Cooling and lubrication techniques in grinding:A state-of-the-art review, applications, and sustainability assessment
2023-09-05AhmMohamMahmouIBRAHIMWiLIAlHamiISMAILMOURADMohamOMERFalESSAAhmMustaaABDELNABYMohammaAlSOUFIMuhammaEZZATAmmarElSHEIKH
Ahm Moham Mahmou IBRAHIM, Wi LI,Al-Hami ISMAIL MOURAD, Moham A.E.OMER, Fal A.ESSA,Ahm Mustaa ABD EL-NABY, Mohamma S.Al SOUFI,Muhamma F.EZZAT, Ammar ElSHEIKH,i
a College of Mechanical and Vehicle Engineering, Hunan University, Changsha 410082, China
b Production Engineering and Mechanical Design Department, Faculty of Engineering, Minia University, El Minya 61519, Egypt
c Mechanical and Aerospace Engineering Department, College of Engineering, United Arab Emirates University, Al-Ain 15551, United Arab Emirates
d Department of Production Engineering and Mechanical Design, Faculty of Engineering, Tanta University, Tanta 31527, Egypt
e Mechanical Engineering Department, Faculty of Engineering, Kafrelsheikh University, Kafrelsheikh 33516, Egypt
f Mechanical Engineering Department, College of Engineering and Islamic Architecture, Umm Al-Qura University, Makkah 24231, Saudi Arabia
g Mechanical Engineering Department, Faculty of Engineering, University of Alberta, Edmonton T6G 2R3, Canada
h Automotive and Tractors Engineering Department, Faculty of Engineering, Minia University, El Minya 61519, Egypt
i Tokyo Institute of Technology, Tokyo 152-8550, Japan
KEYWORDS Cryogenic cooling;Dry lubrication;Minimum quantity lubrication;Precision grinding;Solid lubrication;
Abstract Grinding technology is an essential manufacturing operation,in particular,when a component with a superfinishing and an ultra-resolution is yearned.Meeting the required strict quality checklist with maintaining a high level of productivity and sustainability is a substantive issue.The recent paper outlines the lubrication and cooling technologies and mediums that are used for grinding.Furthermore,it provides a basis for a critical assessment of the different lubrication/cooling techniques in terms of machining outputs,environmental impact,hygiene effect,etc.Meanwhile,the paper put light on the sustainability of different cooling/lubrication strategies.The sustainability of machining aims to get the product with the best accuracy and surface quality,minimum energy consumption,low environmental impact,reasonable economy,and minimum effect on worker’s health.The paper revealed that despite some cooling/lubrication mediums like mineral oils and semisynthetic,afford sufficient lubrication or cooling,they have a significant negative impact on the environment and public health.On the other hand,emulsions can overcome environmental problems but the economy and the energy consumption during grinding are still a matter of concern.Biodegradable and vegetable oils are considered eco-friendly oils,but they suffer from a lack of thermal stability which affects their ability of efficiently cooling.Using the cooling medium with the lowest amount can achieve the goal of the economy but it may be reflected negatively on the machinability.Furthermore, cryogenic lubrication doesn’t provide sufficient lubrication to reduce friction and hence energy consumption.The research described in the paper is such a comprehensive compilation of knowledge regarding the machinability and machining performance under different cooling and lubrication systems that it will aid the next generation of scientists in identifying current advancements as well as potential future directions of research on ecological aspects of machining for sustainability.
1.Introduction
The global demand for high-precision manufacturing techniques is rising due to the growth of advanced aviation and aerospace applications.For instance,the global aviation industry is expected to record an average growth of 3.6%per year up to 2030.1,2New materials with particular specifications,such as high strength at a wide range of temperatures, thermal resistance, and high melting points, have been developed to fulfill the requirements of these kinds of advanced applications.3–5Consequently, it is imperative to develop new manufacturing strategies to adapt to the vast progress in material science.Despite the immense progress of the near-net shape and nonconventional machining processes,traditional machining operations are still indispensable to achieve closer tolerances(<10 μm)and finer surface qualities(Ra<0.5 μm)in the finishing of critical gas engines and turbomachinery parts.6Grinding processes are considered the primary machining operation for super-hard alloys due to their reliability and the good balance between precision and the machining economy.7Despite the favorable machining outputs of the grinding operations,these processes suffer from some drawbacks, such as the high energy consumption resulting from the high friction between the grinding wheel and the workpiece.Furthermore, the thermal damages due to excessive temperature are one of the inherent problems of the grinding operations.
The industrial sector is considered one of the heaviest energy consumption sectors, in which the global industry consumes around 50 % of the worldwide electrical energy.8Notwithstanding, the industry consumes around half of all global energy and feedstock fuels, residential and commercial buildings (29 %), and transport (21 %) till 2040, as shown in Fig.1.The demand for energy specifically in the industry is predicted to grow sharply in China, the British Petroleum(BP) annual energy report says (See Fig.1(b)).9Friction is the main reason for the energy dissipation and the temperature rise during the grinding operations.Reportedly, around 20 %of the total energy is consumed to overcome friction during the cutting processes.10The grinding processes consume higher cutting energy than other machining processes due to the nature of the metal removal mechanism, in which large numbers of micro-cutting edges are in contact with the workpiece simultaneously.Moreover, the infinite contact between the particle edges and the workpiece surface significantly increases the friction coefficient.11The excessive heat and high specific energy were reported as the direct consequences of the high friction during the grinding.Furthermore, the heat concentrates on the grinding zone rather than being removed by the chip.Consequently, the concentrated heat is transferred to the grinding wheel and the workpiece, causing the workpiece’s burn and deteriorating the cutting tool.12,13Besides, the excessive localized heat generation adversely affects the surface quality of the ground surfaces and results in high cutting force.14Thus, an efficient cooling/lubrication technique becomes irreplaceable to overcome the problems associated with the high friction and high temperature during the machining process.Since the grinding process is regarded as having one of the highest levels of energy and material consumption, sustainability has become a global trend.Furthermore, sustainability is crucial to reducing pollution and the machining process’s negative environmental effects.However, techniques for sustainable manufacturing aim to produce goods with the most effective use of available resources.15
Using the cutting fluids plays a decisive role in prolonging the tool life, enhancing the machinability, and improving the machining sustainability during the grinding operations.16,17The metalworking fluids could be delivered to the grinding zone in different ways, and the cooling/lubrication function was done by various techniques such as conventional wet lubrication, Minimum Quantity Lubrication (MQL), cryogenic cooling,solid lubrication,electrostatic and electrohydrodynamic cooling or a combination of two cooling/lubrication techniques.Meanwhile,the environmental impact and the economics of the cooling/lubrication approaches are recent global concerns.Therefore, cooling and lubrication should fulfill the following requirements:
1.Dissipate the heat generated due to the friction and the shear of the metal during the cutting.
2.Provide the essential lubrication effect and facilitate the slipping between the grinding wheel and the workpiece.
3.Prolonging the tool’s life.

Fig.1 Primary energy consumption.9
4.Flush out the chips and clean the grinding zone.
5.Has less environmental impact.
6.Decline the cost by decreasing or eliminating the cutting fluids post-treatment.
7.Fulfill the requirement of sustainability (environmental,social, and economy).
This review shows the recent development of the cooling/lubrication techniques during grinding operations.Furthermore, it provides a comprehensive and critical assessment of all the cooling/lubrication approaches and the cutting fluids in terms of machining performance, environmental impacts,and hygienic sides.Fig.2 shows the main topics that are being covered in this review article.
2.Methods

Fig.2 Main contents of recent review.
The concept of sustainability is clearly defined and put into effect, but on the shop floor, concerning machining technologies, there is a serious shortage of implementation techniques.To accomplish the goals of sustainable development, the industry is working to achieve sustainability through changes in product,material cycles,resource recovery,and innovations in manufacturing techniques.But there is still a vacuum that needs to be filled between science, formulation of policy, and execution.The main source of environmental pollution and worker’s health problems in machining comes from the lubrication and cooling routes.Furthermore, the problems associated with the grinding operations including high energy consumption, ecological impact, hygenic side, etc., require great attention.An efficient cooling/lubrication strategy is vital to overcome these kinds of problems.The cooling/lubrication strategies vary from using different lubrication mediums to utilizing various techniques to deliver the lubrication mediums.Cooling/lubrication performance can be assessed not only based on the matching outputs, but also on the sustainability of the lubrication techniques, the environmental impact, and the effect of the cooling/lubrication on the worker’s health.However, every lubrication/cooling strategy presents many benefits.They also may suffer from some drawbacks.Thus,it is very important to evaluate each lubrication/cooling technique in terms of many factors like machining outputs, economy, environmental and hygenic side.
3.Foundational principles of grinding
According to DIN 8589–0 (group 3.3), machining via the grinding process is classed under the branch of cutting with geometrically undefined cutting edges.18These undefined cutting edges(abrasive materials)can be used in machining while they move freely, such as in the lapping process, or bonding materials can fix them to take a specific shape,such as in grinding and honing processes.19Grinding can generally be classified according to the cutting motion and the type of operation, as represented in Fig.3.Concerning the classification according to the cutting motion, grinding via rotating wheels is the most prevalent one in the industry, followed by belt grinding and stroke grinding.On the other hand, the classification according to the type of operation can be ranked according to the prevalence in the industry as follows: surface grinding, cylindrical grinding, profile grinding, special grinding,creep-feed grinding,and ultrasonic-assisted grinding.These processes entail controlling several variables,as demonstrated in Fig.4.Changing the control variables in the grinding process induces a chain reaction in the process outcomes,which affects the workpiece surface integrity, grinding wheel condition, machine performance, and chip characteristics, as depicted in Fig.5.
4.Applications of grinding processes

Fig.3 Classification of grinding processes.

