集气站放空天然气回收技术探析
2023-08-30王福阳大庆油田有限责任公司采气分公司
王福阳 (大庆油田有限责任公司采气分公司)
《陆上石油天然气开采工业大气污染物排放标准》GB39728—2020(以下简称:标准GB39728—2020),标准规定新建企业自于2021 年1 月1 日起执行,现有企业自2023 年1 月1 日起执行。该标准对挥发性有机物排放提出了控制要求,主要包括挥发性有机液体储存、装载排放控制要求、废水集输处理系统、设备与组件泄漏、废气收集处理等排放控制要求。根据标准GB39728—2020 第7.5 条“企业未遵守本标准规定的措施性控制要求,构成违法行为的,依照法律法规等有关规定予以处理。”通过对标准的解读,挥发性有机液体包括了本行业全部的产品—采出液、原油、天然气凝液、液化石油气、稳定轻烃、含油污水。严格按照标准的要求对油田范围内的挥发性有机液体大气污染物排放进行治理已经迫在眉睫。
1 概述
开采天然气的过程中,涉及较高的生产压力,遇到寒冷天气时,水合物会引起气闸阀与管道堵塞,运用合理的放空措施可有效解决堵塞问题。如果站内阀门以及设备出现内漏的问题,会形成天然气微漏的状况,需运用科学的策略进行处理,诸如象点燃等相关方式。同时,集气站每年都要检修一次,需要关闭气井井口闸阀和站内外输闸阀,点燃放空管线中的天然气,使站内和地面管线压力从5.0 MPa 左右降为零,然后进行氮气置换,再进行其他相关操作。设备维修动火也需要相似的操作,同样需要放空管线内的天然气。并且管道输送天然气超压时,安全阀会起跳,将多余的气体放散出去可降低压力。
2 天然气回收技术分析
2.1 CNG 技术
