线中分子链保持更紧张的拉伸状态,丝线将获得更高的收缩率。此时,毛丝不会增加。反之,降低预张力罗拉的张力,使气囊丝线中分子链有更多的机会“回缩、舒展”,丝线的收缩率相应地降低,但是毛丝会增加。其原因是由于丝线张力较小,丝线的抖动增加,丝线在后续的罗拉表面上“跳动”的几率增加,从而导致毛丝增加。
提高第二级热拉伸罗拉的温度,气囊丝线中分子链段有更高的活动能力,其部分在“被拉伸”状态下的分子链段有更多的“回缩”机会,丝线将获得更低的收缩率,在生产过程中毛丝不会增加。反之,降低第二级热拉伸罗拉的温度,丝线将获得较高的收缩率,毛丝会增加。分析其原因可能是:气囊丝线中分子链在相对蜷缩的状态下被拉伸,即所谓的“冷拉伸”,分子链被拉断的机会增大。
综上所述,如果需要提高丝线的收缩率,采用增加预张力罗拉张力的工艺调整方法为好;如果需要降低丝线的收缩率,采用提高第二级热拉伸罗拉温度的工艺调整方法为好。
3 结论
实际上,通过以上的技术微创新和实践应用,能有效地提升PA66气囊丝纺丝工艺的产品品质和稳定性,尤其是突破当下国外巨头如日本东丽公司、美国英威达公司所垄断和控制的局面,且有助于国内企业高速发展。另外,在国内纺丝工业的设备性能普遍不如国外化工巨头的设备时,如何能够通过实际生产实践,进行技术微创新,来提升产品品质和稳定性,进一步提高生产和产品效益,是当下国内同行需要不断去思索和创新的方向。