Fig.4 Classification of control factors according to the five essential elements in a grinding system.
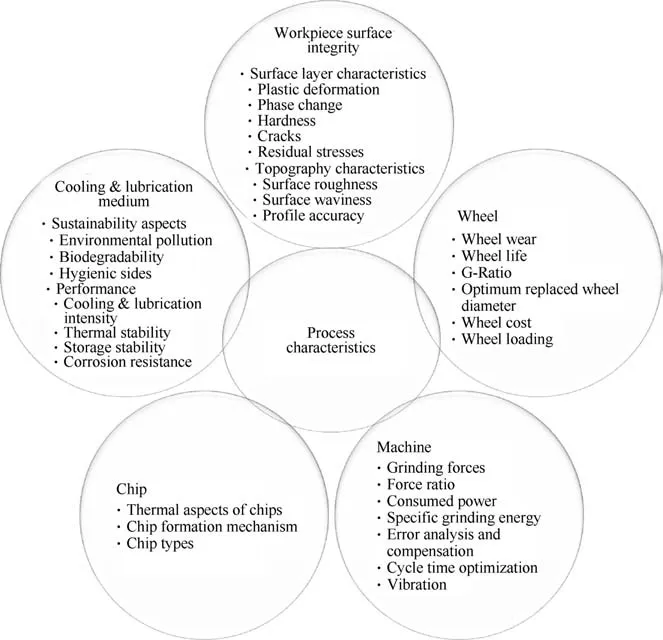
Fig.5 Process characteristics in grinding.

Fig.6 Applications of grinding technology in major industrial sectors.
Grinding technology is used extensively in advanced industries for producing mechanical components with superfinishing characteristics.Examples of these products include the grinding of cutting tools (twist drills,20,21milling Cutters,22,23broaching tools,24threads,25,26gears,27–29brake discs,30,31bearing rings,32,33screw rotors,34,35hydrostatic spindles,36,37hydrostatic guideways,38,39aircraft engine blades,40–43optical lenses,44–46silicon wafers47,48and plenty of other products as demonstrated in Fig.6.For this importance, a concise introduction to some of these industrial applications is presented.For instance, the manufacturing of machine elements such as hydrostatic spindles requires an ultrahigh rotational accuracy,and this is a key factor for preferring these types of spindles over spindles with rolling elements (see Fig.7(a)).49In order to produce such high precision, the roundness of the hydrostatic bearing inner bore must fulfill the correct technical specifications since its responsibility is for the spindle shaft equilibrium and rotational accuracy.Xiong et al.50performed a plunge inner bore grinding on a copper-tin alloy (see Fig.7(b))50which is used in the manufacturing of hydrostatic bearings.The aim of their study is to develop a model for final bore roundness prediction and material removal calculation based on an iterative algorithm.Anyhow, the first strategy which comprised the lowest feed rate (6 μm/s) and the highest feed time (36 sec) produced the lowest inner bore roundness(4.32 μm).Whereas the fifth strategy which comprised the highest feed rate(36 μm/s)and the lowest feed time(6 sec)produced the highest inner bore roundness (17.98 μm).As can be observed, it is recommended to avoid using a high feed rate combined with a low feed time in order to produce a hydrostatic bearing bore roundness with an acceptable value.Not too far from the first example, the twin-screw compressor(dry-running or oil-flooded) is another example of a highprecision machine that requires pinpoint manufacturing accuracy in order to obtain the desired performance with a lownoise level.In this type of compressor, the compression is obtained through the intermeshing of two rotors having opposing directions and contained inside a suitable housing.The rotors are commonly manufactured from solid shafts using milling operations.Then, the screw rotor is transferred to precision grinding for the purpose of controlling the surface finish and accuracy.51Fig.7(c)52shows a design of a screw compressor made by Ingersoll Rand Company, a leading global firm in compressed air and gas systems.The production of screw rotors is an intricate process that necessitates special machinery as demonstrated in Fig.7(d).53This figure shows the grinding process of a screw rotor via a CNC screw grinder(SK7032).In this specialized machine,the screw rotor is rotating about its own axis(C-axis)by a horizontal spindle which is mounted on a linearly movable axis (Z).This longitudinal table traverse (Z-axis) is used to control the feed direction of the screw rotor.The movement of the C-axis and Z-axis are connected in order to perform the required screw movement.The grinding wheel is rotating about its axis and moving in two directions.The first direction is the Z-axis which is responsible for controlling the radial feed of the grinding wheel and the second direction is the B-axis which is used to adjust the grinding wheel orientation.Additionally, the V-axis and Waxis are used to control the vertical feed and the horizontal feed of the dresser slider,respectively.53The longitudinal table traverse (Z-axis) in most CNC grinder machines is used to move the grinding wheel carriage instead of moving the workpiece spindle.The gear industry is another big sector that relies heavily on grinding technology.This industry is a primary supplier to countless critical and advanced engineering realms such as automobiles, heavy-duty equipment, fine instrumentation, CNC machine tools, aviation, and aerospace.Such industries are mainly depending on precision ground gears for controlling backlash,reducing the noise level,and handling greater loads and stresses.54–56For meeting industrial demands, gear grinding machines have been shown tremendous developments in terms of increasing the production rate,grinding complex shapes, and increasing accuracy.For instance, modern machines are equipped with a noise-sensing system for the purpose of setting up and running the dressing process when necessary.Performing the dressing process inside the machine is beneficial from the above mentioned aspects since the requirements for unclamping or re-chucking the grinding wheel are no longer needed.Fig.8(a)57shows a gear center (KX DYNAMIC SERIES) manufactured by Kapp Niles Company while performing the dressing process inside the machine.Additionally, the on-machine inspection technique (see Fig.8 (b))58allows the gear inspection process to be carried out inside the grinding machine instead of removing the gear from the machine to be inspected elsewhere.Xie et al.57conducted dry turning experiments on titanium bars aiming to study the influence of micro-grooving the insert rake surface on the generated cutting temperature and cutting force.First, a truing process was carried out to shape the diamond wheel into the required V-shape, as shown in Fig.8 (c).After that, the micro-groove array was successfully implemented on the carbide blades, as schematically shown in Fig.8 (d).The actual shape of the grooved rake surface is represented in Fig.8(e).59As a result,a significant decline in friction between the formed chips and the tool rake was achieved.This helped to mitigate the cutting temperature by more than 103 compared to the non-textured insert.

Fig.7 Hydrostatic spindles.
5.Conventional cooling/lubrication techniques
It is well known that the nature of traditional manufacturing operations is permanently escorted by intense friction due to the direct contact between the cutting tool and the workpiece and also between the produced chips and the cutting tool.In order to mitigate the subsequence generated heat, tool wear,and power consumption, several C/L strategies such as conventional flood lubrication, dry machining, MQL, NFMQL,cryogenic cooling, solid lubrication, electrostatic and electrohydrodynamic cooling are employed.
5.1.Wet/ flood lubrication
For decades,flood lubrication has been used as the traditional C/L strategy during the grinding process and other traditional manufacturing operations.In this strategy, the cutting fluid is delivered in a large volume to the cutting area through a directed nozzle.This cutting fluid has many roles in metal cutting operations, and that includes:60–62
• Inundating the entire machining spot with the cutting fluid significantly reduces the generated frictional heat at the tool-workpiece interface.Therefore, the tool life is significantly increased.
• Improving the surface roughness and the surface morphology of the machined part thanks to the tribological characteristics provided by the cutting fluid.
• As well as conveying the heat away, supplying the cutting fluid at a high pressure helps to break and transport the machined chips away from the cutting spot.Consequently,the cutting fluid performance improves due to its ability to lubricate the cutting edge/s.