CNG 技术即依靠压缩机对天然气实施脱水并进行压缩处理,同时把处理结束的压缩天然气存储在相应的拖车之中,以便于进行再次利用。借助于压缩天然气拖车可以非常便捷地把压缩天然气直接运输到各个城市的气站之内,对其实施压力释放,进而把释放之后的天然气直接输送到各个城市的天然气管道之内,能够对放空天然气进行二次回收利用[1]。这一技术的突出特征在于涉及的相关设备都能运用分合撬的形式把设备划分为各个单元,每一小撬可以达到相应的标准要求,同时能够按照具体需要来实现拆分与组合,形成较为系统的放空天然气回收处理体系,如果放空量逐步减少能够把相关设备实施调整,可以实现二次利用。但该技术存在的缺口在于现阶段CNG 压缩机排量不是很大,实际作业效率不高,同时拖车的运量还有待进一步提升,每次仅仅能够运输4 000m3左右。
2.2 天然气水合物
天然气水合物即通过高压低温环境来确保天然气与水之间能够有效融合的方式,基于显微镜观察发现该物质表现出灯笼状形态[2]。研究数据表明,把放空天然气与水之间进行充分融合能够在1 m3水中存储200 m3左右的天然气。采取该技术对放空天然气进行处理的过程中能够有效实现在低存储空间内尽可能多地运输天然气。然而该技术也存在一定的问题,比如说水合物的集装和运输成本相对较高。
2.3 天然气引射技术
天然气引射技术主要基于流体力学相关原理,流体由喷嘴状设施实现高速喷射,随后喷口区域会产生低压环境,把周边流体直接吸入到喷射流体之中。引射技术一般来说涉及高/低压气入口、喷嘴、混合腔以及扩压断等部件[3]。对于该技术在实践工作中的运用,天然气通过喷嘴区域之后,混合腔中产生低压,把低压天然气直接吸入并完成混合,得到高速流动的混合气流,通过扩压断实施升压后稳定传输。在作业过程中需要按照引射器低压位置对放空管线以及低压位置进行紧密连接,在放空过程中应当确保上游闸阀处于关闭状态,开启阀门后当压力处于标准值时把引射流程闸阀关闭,对管线实施放空。在该技术中所应用到的引射器自身尺寸不大,生产制造成本较低,可以对放空天然气予以全面回收,降低可能对附近环境带来的破坏。
2.4 液化天然气技术
液化天然气技术即把处在气体状态时的天然气实施液化后完成二次处理,即对放空天然气实施脱水、脱经以及脱酸等相关作业流程,通过上述环节处理后进行低温液化的技术,该技术能够让放空天然气处于液体状态[4]。从目前的实际情况看,在运用该技术的过程中较为普遍的是采用丙烷预冷的混合液化方案。依托该技术对放空天然气实施处理,表现出的主要优势和特点在于作业效率较高,同时运输和存储的成本更低。然而和压缩天然气技术相比,该技术实际应用过程中往往需要依靠很多专业设备设施,这些设备成本较高,所以在初期运用时必须要投入更多资金。同时,该技术在实际应用过程中依旧存在安全问题,因为组分之间必然会具有温度差异,所以液化天然气可能存在分层或者形成涡旋,便导致其内部重力势能以及动力势能产生较大变化,导致液化天然气存储环节的安全性降低,可能引发较为严重的安全隐患。
2.5 吸附天然气技术
吸附天然气技术是在天然气储存罐中应用相关吸附剂,此类吸附剂表面往往存在丰富的孔洞,从而让其表面积进一步提升,在常温或者高压环境中可以对放空天然气进行有效吸附,进而实现存储功能[5]。和压缩技术相比,该技术的突出优势在于可以在常温或者低压环境下对放空天然气进行更加高效率的回收。相关资料显示,该技术在环境压力处于3.5 MPa 状态下,回收放空天然气密度和20 MPa环境下运用压缩天然气技术的作用基本一致,可以看出该技术在相关设备应用和实际作业过程中所消耗的成本相对更低,同时因为压力环境要求不高,能够结合运输和存储的实际需要对存储罐形态予以合理调控[6-8]。所以,回收天然气采用安全保障性高且自身质量较低的储存罐来进行存储和运输。