Fig.8 Gear teeth grinding center.
• The anti-corrosion properties of some cutting fluids protect the machined surface against oxidation and corrosion.For this reason, the machined part could stay for a while safely when a delaying time is imposed to wait for further machining operations or assembly.
As can be seen,the three main functions of the cutting fluid are cooling, lubrication, and chip transportation.The lubrication action is more influential than cooling when the machining process is performed at a low speed, and the opposite is true when machining is performed at a high speed.This is back to the severe heat generated when a high speed is employed,which needs to dissipate as fast as possible to prevent the workpiece surface from thermal damage or burn.Generally speaking,water was the first coolant applied during metal cutting operations due to its excellent cooling ability, but it is no longer used because water is corrosive to most metals.As a result, several categories of cutting fluids were employed and developed to obtain better cooling and lubrication at an affordable cost.As stated in DIN 51385(Lubricants-Processing fluids for forming and machining of materials), cutting fluids can be categorized into three main types,as demonstrated in Fig.9.18In addition,the different types of cutting fluids and their C/L effectiveness are depicted in Fig.10.16As can be seen, the addition of additive materials to the cutting fluids significantly enhanced their performance.Examples of these additives are extreme pressure (EP) additives, anti-corrosion additives, tribology additives, foam-control agents, etc.63In conclusion, flood lubrication may afford a suitable cooling,but it violates the principles of sustainability in the phases of economy and environment.Furthermore, flood lubrication cannot provide sufficient lubrication.
5.2.Non-water-miscible cutting fluids
Non-water-miscible cutting fluids employed neat or straight cutting oils (in most cases mineral oils), which provide high lubrication performance during light and heavy metal cutting operations.These cutting fluids are used directly as provided by the supplier without further dilution.This type of cutting fluid is the best choice when the machining process requires lubrication more than the cooling action.Mineral oils are naphthenic and paraffinic hydrocarbons that are refined from crude oil.64Notwithstanding the remarkable lubricating effect of mineral oils,the use of these oils retracted in the last decades because of their high flammability, lack of lubrication at high cutting speeds, high relative costs, and safety disposal-related issues of the used oils.65
5.3.Semi-synthetic lubricating fluids
Semi-synthetics possess good lubrication for moderate and heavy-duty grinding.Moreover, they consist of fewer mineral oils.The formation of foams restrains the heat transfer from the cutting zone.The foams act as a hindrance and decrease the existence of the cutting fluid inside the cutting zone.66Surprisingly, dry cutting outperformed the semisynthetic fluids in terms of tool life during the milling of steel.When turning AISI 8640 steel with triple-coated cemented carbide tools, an analysis of various cutting fluids revealed that using synthetic and semi-synthetic fluids resulted in longer tool life than using mineral oil emulsions or dry machining.67Costa et al.indicated that the semi-synthetic lubrication had an inverse effect on the burrs during the drilling of 38MnS6 steel.68Despite the semisynthetic covers some weakness that is associated with the synthetic oil like the decrease of the negative environmental impact, the economy and disposal of these fluids is disadvantage.

Fig.9 Categorization of cutting fluids (according to DIN 51385).18

Fig.10 Different types of cutting fluids and their cooling/lubrication effectiveness.16
5.4.Emulsions
Emulsions are mainly formed from immersing different kinds of oils in water, sometimes in the presence of emulsifying agents with hydrophilic groups to adapt the aqueous and hydrophobic chains directed toward the emulsified oils.69Emulsions were introduced as an alternative to synthetic and semi-synthetic with lower environmental impact.Regarding the cooling and lubrication performance of the emulsions,Bermingham et al.70evaluated the performance of water-based high-pressure emulsions compared to L-N2cryogenic cooling techniques during the turning of Ti–6Al–4V.They found that the high-pressure emulsions could slightly reduce the flank and nose wear of the tool, as shown in Fig.11.70However, the coolant delivery technique is vital in the case of the cryogenic cooling approach.Furthermore, using a long time of emulsions leads to thermal degradation, in which the emulsions lose their cooling and lubrication properties because they are contaminated with tramp oils, degradation products,metal fragments, and other suspended solids.71Hong et al.indicated that despite the emulsions with a water/oil ratio of 20:1 can effectively extend the tool life, LN2significantly outperformed the traditional emulsions.72Moreover, cryogenic lubrication was more sustainable and had a lower environmental impact with the comparison with emulsion lubrication.73Emulsions cannot compete with dry and semi-synthetic lubrication in terms of tool life and surface quality during the milling of steel.74Regarding the hygienic side, the possibility of the growing bacteria colonies increases in emulsions rather than cryogenic lubrication.
6.Environmental and health impacts of the conventional cutting fluids

Fig.11 Comparing the flank and nose wear of uncoated Seco WMNG 120408 MF1 WC inserts(rake angle+6°,clearance angle 0°,and with chip breaker) under high-pressure emulsion and LN2 cryogenic cooling modes.70
The health impact of cutting fluids has been studied extensively in the past few years.The most common oil-based cutting fluids are naphthenic mineral oils, paraffinic mineral oils,and straight oils.Fatty lubricants, severe pressure additives including chlorine, sulfates, and phosphates, friction modifiers, viscosity index modifiers, odorants, thickness modifiers,and polar additives are frequently used to improve the properties of these mineral oils.The straight oils make smoke at higher temperatures which is harmful to the respiratory system.75Some additives may have a harmful effect like chlorine.Natural organic materials and chlorine react to create several harmful disinfection byproducts (DBPs).76Direct human exposure to cutting fluids causes dermatitis as a result of primary or direct skin irritation.Furthermore, most cutting fluids provide a ground for bacteria which is hazardous to the machine operator.Mackerer opined that some skin cancers, especially scrotal cancer, are consistently related to long-term exposure to certain cutting fluids.77,78In another study, an investigation was performed on the lifetime exposures of automotive manufacturing employees at three plants in Michigan.It is reported that risky revelation to lubricating oils has a suspected role in some types of diseases like leukemia, and cancers of the larynx, lung, stomach, and pancreas.79Moreover, there was a direct relationship between exposure to straight oils and rectal, laryngeal, and prostatic cancer.80On the other hand, traditional cutting fluids are a good environment for bacterial growth.Jaksic et al.81proved that most of the infections in the hands and faces of workers who are exposed to metalworking fluids are related to Pseudomonas aeruginosa, Escherichia coli, Proteus spp.,Enterococcus faecalis, Enterobacter aerogenes, Citrobacter spp, Shigella spp., Staphylococcus aureus, and the sulfitereducing Clostridia.The ecological side of the cutting fluids is a substantial concern.According to many studies, approximately 85 % of the cutting fluids used around the world are mineral-based cutting fluids which are classified as hazardous materials for storage and disposal.For instance, polycyclic,aromatic hydrocarbons (PAH), chlorinated hydrocarbons,and nitrosamines are among the most toxic and have been identified as carcinogenic.Thus, these kinds of fluids need further chemical treatment in order to remove the toxic constituents before disposal.82–84Surprisingly, the chemical treatment of the disposal oils could cost more than two times the purchasing costs.
In conclusion,the current global health and environmental regulations restrict the use of traditional kinds of cutting fluids without proper treatment.Thus, developing efficient, healthy,and eco-friendly cutting fluids is becoming one of the global priorities.
7.Dry grinding
Recently, dry machining has taken the researchers’interest worldwide due to its eco-friendly as well as its cost-saving hallmarks.Since the dry machining strategy completely eliminates the usage of cutting fluids and their subsequent environmental hazards, researchers give it the title of green machining.85,86Additionally, the promising future of dry machining made some researchers claim it will be the machining of the future strategy.87The merits of dry machining can be epitomized as follows:88–93
• Dry grinding is a green processing technology since it has no negative impact on the environment and no harm to the operators’health.
• Dry grinding saves the expenses regarding the coolant systems and their accessories, such as the high-pressure flood pump, coolant filtration system, coolant tank, hoses, magnetic nozzle, etc.
• The absence of cutting fluids eradicates the opportunities for bacteria and fungi growth, especially when the mixing coolant is stagnant and not being circulated.
• Eliminating the expensive treatment facilities needed to treat the metalworking fluids such as the gravity separation treatment technique, regeneration treatment system,decompression dehydration drying device, etc.
• Keeping the process simple without cooling systems,removing impurities, and recycling equipment eliminate all the maintenance strategies and their subsequent cost.
• The measurement efficiency, such as those with optical metrology, probes, etc., is excellent in the case of dry machining.
On the other hand, the problems and challenges associated with dry machining can be epitomized as follows:
• The complete absence of the cutting fluids leads to severe heat concentration at the tool-workpiece interface, which causes the tool hardness to deteriorate and get blunt.
• The workpiece is greatly influenced due to exposure to severe heat during machining.This heat exposure negatively affects the topography characteristics as well as surface and subsurface layer properties of the machined part.
• The challenge in front of dry machining increases when the machinability of the workpiece becomes harder such as machining parts made of difficult-to-cut materials.
7.1.Dry grinding by a special conditioning
Dry grinding with a special conditioning wheel is an innovative method for partially overcoming the problems associated with dry grinding, such as increasing the grinding temperature,grinding force, and power consumption.In traditional grinding, a massive number of abrasive grits are in direct contact with the workpiece surface to remove the undesirable material.In reality,a proportion of these grits actively work in favor of the material removal process,while the other proportion is just rubbing on the workpiece surface without any considerate material removal value; instead, they generate more frictional heat.For this reason, grinding with special conditioning has come into the picture,and its idea is to reduce the contact layer with the workpiece surface.94–98Fig.12(a)and 12(b)represent a normal grinding wheel surface and a structured grinding wheel to reduce the contact layer,respectively.Tawakoli et al.99employed special conditioning via a single-point dressing tool made of CVD diamond during dry grinding of 100Cr6 steel.The employed grinding wheel was CBN with a resin bond.This wheel is then structured to reduce the CBN contact layer by 25, 50, and 75 %.Structuring the grinding wheel by 25 %,as an example,means 25%of the wheel surface is no longer in contact with the workpiece surface.The surface machined with the normal grinding wheel (without special conditioning) was burned,and this thermal damage was at least 0.01 mm in depth(see Fig.12 (c)).Nonetheless, no burns were observed when the sample was machined with a 25 % CBN layer (see Fig.12 (d)).99However, the surface roughness achieved via the normal wheel was better than the structured wheel.This was attributed to the decreased rubbing action in the case of the structured wheel than its normal counterpart.Rubbing action has a positive role on the surface quality, while it is responsible for increasing the grinding temperature, grinding force, and power consumption.The surface roughness produced by the structured wheel can be improved by simply taking a spark-out pass on the final surface.Azarhoushang and Daneshi100performed a plunge cylindrical dry grinding to study the influence of three structuring percentages (30 %,60 %, and 75 %) on the grinding process characteristics,including grinding temperature, grind force, specific grinding energy, and wheel wear.The grinding wheel employed was CBN with vitrified bond, and the structuring process was carried out using a diamond form roller.They reported that all the process characteristics except wheel wear were enhanced when a structured grinding wheel was employed compared to a full abrasive grinding wheel.Fig.13(a) and (b) demonstrate the temperature of the cylindrical workpiece under the nonstructured wheel and 60 % structured grinding wheel at a radial feed rate of 1 mm/min.As can be seen, the maximum temperature of the workpiece reached 96.81 and 58.06 in the case of using the non-structured wheel and the 60%structured wheel,respectively.However,dry grinding outperformed other lubrication model in terms of some of the machining outputs like surface roughness and the positive environmental impact.It suffers from many drawbacks like extensive energy consumption which conflicts with machining sustainability.
8.Minimum quantity lubrication (MQL)

Fig.12 Dry grinding by special conditioning.99

Fig.13 Influence of the structure of the wheel and radial feed rate on the grinding temperature and tangential force.100
MQL is a C/L approach that may fulfill the requirement of sustainability whereas a small amount of cooling and lubricating agent during machining is applied and delivered to the cutting zone in the form of droplets or mist.Though the word‘lubrication’persists in the title, the use of cooling and/or lubricating agents is widely accepted.As the among of applied lubricating agents is very small (around 200 mL/h), it is usually named as‘minimum’quantity.However, it is found that many authors have used the word ‘small quantity lubrication’– SQL.101Albeit either name is acceptable, some authors have tried to establish a marginal border to define the MQL and SQL.Nevertheless, both terms were used as alternatives too.In this line of the cooling-lubrication system,the integrated use of a cooling system with a lubrication system has been named minimum quantity cooling lubrication (MQCL)102or small quantity cooling lubrication(SQCL).103This variation of MQL is widely accepted as it presents a clear distinction between the cooling effect along with lubrication effect.The benefits of the MQL strategy can be summarized as follows:104–109
• MQL, sometimes called near-dry machining, is a brilliant idea that merges the majority of dry machining and flood lubrication merits in one technique.
• Vegetable oils such as sunflower oil,castor oil,corn oil,rice bran oil,etc.,are employed as the base fluid in MQL,which are edible and biodegradable oils.Therefore,the major concerns related to environmental pollution and health hazard are eliminated.
• The consumed amount of cutting fluid in the case of MQL is greatly lower than its counterpart in flood lubrication.In most cases, the flow rate in MQL is normally expressed in mL/h(less than 200 mL/h)rather than l/min(ranging from 2 to 12 L/min or 120,000 to 720000 mL/h)in flood lubrication.Due to this less consumption,MQL is categorized as a cost-cutting strategy.
• Mixing a small amount of the base oil with pressurized air creates an oil mist that can be directed precisely to the cutting zone.Thus, an effective penetration is obtained.
• Machining under an MQL environment produces almost dry chips,which are beneficial from the recycling perspective.
• Overall, MQL supports the efforts toward sustainable machining from all aspects,including the reduction of power consumption, reducing machining costs, reducing waste,protecting the environment,and ensuring operator safety.
8.1.Vegetable and biodegradable lubricating fluids in MQL
The environmental impact and hygienic side of the C/L approaches are two important concepts of sustainability that MQL techniques must fulfill, meanwhile, the sustainability and cleaner perspective of MQL has been the research topic,especially for the last two decades.However, although MQL accomplishes some objectives of sustainability in terms of economics, the use of traditional cutting fluids integrated with MQL violates some aspects of sustainability in terms of the environment and public health.Vegetable oils have been proposed as alternatives to synthetic oils with lower environmental impact.Vegetable oils have the potential to be a possible substitute due to the chemical nature and long-chain fatty acid triesters of glycol, which push these kinds of oils forward as promising lubricants.110Interestingly, the long and polar fatty acid chain of triglyceride structure ensures sufficient lubrication properties as these long-chain fatty acids form an intermediate lubrication film that interacts with the metallic surfaces.111Natural vegetable oils contain different kinds of fatty acids like oleic, linoleic, and linolenic fatty acids.112Furthermore,the polar groups of bio-lubricants are conducive to the formation of biofilms in the cutting area, and the higher viscosity and surface tension are also conducive to lubrication.113–115For instance,many researchers have proposed soybean oil as a possible lubricant.116,117Soybean oils exhibited good lubrication properties at low sliding temperatures.However, soybean oils lose lubrication properties as a result of low oxidative stabilities at higher temperatures and the formation of crystals at low temperatures.118However,Canola oil exhibited higher thermal stability and tends to be chemically modified compared to soybean oil.The enhanced oxidation resistance of canola oil is attributed to the eminent percentage of oleic acid (around 60 %).In contrast, the raw form of canola oils has limited use.119,120Clarens et al.121reported that the soybean and canola oil surpassed the naphthenic mineral oil and a 50/50 blend of naphthenic during the tapping of 4140 steel workpieces as shown in Fig.14.The use of soybean and canola oil in the form of straight oil or soluble can noticeably increase the tapping efficiency.Rapeseed oil has been considered a potential eco-friendly lubricant.However, repressed oil as a vegetable oil suffers from the same problems that face all kinds of these oils, like chemical instability and hightemperature oxidation.122,123Contrastly, coconut oils exhibited more chemical stability than other vegetable oils.Nonetheless, surface damage was noticed after using the raw form of coconut oil due to the fatty acid’s chemical attack on the surface.124,125Palm oil attracted much attention as an ecofriendly alternative to mineral oils due to the high content of triglycerides and good polarity in which it can form a good physical adsorption film.Since the dominant fatty acids in palm oil are palmitic acid and some stearic acids,which enable the formation of the lubrication film inside the cutting zone.126–129Fatty acid contents of different vegetable oils are shown in Table 1.1,111,116,130–134