3 天然气回收系统设计
3.1 明确治理对象
集气站采用三甘醇脱水装置脱除天然气中的水蒸汽,脱水装置再生精馏柱会产生尾气,这类尾气排放的非甲烷总烃含量不合格,部分有毒气体排出(苯、二甲苯),并且甘醇分解产物形成酸臭的异味。通过HYSYS 软件模拟计算溶液中尾气及三甘醇排放量分别为46 405 mg/m3、780 mg/m3。为了达到更好的气体脱水效果,三甘醇脱水装置一般采取汽提工艺来提高甘醇浓度。汽提气采用燃料气(压力0.1~0.3 MPa),通过调节阀控制流量后进入重沸器。汽提气鼓泡通过重沸器中的热流体,在汽提塔内向上流动,从塔顶流出,并带出汽提塔内甘醇溶液析出的水蒸汽。
因此计算装置处理量时需要考虑汽提工况下进入重沸器的天然气量。在汽提工况下三甘醇精馏柱排出尾气量为10~40 m3/h,因此将尾气回收装置按三甘醇脱水装置处理规模分为两类:处理量小于或等于50×104m3/d 的选用50×104m3/d 的尾气回收装置;处理量大于50×104m3/d 的选用180×104m3/d尾气回收装置。
3.2 确定取气点区域
对于放空天然气的回收作业而言,能够对其实施增压处理,在这一过程中应当对放空天然气进行预处理,按照目前所应用的技术方法,分液罐选取后实现天然气回收。双筒式闪蒸分液罐可以在很大程度上降低天然气内部的游离水含量,有效避免气体流速管控不佳造成游离水进入放空火炬的风险因素。分液罐具体尺寸通常为ϕ1 400×5 770 mm,符合工艺标准。分液罐以及放空火炬之间还应当设置阻火器,确保两个系统能够有效切换,让集气站放空系统得以持续稳定运转。高中压放空天然气应当经由分液罐后进入火炬,此处可以配备回收设施,有效提升天然气回收率。