Fig.14 Tapping torque efficiency for five different base oils.121

Table 1 Fatty acid contents of different vegetable oils.
8.2.Progress made in grinding under the application of MQL
MQL has attained much attention as it offers many economic and environmental benefits, thus since the 2000s,a huge number of research works have been reported on MQL, SQL,MQC, MQCL assisted machining, which can be fathomed by a few of the reported review articles.135–157A variation on the cutting tools used under the application of the MQL group was noted, i.e., coated carbide tools, uncoated carbide tools,cubic boron nitride tools, diamond tools, ceramics tools, etc.Research papers were presented for a variety of materials(carbon and alloy steels, titanium and its alloys, nickel and its alloys,aluminum alloys,copper and its alloys,composites),for a variety of machining processes(turning,milling, drilling,boring, grooving, and grinding).From a machinability perspective,the studies were focused on surface integrity,tool life,and chip morphology.At the same time, fundamental physics was related to the investigation of machining temperature,heat transfer, cutting forces, material deformation, and friction behavior and how these responses changed under the application of MQL.In this article,the application of MQL in grinding has been reported only as summarized in Table 2.Moreover, it is reported that using a proper MQL technique could help to cool the cutting zone and show a better lubrication effect but not as good as flood lubrication systems.158,159It is important to clarify that the type of fluid used in the MQL technique plays a crucial role in a successful and efficient lubricating process.160In contrast,Bruni et al.stated that MQL has a limited effect on tool wear, while flood lubrication exerted a better surface finish.161Consistently, there was no difference between the MQL method and dry machining in terms of the rake surface wear162.
8.3.Nano-fluid minimum quantity lubrication (NFMQL)
As per-discussed, vegetable and bio-degradable cutting fluids cannot exhibit lower lubricating and thermal properties than traditional cutting fluids.Thus, these kinds of fluids cannot fulfill the requirement of energy conservation and product accuracy despite their lower environmental impact.Therefore,it became necessary to develop a new generation of fluids that accumulate the advantages of vegetable and synthetic oils.Nano additives have been proposed as a promising technique to enhance the cutting fluids’thermal conductivity andlubricous properties.The most common method to prepare the nanofluid is the two-step method.In this procedure, nanoparticles, nanofibers, nanotubes, or other nanomaterials are first created as dry powders using chemical or physical processes.The second processing stage will then involve dispersing the nanosized powder into a fluid using high-intensity magnetic force agitation, ultrasonic agitation, high-shear mixing,homogenizing, and ball milling.Since nanopowder synthesis procedures have previously been scaled up to levels of commercial production, the two-step process is the most costeffective way to generate nanofluids on a wide scale.In Two step methods, nanoparticles have the propensity to assemble into larger particles due to their large surface area and surface activity.The use of surfactants is a crucial strategy to improve the stability of nanoparticles in fluids.Eastman et al.162proposed a one-step physical vapor condensation procedure to prepare Cu/ethylene glycol nanofluids in order to lessen the aggregation of nanoparticles.The preparation and uniform dispersion of the fluid’s particles happen at the same time in a single step.This method avoids the drying, storing, transportation, and dispersion of nanoparticles, which reduces the agglomeration of nanoparticles and increases fluid stability.Uniformly dispersed nanoparticles can be created using onestep procedures, and they can be stably suspended in the base fluid.163Nano-enhanced bio-lubricant (NEBL) has been widely used in turning,164milling,165,166and grinding difficult-to-machine materials.167Extensive experiments also confirmed the improvement of surface roughness by NEBL.Scientists exploring the action patterns of NEBL found that mixing nanoparticles and mixing vegetable oils seemed to improve surface quality more.168–170The excellent antifriction and anti-wear properties of nanoparticles can improve the tribological properties of the cutting interface,in addition,the nanoparticles have a filling effect on the machined surface.171Summary of key findings for the studies made in grinding under NFMQL environment are shown in Table 3.172–186

Table 2 Summary of the key fnidings for the studies made in grinding under the MQL environment; in some instances, MQL has been compared with other C/L environments.

Table 2 (continued)

Table 2 (continued)
It is reported that adding MoS2nanoparticles to different vegetable oils has significantly improved the thermal and lubrication properties.In another study, Zhang et al.181confirmed that the presence of Al2O3and SiC nanoparticles as dispersed phases in nanofluids was outperformed in comparison with vegetable oils.For further improvement in the thermal conductivity of the nano-fluids, carbon nanotubes (CNTs) were added.The experimental results proved that CNTs could boost the thermal conductivity of the nanofluids due to their superior conductivity characteristics.182Nano-fluids containing MoS2,SiO2, diamond, CNTs, Al2O3, and ZrO2have been studied as potential cutting fluids.It is demonstrated that the spherical shape particles exhibited a better lubricous effect, while the diamond showed a preferable polishing influence.
Moreover, NF containing zinc oxide nanoparticles surpassed the other NFs in response to the friction coefficient.Nano graphite has been used as an additive for a soluble oil during the turning of AISI 1040 steel using high-speed steel and carbide tools.It is demonstrated that nano graphitebased fluid has a beneficial response to surface integrity, tool life, and cutting forces.183In another related study, it is manifested that SAE 40 -based graphite and boric acid nanofluids played a major role in reducing the tool wear, cutting forces,and surface roughness.184The research progress in grinding under the NFMQL environment is summarized in Table 3.In some instances, the performance of the NFMQL environment is compared with other C/L environments.
Regarding the hygienic sides of using nanoparticles, Shrivastava et al.proved that exposure to these nano metallic particles produced significant oxidative stress in erythrocytes e,liver, and brain, as evidenced by enhanced levels of Reactive Oxygen Species (ROS) and altered antioxidant enzymes activities.The toxicity becomes more severe when using ZnO nanoparticles.185In another related study, the researchers showed clear evidence that Al2O3, ZnO, TiO2, and CeO2nanoparticles induced oxidative stress in a concentrationand time-dependent manner.Additionally, these particles could be seen in human lung cells and cause diverse damage to lung cell membranes.186Furthermore,the higher concentrations of TiO2nanoparticles have a remarkable genotoxicity effect.187
8.4.Thermo-fluidic fundamental research on MQL
Since the thermal behavior during the lubrication under MQL mode plays a crucial role in the heat energy dissipation and cooling of the cutting zone as the cooling medium is present in the form of droplets and very low quantity,hence it is a governing parameter to the surface quality of the final products.Furthermore, most of the research showed the performance improvement of machining processes, the key fundamental knowledge about its thermal-fluidic as well as tribological aspects was also reported.Zhu et al.187investigated a simulation model about the penetration ability of the MQL agent with variations in the airflow, capillary size, droplet size, etc.Hadad and Sadeghi188reported the temperature measurement and energy partition model for the MQL in the grinding process.For the modeling, they have taken into account the airflow rate, droplet characteristics, and air pressure.Furthermore, they established a model that can predict temperatures and heat fluxes in the grinding zone, as well as improvements like the convection heat transfer coefficient of the MQL/fluid in the grinding zone and the incorporation of MQL/fluid-workpiece convective heat flux effects beyond the grinding zone.They assumed that three areas generate heat during grinding: the shear plane between the workpiece and the chip, the abrasive grain/workpiece contact, and the abrasive grain/chip interface as shown in Fig.15, where qtotalis the total heat flux generated in the contact zone (W/m2), qchipis the heat flux to the chip(W/m2),qwheelis the heat flux to the wheel(W/m2),qworkis the heat flux to the work(W/m2),qmqlis the heat flux to the MQL oil mist (W/m2), qwbis the heat flux remains in the workpiece background (W/m2), qwsis the heat flux to the wheel/workpiece interface (W/m2), Vcis the wheel speed (m/s), Ftis the tangential force (N), and ‘‘R”is the heat partition.Friction (at the interface between the grain and the workpiece or the grain and the chip) and plastic deformation(at the shear plane and the grain/workpiece interface as a result of planing) are the two methods by which heat is produced.During MQL grinding, heat is produced in the grinding zone and is passed to the chip,the oil mist,the wheel,and the workpiece.Han et al.189proposed a model to analyze the pressure field distribution during the nanoparticles/MQL lubrication mode.To simplify the model, they neglected the effects of workpiece surface roughness and elastic deformation, the effects of elastic deformation and workpiece surfaceroughness, the ratio between the workpiece’s feeding velocity and the peripheral velocity of the grinding wheel,and the relationship between the fluid’s inertia force, body force, and surface force in a nanofluid film.Rahim and Dorairaju190studied the MQL and its effectiveness during machining by investigating the mist flow pattern,droplet size,input pressure,and varied diameter of the nozzle.Obikawa et al.191analyzed the fluid dynamics for the MQL spray with simulation and experimental results.They have changed the fluid’s mass flow rate,input pressure, airflow, vorticity, etc.Park et al.192worked on the MQL droplet size and droplet distribution to determine beneficial nozzle-work distance and pressure of discharge.Iskandar et al.193have reported the MQL flow visualization and characterization for optimal MQL jet(effective penetration,coolinglubrication, high-velocity droplets, and lower vorticities).While the above studies were on MQL, Maruda et al.194studied the MQCL’s droplet behavior and heat exchange,as shown in Fig.16.They have reported that stream splitting has ensured smaller size droplets to cause the effective presence of the active elements in tribofilm.

Table 3 Summary of key findings for the studies made in grinding under NFMQL environment; in some instances, NFMQL has been compared with other C/L environments.

Table 3 (continued)

Table 3 (continued)

Table 3 (continued)

Table 3 (continued)
8.5.Machinability improvement
As per-discussed,the MQL showed many advantages over the other traditional C/L techniques in terms of economy,environmental sustainability, etc.The effect of using MQL as a C/L mode on the machining outputs needs to be assessed and evaluated.With a focus on machinability improvement, da Silva et al.195studied surface integrity aspects like surface roughness,residual stress,and microstructure to compare them with other conventional approaches to cooling lubrication during grinding.A similar study was performed but on the composite material by Adibi et al.196While most of the works in the literature are on metals and alloys, this study can be useful to industries processing composite materials.Authors have found that MQL has reduced the specific energy and forces for grinding.For machinability improvement, the use of an auxiliary wheel cleaning jet was investigated and compared with traditional cooling in the grinding process by Rodriguez et al.19The setup is shown in Fig.17 with the beneficial outcomes on the G ratio (higher) and specific energy (lower).Dhar et al.197stated that MQL could significantly lessen the cutting temperature and dimensional inaccuracy.The beneficial effect of using MQL as the primary lubrication technique was extended to the tool life and surface quality.198,199Braga et al.200proved that MQL competes with traditional cooling techniques in terms of surface quality and the operational tool life during the drilling of aluminum–silicon alloys using the diamond-coated tool.Furthermore, MQL offered sufficient lubricating and cooling properties over dry and flood lubrication for grooving carbon steel.201Interestingly, Amini et al.202reported that using an adequate flow rate of the liquid and the right positioning of the nozzle in MQL can noticeably extend the life of the single carbide tool for turning AISI 4142.The same enhancement effect of MQL was recorded for highspeed milling of NAK80 steel.However, the presence of the lubricant droplets could delay the formation of the build-up edge and protract the tool life.203,204Ibrahim et al.1compared the machining outputs of grinding Ti–6Al–4V alloys under dry and MQL based on eco-friendly nanofluid.They reported a noteworthy decrease in the specific cutting energy up to 91.78 % in comparison with dry cutting.
8.6.MQL’s integration with other technologies
To enhance the C/L performance and sustainability of MQL,this technique can be integrated with other C/L technologies,especially eco-friendly approaches like cryogenic methods.Further reporting of the MQL group was on its integration with air cooling, cryogenic cooling system, CO2, vortex tube assisted cooling,205sub-zero temperature cooling,206etc.Sanchez et al.207employed an innovative approach by combining MQL and low-temperature CO2at the wheel and contact zone of the grinding.Its schematic diagram is shown in Fig.18 (a).They have reported that the frozen oils were able to protect the abrasive grits and caused an improvement in the surface quality as well as an improvement in the wheel life.MQL with water in the ratio was investigated by de Ruzzi et al.208for grinding of steel (hardened), who showed beneficial effects of MQL with water in ratio;for instance,the clogging was found less with MQL+water,as shown in Fig.18(b)and Fig.18(c).In addition, other advanced variations of MQL application systems such as the atomization-based cooling-lubrication,209time-dependent MQL application,210and electrostatic MQL,211have shown an improvement in the machining performance with unique characteristics.Notable advantages of the MQL group of C/L has achieved its application not only in machining metals and alloys but also in bio-medical application like orthopedic drilling.212,213Madarkar et al.214have used ultrasonic vibration in MQL to improve its performance for the grinding process.They used an ultrasonic system to atomize the liquid into fine droplets, which were applied to investigate the surface roughness, topography, and chips.To reduce the agglomeration of the nanofluids, Huang et al.215made use of the ultrasonic-assisted oscillator to keep the nanoparticles agitated.They have employed this MQL nanofluid in grinding mild steel with multi-walled carbon nanotubes, and in return, they achieved reduced force,temperature, and surface roughness.
8.7.Tribology in MQL
The lack of lubrication is a matter of concern in the MQL technique as the lubrication medium is present in very low quantity which maybe not be sufficient for lubrication.Therefore, a deep and critical assessment of the lubrication performance of MQL is decisive and needed.Friction plays a major action in energy consumption and heat generation in the machining processes.Thus, using an efficient cooling/lubrication system is critical since it is mainly targeting lessening the friction which is reflected positively in the machining outputs, energy consumption, and tool life.Ibrahim et al.1demonstrated that since the MQL technique performs the cooling/lubrication by delivering the cooling medium in form of droplets, the surface tension and wettability are decisive factors.It is reported that despite the palm oil showing outstanding lubrication properties during the grinding of Ti alloys, palm oil displayed poor cooling properties and indigent thermal stability.Thus, graphene nanoplatelets (GNPs) have been added for further enhanced lubrication and cooling properties.GNPs had an inverse effect on the wettability of nanofluids which decrease the lubrication influence of these kinds of fluids.Danish et al.216used the MQL-cryogenic technique for machining Inconel 718.The experimental results revealed that the MQL-cryogenic outperformed the traditional cryogenic and dry lubrication modes as the result of the pressurized air guaranteed the efficient delivery and the existence of the lubrication medium in the cutting zone.

Fig.15 Partitioning of heat flux in a grinding operation.188
Fig.16 Setup and methodology used for determining the MQCL’s droplet size, distribution, and heat exchange.194
Regarding energy consumption, flood lubrication/cooling showed superior performance over palm oil-based MQL.However, the addition of GNPs with a content percentage higher than 0.03wt% can reverse the lubrication effect in which nano-particles reduced the friction coefficient significantly.Moreover, the nano additives showed extraordinary energy conservation performance in which the palm oil containing 1wt%can save energy by 91.78%in comparison to dry mode.1
8.8.MQL limitations and challenges
Despite the MQL offering some economic and ecological benefits, this technique suffers from some drawbacks.One of the obstacles that face the MQL is the intensive care that should be given to the lubrication medium that is used in MQL.Some mediums afford sufficient lubrication but at the same time cannotproperlycooldownthetoolandtheworkpiece(MQL+vegetable oils).1Meanwhile, the cryogenic MQL can effectively dissipate the heat energy from the tool and cutting zone.The friction in these kinds of lubrication modes has a great concern.217The lack of lubricity increases friction and energy consumption, while the extensive concentrations of temperature in the cutting zone without dissipation lead to the deterioration of the tool and burning of the newly machined surfaces.
9.Cryogenic cooling
9.1.CO2 -Cryogenic systems
To solve the problem of thermal damage to workpieces under extreme machining conditions of difficult-to-machine materials, scientists have performed a combination of cryogenic air and MQL.218One of the suggested approaches, which was introduced to promote heat dissipation during the machining processes, is using supercooled carbon dioxide (CO2) for immediate cooling of the cutting zone.219The previously described cooling system is based on injecting stable liquidized CO2at a pressure of 50 bar and flow temperature of-78.5°C,followed by residue-free sublimation.This allows the combination of liquid CO2before the expansion.220,221Meanwhile,using super-cooled gases aims to decrease the temperature of the cutting zones, hence decreasing the thermal damage probabilities.The super-cooled gases could augment the tool’s strength.222–226Sadik and Isakson227investigated the effect of the cryogenic CO2cooling system on the face milling of Ti-6Al-4 V using both PVD-coated and uncoated tools.They proved that the efficient use of the CO2cryogenic cooling strategy could prolong the tool life up to 6 times for both coated and uncoated tools by delaying lateral crack propagation and lack of flaking.Consistently, the same cooling properties of CO2were reported during the turning of Ti-6Al-4 V and Inconel 718 with cemented carbide and whisker-reinforced ceramics.228Shah and Khanna229stated that the liquid CO2(LCO2) based cryogenic cooling system noticeably surpassed the dry, flood, and LN2in terms of the thrust force, torque,surface quality,and circularity deviation,and cylindricity deviation.While,LN2showed the best energy conservation and the lowest power consumption among all cooling techniques,including dry, flood, and LCO2.Despite the positive effect of cryogenic cooling in terms of providing exceptional heat dissipation and cooling capabilities, it cannot offer the required lubrication properties.Therefore, it is suggested to combine the high pressure/super cooled gas with a lubrication oil to sustain both satisfactory cooling and lubrication during the machining.A hybrid cooling/lubrication system involving the minimal quantity lubrication(MQL)and CO2based cryogenic cooling system was developed and proposed by Hanenkamp et al.219They developed a cryogenic supply system that controls the flow of the CO2liquid before the lubrication oil is injected into the same tube by a high-precision pump as shown in Fig.19.The MQL/CO2hybrid cooling/lubrication system could significantly reduce the tool wear in the comparison with the conventional cooling systems.This enhanced behavior is attributed to the synergistic lubrication/cooling influence of the CO2and the lubrication oil.Notwithstanding, the proposed hybrid cooling system outperformed the conventional cooling approach.This hybrid cooling system suffers from uncontrolled leakage and the pressure loss of the CO2, resulting in a partial icing of the spindle which leads to a tool breakage, Meanwhile, the design, the position, and the sizes of the holes, which are fabricated in the cutting tool and are responsible for efficient delivery of the CO2liquid,plays a major role in a successful cooling process.230The same hybrid cooling approach is deployed to the turning operation of Ti-6Al-4V and Inconel 718 by supplying the lubricating oil and the LCO2from the rack surface.Besides, the CMQL improved the tool life.It is reported that the delivery means of the CMQL is vital, in which supplying the CMQL from the rack surface lessened the consumption of CO2by 25%in the comparison with the conventional delivery methods.Despite the beneficial influence of using CO2assisted cooling system regarding the tool life, surface roughness, cutting energy,etc., the environmental impacts of CO2gases restrict the use of these gases.For example, CO2gas is one of the gases that cause global warming.The side effect of CO2and the potential environmental impacts limit their use in the long term.230Regarding the hygienic side, it is proved that the increase in indoor CO2concentration could noticeably affect mental and decision-making abilities increasing the possibility of accidents due to the lack of worker attention.231Thus,an adequate ventilation system is required.