3.3 确定回注点位置
对于高压系统而言,进站阀组位置压力一般处于8 MPa 之上,回注点不能选择在这一区域。对于低压系统来说,往往是依靠分水包实现天然气采集,该设备的直径一般在600 mm 左右,高度为2 900 mm,最高作业压力0.3 MPa。集气站内瞬间放空量相对较大,对分气包容积提出了更高的标准,因此不能将其当成是回注点位置。对于中压系统来说,属于非常关键的组成部分,其中各种设备都可能对集气站稳定运行带来影响。对计量分离器进行设计时,结合大部分集气站的实际运行状态,在外输管道中确定预留阀门为最佳回注点。
3.4 筛选主要回收设备
放空天然气内部往往存在部分液体,按照对应的压缩比以及排气范围,对往复式压缩机、离心式压缩机以及螺杆压缩机等各种设备实施全面的分析研究,最终确定符合实际作业需求的回收设备。
3.5 设计回收系统技术路线
目前气田生产装置存在挥发性有机物主要有以下两类:一是深冷装置通常采用三甘醇脱水工艺,脱水装置再生精馏柱会产生尾气,含有部分烃类气体及三甘醇降解物质,解析出的尾气酸臭味道较大;二是浅冷装置采用乙二醇防冻,乙二醇装置在再生过程中的再生精馏柱会产生一定量的尾气,主要组成是水汽、乙二醇、烃类、乙酸和草酸等物质。
2013 年以前,国内脱水装置的尾气基本上均为直接放空,近年来国内主要油气田逐步开展了脱水废气的处理。目前脱水装置的废气处理主要有焚烧炉焚烧和增压回收技术。
4 案例分析
以大庆油田为例,集气站采用三甘醇脱水装置脱除天然气中的水蒸汽,三甘醇脱水装置的再生精馏柱会产生一定量的尾气,主要组成是水汽、三甘醇和烃类等物质,尾气直接排放味道较大,不满足环保以及职业卫生的相关要求[9-10]。针对目前3 种技术方案进行对比分析:
1)焚烧炉焚烧。三甘醇脱水装置产生的尾气冷却降温后进入分离器,分离出的液体进入站内污水系统,分离出的不凝气进入焚烧炉燃烧达标外排。火炬燃烧工艺流程见图1。
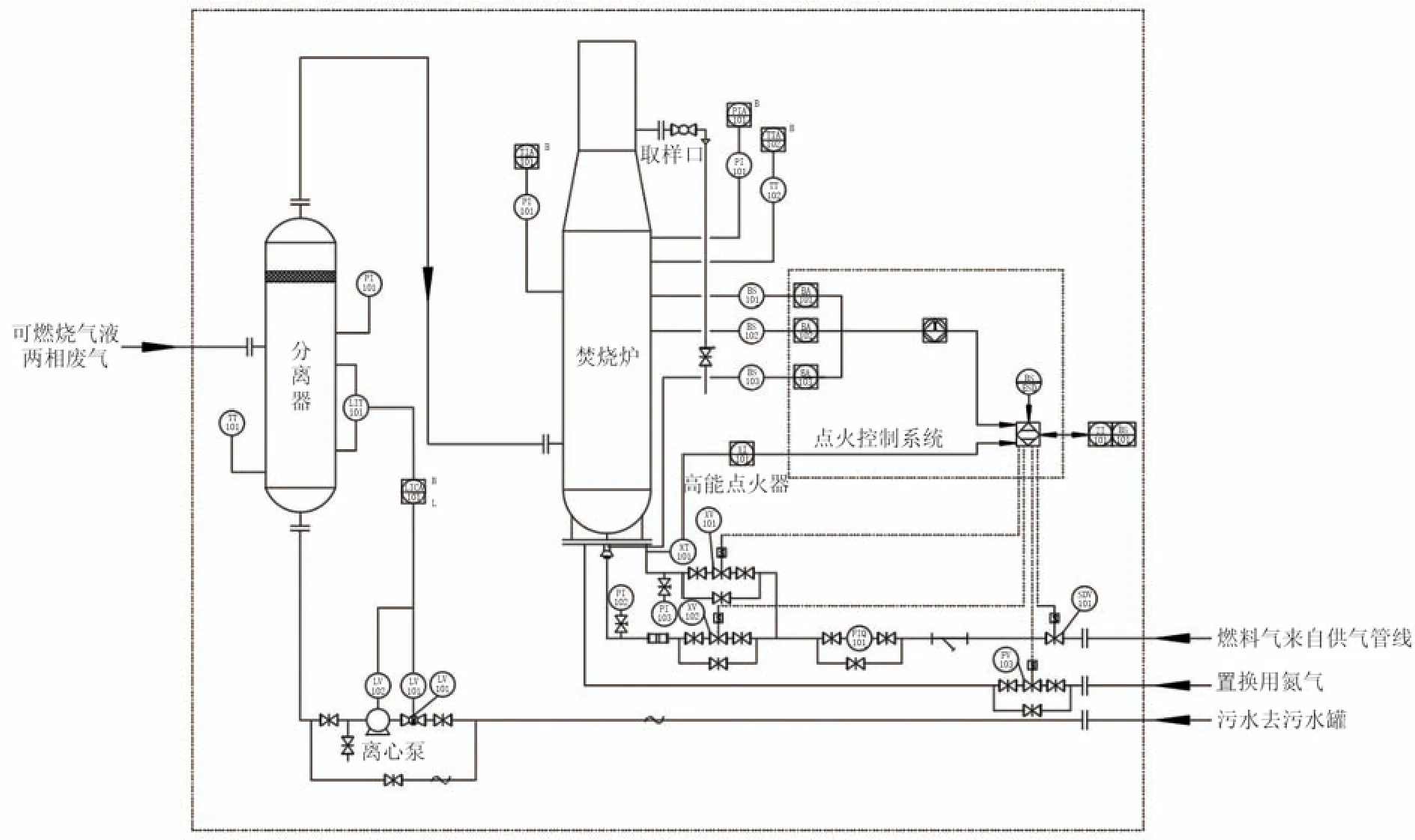
图1 火炬燃烧工艺流程Fig.1 Flow chart of torch burning process
2)水引射增压回收技术。三甘醇脱水装置产生的尾气从精馏柱顶排气口收集后,降温冷却,进入分水罐,分离出的气体经增压装置增压后进入三甘醇脱水装置的自带燃料气缓冲罐,作为燃料气利用;分离出的液体排至站内污水系统。利用射流器原理,将位于增压罐底部的循环水通过射流器喷嘴,高速夹带、卷吸尾气中的不凝气体,在混合器内将尾气引射增压[11-12]。水引射增压回收工艺流程见图2。
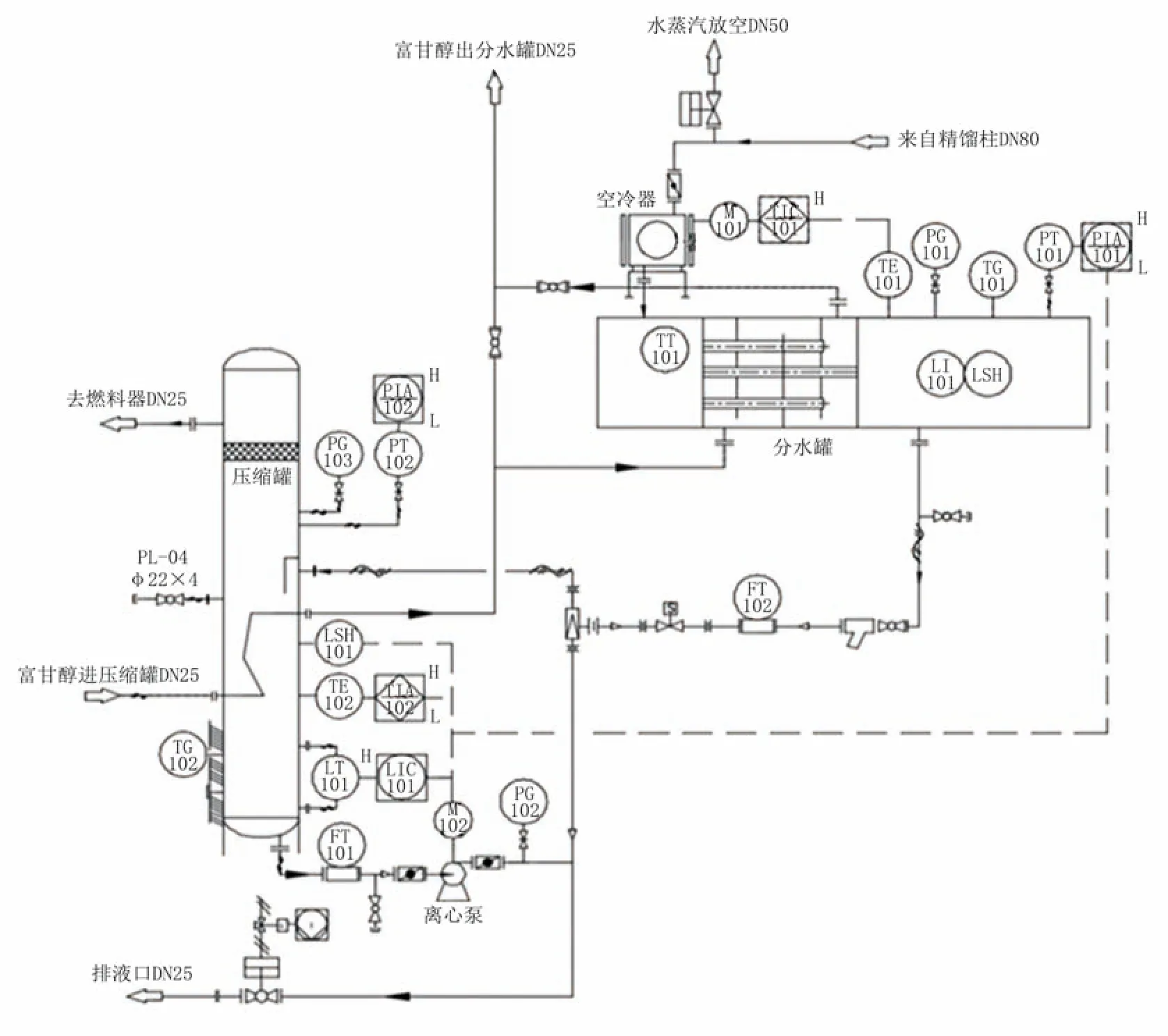
图2 水引射增压回收工艺流程Fig.2 Flow chart of water-induced pressurization recovery technology
3)气引射增压回收技术。三甘醇脱水装置产生的尾气从精馏柱顶排气口收集后,降温冷却,进入分离器,分离出的气体经混合增压装置与燃料气混合增压,而后进入三甘醇再生装置燃烧器燃烧;分离出的液体排至站内污水系统。应用文丘里管原理,将站内天然气作为高压引射气,在混合器内将常压尾气引射,提高压力至再生装置燃烧器所需的压力,这样尾气和天然气混合后可进入三甘醇再生装置燃烧器正常燃烧;或者提高压力使之进入站内低压系统。气引射增压回收工艺流程见图3。
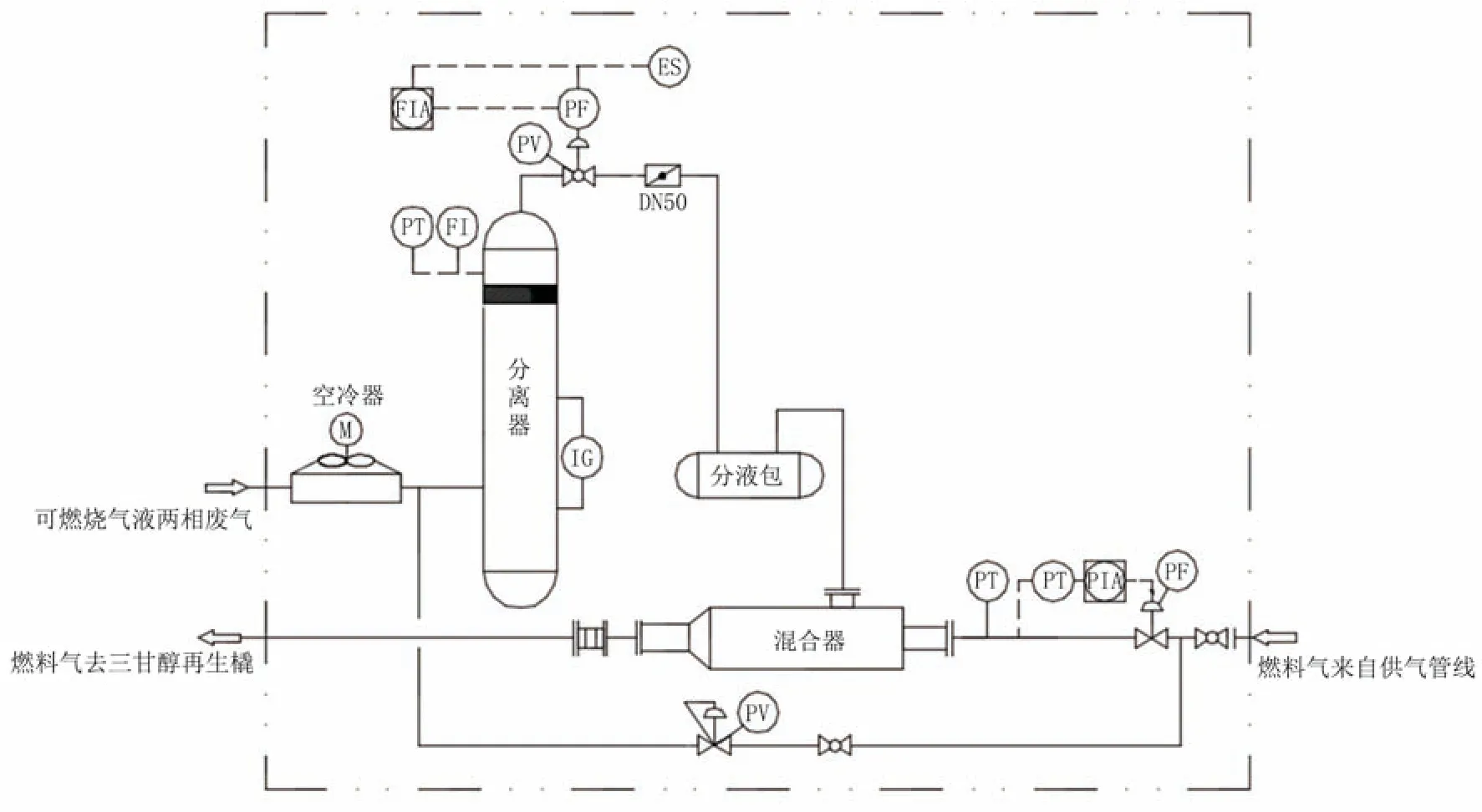