Fig.17 Auxiliary wheel cleaning jet for different conditions.19

Fig.18 Schematic diagram of the employed CO2 and MQL hybrid systems in grinding207 and the effect of MQL with water in wheel clogging.208
9.2.Liquid nitrogen -Cryogenic systems
Liquid nitrogen-assisted lubrication is considered an ecofriendly cooling arrangement for super-hard alloy machining.The super-cooling properties of liquidized nitrogen put it forward as a possible effective cooling system.Liquid nitrogenbased cryogenic systems,in which liquid nitrogen(LN2)is used as a coolant, are considered a viable option for conventional machining.Having a temperature as low as -196 °C at 101.325 kPa, super cold LN2is a good coolant.After absorbing the heat dissipated from the cutting process, it evaporates into nitrogen gas and becomes part of the air(79%of the air is nitrogen).It leaves no harmful residue on the environment.Therefore, it is considered to be environmentally friendly due to this natural recycling.232The superior cooling nature of the LN2gives this kind of sub-cooled gas great potential to be an eco-friendly cooling medium during the machining processes.Wang and Rajurkar233proved that the LN2ameliorated the surface roughness of the machined surfaces compared to the dry cooling operations.Furthermore, the LN2was essential to prolong the tool life by lowering the cutting temperature to the lowest levels and reducing the temperature-dependent tool wear.Ghosh and Rao234compared the cooling/lubrication performance of LN2as a cooling medium and Al2O3-based nano MQL techniques.It is proved that deploying the LN2as a cooling medium lessened the flank wear by 38 % compared with the nano-MQL.Furthermore,the beneficial effect of LN2is extended to the surface quality of the machined workpiece.This behavior was explained as the LN2could reduce the material side flow, material redeposition, BUE, and the micro-cavities over the machined surfaces.235Dhananchezian and Kumar236stated that the LN2cooling technique outperformed the wet cooling approach, in which the cryogenic cooling decreased the cutting zone temperature by 61 %–66 %, the surface roughness by 36 %, the cutting forces by 35 %–42 %, and the flank wear by 27 %–39 %in comparison with the wet cooling approach.The improved tool life and the better surface finish were attributed to the reduction in abrasion and attrition of the tool surfaces.Notwithstanding, the LN2cryogenic technique presented lower residual stresses than the flood cooling technique.237The cooling performance of LN2could be further enhanced by modifying the tool design and the coolant outlets.When the gas is directed towards the tool cutting edge,the discharged supercooled nitrogen gas chills the newly generated chips,increasing the chip brittleness and easy breaking.
Nevertheless, when coolant outflow is directed away from the cutting edge, the evaporated nitrogen gas maintains the ductility of the workpiece and significantly reduces the cutting zone temperature resulting in better wear resistance and better surface quality.238Kaynak and Gharibi239stated that the LN2significantly increased the tool life by decreasing the flank and the nose wear during the turning operation of AISI 4140 steel.Yildirim et al.240compared the cooling performance of LN2with the conventional MQL and CryoMQL techniques by conducting a series of machining experiments on Ni-based alloy 625 at sliding speeds of 50, 70, and 100 m/min, depth of cut of 5 mm and feed rate of 0.12 mm/rev.The experimental results revealed that, however, the LN2could noticeably decrease the cutting temperature with the comparison to the conventional MQL.The LN2cannot provide the required lubrication.The lubrication problem was solved using a hybrid technique of the LN2and MQL,in which CryoMQL improved surface roughness by 24.82 % compared to LN2cryogenic cooling.Moreover, the use of CryoMQL lessened the tool wear by 79.6 % compared to the cryogenic LN2.Nalbant et al.241conducted a series of turning experiments on AISI 304 stainless steel under different types of cooling modes.Although the LN2cryogenic system could reduce the temperature in the cutting zone with the comparison to the other cooling techniques (CO2cryogenic cooling system, flood,dry, and MQL cutting), it possesses lower machining performance in terms of the cutting forces, specific cutting energy,surface roughness, tool life, etc.compared to CO2cryogenic cooling system.242,243The same results were recorded by Jebaraj and Kumar.244However, their experimental results revealed that the LN2lowered the cutting temperature compared to the cryogenic CO2and wet cooling methods.LN2cannot compete with the other cooling conditions in terms of the surface quality of the machined surfaces.Since this technique -as a cryogenic- utilizes just the liquidized supercooled gas, it is enough to lower the temperature of the tool but not sufficient enough to provide the lubrication effect to reduce the energy consumption.This attitude can be drawn for all cryogenic cooling techniques.
9.3.Chilled air-cooling system
Jozic et al.245reported that the chilled air cooling system with optimized cutting conditions could significantly surpass the milling performance of 42CrMo4 steel.Furthermore,Aslantas et al.246stated that the hybrid lubrication system of oil and cold air(-30°C)could prolong the tool life and minimize the burr size.Moreover,it is observed that the super-cooled air-cooling system could noticeably lower the cutting forces compared to flood cooling.Stress lines on the chip surfaces show that the chips experienced the highest shear stress in dry cutting, followed by cutting with chilled air and, lastly, with flood coolant.247,248In another related study,Khairusshima et al.249noticed that a chilled air-cooling system (-10 °C) could remarkably extend the cutting tools’operating life during carbon machining fiber-reinforced plastic.Kim et al.250reported that the chilled air was key in improving the tool life.Nonetheless, the chilled air-cooling systems possess comparable machining performances over flood coolants.Ali et al.251implemented a comparative study to evaluate different cooling strategies of dry, chilled air, and nano MQL in terms of the energy consumed during the machining.They found that the chilled air-cooling system exhibited higher consumed energy than the nano MQL,which represents a weakness of these types of cryogenic cooling systems.Consistently, Su et al.252opined that the supercooled air could not provide good cooling performance at higher cutting speeds.This multi-process coupled lubrication seems to have more potential for development.253Many researchers have proposed Supercooled air as an alternative eco-friendly cooling system to amend the machining performances of the super hard alloys.The chilled air-cooling system is based on providing sub-cooled air to the cutting zone,as shown in Fig.20.245,254
10.Electrostatic and electrohydrodynamic cooling/ lubrication systems