图3 气引射增压回收工艺流程Fit.3 Flow chart of gas-induced pressurization recovery technology
通过对3 种回收技术优、缺点的对比,水引射增压回收技术具有能耗低、投资成本低以及环保等优势,目前该技术已经在DQ 油田ZS16 集气站应用, 且装置运行平稳, 预计减排天然气量4.226×104m3/d,回收天然气量0.655×104m3/d,通过采取回收工艺,部分天然气回收进入系统后从一定程度上实现了碳减排,降低了对大气环境的污染,可以实现经济效益328 万元/a。三甘醇脱水装置尾气回收技术对比见表1。
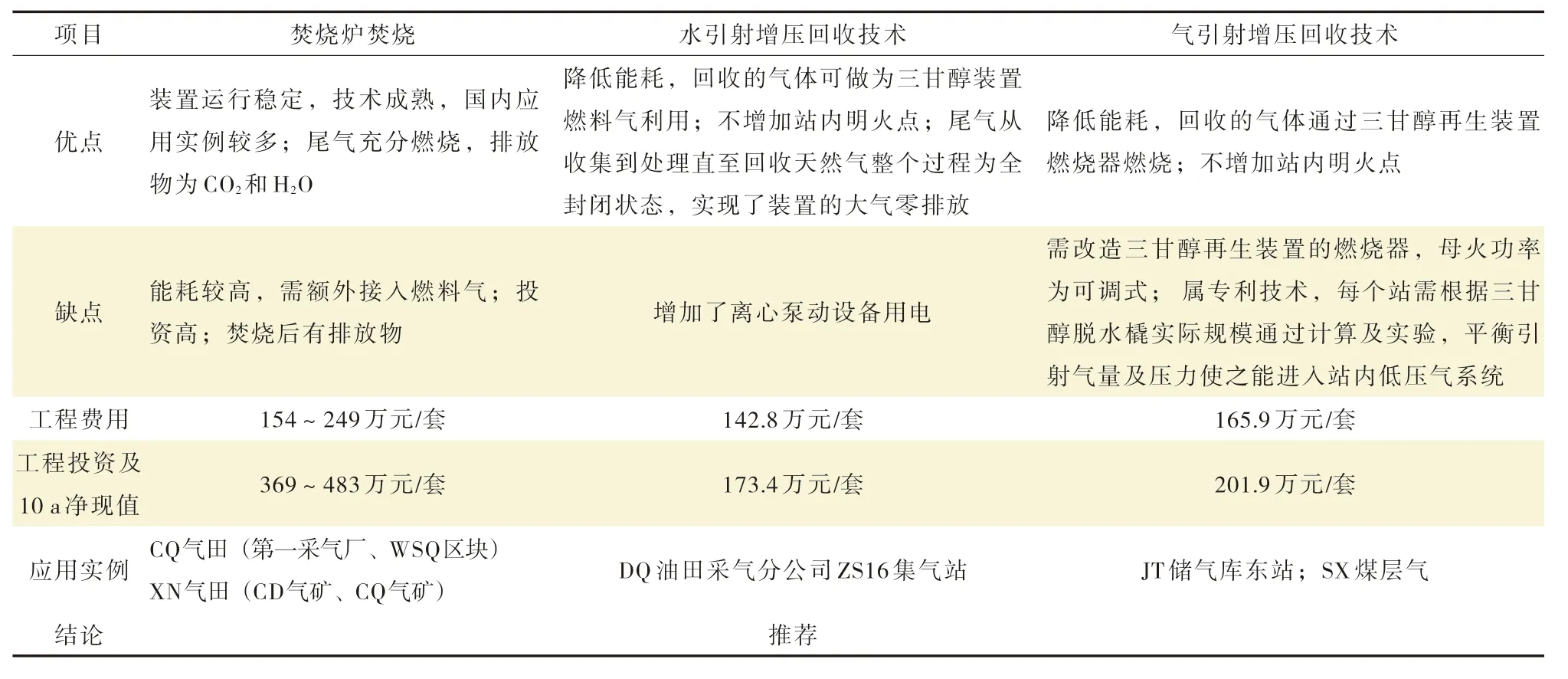
表1 三甘醇脱水装置尾气回收技术对比Tab.1 Comparison of the exhaust gas recovery technology of triethylene glycol dehydration device
5 结论
综上所述,现阶段全球能源格局正在持续变化,以石油、煤炭等为主的相关不可再生资源的损耗逐渐加重,储量减少,所以表现出价格上涨的情况,在此背景下开发天然气大势所趋。作为清洁能源之一,天然气在各个行业的能源领域中得到了广泛运用,但在生产过程中需要进行天然气放空措施,造成了能源浪费。为了满足节能、环保的目的,借助有效天然气回收技术,完成放空天然气的有效回收和利用,提高天然气的利用效率,实现节能减排的目标。大庆油田通过对放空天然气回收技术的科学运用,实现了良好效果,节能减排目标顺利实现。在今后的工作中还需要进一步的研究,并重视对放空天然气回收技术的运用,促进社会、经济、环保效益的全面提高。