Fig.19 MQL + CO2 cooling system219
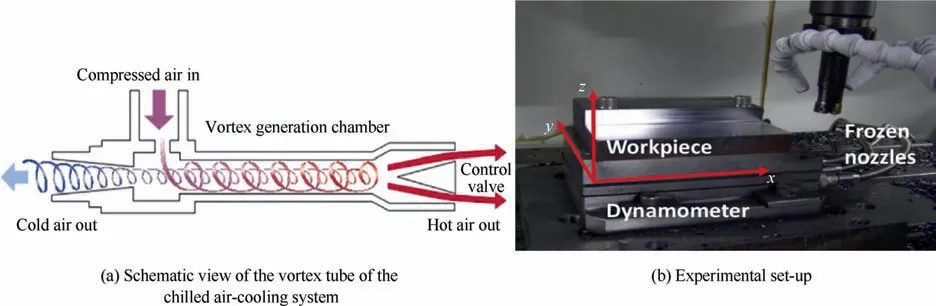
Fig.20 Chilled air-cooling system.245,254
The electrostatic cooling system is based on the production of very fine aerosol by the action of electrostatic charging, in which the liquid passes through a nozzle connected to a high voltage source (100–104V).This nozzle is positioned in front of a counter electrode connected to the ground potential,255,256as shown in Fig.21.Electrostatic lubrication(ESL)or electrohydrodynamic spraying (EHS) utilizes the charging of liquid till critical values;hence the unstable charged liquids are forced to form clouds of tiny, highly charged droplets.Nevertheless,the fluid is deployed to the cutting zone in the form of a high-speed stream of liquid droplets with an extreme liquid flow rate.Regarding the cooling and lubrication performance,Reddy and Yang255introduced the ESL system as a lubrication/cooling approach for drilling SCM 440 steel.They proved that ESL could outperform dry cutting and the minimum quantity lubrication(MQL)in terms of tool life and machining performance (surface finish, hole diameter, and thrust forces).The ESL system’s enhanced lubrication and cooling performance were attributed to the efficient delivery of the fluids to the cutting zone, which immediately dissipates the heat generated in the cutting zone.Furthermore,the high-speed tiny droplets can adhere to the workpiece surface, boosting the plastic flow on the backside of the chip.In another study,Lee et al.257suggested that a hybrid cooling system of EHS and chilly air could further enhance the cooling/lubrication and the machining outputs during the milling of aluminum 2024-T6.Their experimental results revealed that the proposed hybrid lubrication/cooling system significantly reduced the Y-direction forces(normal to the feed direction) and the burrs due to the extensive existence of the fluid droplets in the cutting zone and flushing the chips as a direct effect of the compressed chilly air.EHS assisted with the nano-fluids deployed for Ti-6Al-4 V grinding.258It is noticed that the EHS lubrication/cooling system showed an enhanced effect in terms of surface roughness and cutting forces.Nevertheless,the nano-diamond as an additive surpassed the lubrication performance of the EHS system,as shown in Fig.22.Moreover,the particle size plays a crucial role in the lubrication performance during the grinding operations.In contrast, the optimum lubrication performance was obtained at a nanoparticle size of 80 nm.Reddy et al.259utilized the electrostatic principles to generate a high-speed jet of solid lubricant mixture (graphite mixed with SAE40 oil) at an extremely low flow rate during the drilling of AISI4340 steel.Their findings revealed that the electrostatic-solid lubrication-assisted system could be a viable alternative to the conventional wet lubrication approach.Interestingly,Huang et al.260reported that the charging voltage does not affect the chemical composition of the cutting fluid.However,the spindle speed is a critical parameter that judges the successful lubrication performance.Furthermore, the electrostatic minimum quantity lubrication (EMQL) could beat the traditional MQL in terms of the machining output.261,262Notwithstanding, compared to pneumatic atomization MQL, EMQL is able to reduce the surface roughness of titanium alloys due to its unique empowering mechanism and atomization properties.In addition,the scientists also verified that lecithin can be used as an additive to improve the atomization and machining performance of electrostatic atomization.263A dry electrostatic cooling/lubrication system employs the ionized flow of a gas stream to cool down the cutting zone.Liu et al.264stated that the use of ionized ozone lessened the cutting forces by 7 %-28 % and the tool wear by 30%–50 % compared to the dry cutting during the machining of GCr15 steel.In comparison,their proposed cooling approach extended the tool life by 150 %-300 %.Meanwhile, a remarkable reduction in the tool wear was noticed during the turning of Ti-6Al-4 V with the YG8 carbide tool lubricated by the dry ESL.265Moreover,dry ESL reduced the cutting forces and cutting temperatures by 8%and 10%,respectively,during the turning of AISI1045 steel with P10 carbide tools.266Despite the apparent advantages of ESL and EHS in terms of the machining outputs and low environmental impacts.The penetration of the cutting fluids droplets into the high-pressure air layer is generated by the high whirling speed of the grinding wheel.Moreover, it is reported that the EHS lubrication efficiency noticeably decreases with the increase of the spindle speed.267

Fig.21 Working principle of electrohydrodynamic spray.256
11.Solid/dry lubrication
Solid lubrication was introduced as an eco-friendly cooling/lubrication approach to overcome the environmental problems associated with traditional lubrication techniques.Solid lubricants like MoS2, graphite, diamond, SiC, etc., are in the form of dry lubrication,in which the solid lubricants are delivered to the cutting zone in micro/nano size.Surprisingly,it is reported that solid cooling/lubrication outperformed wet cooling in intermittent cutting operations at high loads and speeds.The enhanced performance of the dry/solid lubrication is referred to the unique heat dissipation properties of the solid lubricants and the lamellar structure of the solid lubricants, which eases the slipping of the chips over the tool racks and reduce the friction between the workpiece and the tool flank, resulting in lower cutting forces.267In one study,Mia et al.268conducted an experimental investigation to evaluate the effect of the lubrication/cooling strategy on the machining output of hardened AISI 1060 steel.They concluded that the dry/solid lubrication formulated by mixing the solid lubricants with compressed air could show better performance in terms of surface roughness, cutting temperature, and tool wear than the dry cutting.Dilbag and Rao269consistently proved that using MoS2and graphite solid lubricants could promote the surface quality of hardened AISI 1060 steel, in which the MoS2and graphite solid lubrication decreased the surface roughness by 8 to 15 %, respectively, in comparison with the dry cutting.This technique affords the sufficient lubrication and agrees with the sustainability in the phase of energy consumption.On the other hand, it can not dissipate the heat from the tool and cutting zone which leads to the tool deterioration.Furthermore, these techniques may affect the worker’s health due to the infiltration of the nanoparticles to the air.Therefore, using the protective equipment to protect the worker’s eyes and respiratory systems.

Fig.22 Machining outputs of micro-grinding of Ti-6Al-4 V alloy lubricated by EHS assisted by nanofluids.256

Table 4 Comprehensive analysis of different lubrication/cooling techniques.
12.Sustainability assessment of different cooling/lubrication techniques
The aforementioned discussion revealed that many approaches can be used for decreasing the temperature of the workpiece during grinding and facilitating the slipping of the tool and the chip over the cutting tool which leads to a decrease in the friction coefficient.Some of these techniques do not fulfill the requirements of sustainability however, they may provide efficient cooling and lubrication.Some other techniques fit partially or completely the demands of sustainability, but the positive effect does not extend to the performance side.The authors through the aforementioned discussion in this review can provide a short guide for sustainability in Table 4.
13.Conclusion
The recent study discusses the cooling and lubricating methods and technologies for grinding.It also provides a basis for a critical assessment of the various lubrication/cooling methods in terms of their effects on machining outputs, the environment, the hygienic side, etc.The effectiveness of various cooling and lubrication strategies was also covered in the paper and the main conclusions can be drawn as follow:
1) Dry cutting has been proposed as an alternative with lower environmental impact.Regarding sustainability,dry cutting does not fit with the sustainability requirements in terms of high energy consumption, machining economy, and workpiece quality.
2) Vegetable and biodegradable fluids afford good lubrication properties which is reflected positively in energy consumption.Nonetheless, vegetable oils can not fully fit the requirements of the cooling fluids due to their low thermal stability and low thermal capacity which make them unable to dissipate the heating energy from the cutting zone.Consequently, burning zones can be noticed in the newly machined surfaces.
3) Many approaches have been proposed to enhance the cooling/ lubrication of vegetable oils by adding nanoparticles like graphene, Al2O3, etc.Despite the nanofluids showed superior cooling/lubrication performance.The suspension stability for a long period is still a problem and needs more investigation.
4) MQL suffers from many problems like relatively high energy consumption and the lack of cooling or lubrication as the cooling medium is delivered to the cutting zone in low quantity.However, MQL with different integrated lubrication/cooling systems can fulfill most of the machining sustainability requirements like the economy, and low environmental impact.For instance,MQL integrated with the nanofluids outperformed the traditional MQL (water-based and mineral oil/ MQL)in terms of the machining outputs and the sustainability aspects.
5) EMQL showed superior C/L performance than the traditional MQL.Furthermore, it enhanced the machining outputs.Meanwhile,EMQL can be considered as a new technique and a hot point for researchers for further development and investigations.
Regarding future recommendations, more studies are required to eventually assess the environmental impacts of the surveyed lubrication/cooling techniques.Furthermore,detailed assessments of the hygenic side and the effect of using such fluids and gases on workers’health are missing.The Economics of eco-friendly lubrication/cooling systems needs to be highlighted as it plays a major role in motivating the industrial sectors to give up traditional techniques and replace them with eco-friendly alternatives.
Declaration of Competing Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Acknowledgment
The authors would like to express their deep thanks to Mr.Mozammel Mia, Department of Mechanical Engineering,Imperial College London for his great support and precious contribution.The presented work was funded by the Natural Science Foundation of China (Nos.52005174, 52275421,51875192), Hunan Provincial Science Fund for Distinguished Young Scholars (No.2022JJ10010), Key Research and Development Program of Hunan Province (No.2022WK2003), the Natural Science Foundation of Hunan Province(Nos.2021JJ40064, 2020JJ4193), the Natural Science Foundation of Changsha (No.kq2014048) and the Strategic Priority Research Program of the Chinese Academy of Sciences (No.XDA25020317).The authors acknowledge the financial support.
杂志排行

CHINESE JOURNAL OF AERONAUTICS的其它文章
- Improving surface integrity when drilling CFRPs and Ti-6Al-4V using sustainable lubricated liquid carbon dioxide
- A hybrid chemical modification strategy for monocrystalline silicon micro-grinding:Experimental investigation and synergistic mechanism
- Analysis of grinding mechanics and improved grinding force model based on randomized grain geometric characteristics
- Experimental and modeling study of surface topography generation considering tool-workpiece vibration in high-precision turning
- Collaborative force and shape control for large composite fuselage panels assembly
- Ultrasonic constitutive model and its application in ultrasonic vibration-assisted milling Ti3Al intermetallics