酮咯酸氨丁三醇双相控释片的制备及处方优化*
2023-08-29许宁宁
石 林,曾 媛,刘 辉,许宁宁
(1. 湖北科技学院药学院,湖北 咸宁 437100; 2. 中国人民解放军中部战区总医院医疗保障中心药剂科,湖北 武汉 430070; 3. 中国人民解放军中部战区总医院医疗保障中心,湖北 武汉 430070)
双相控释片系统适用于按2种不同的速率或在2个不同的时间段以速释/ 缓释或缓释/ 速释的方式释放药物。速释/缓释释放系统提供药物释放的初始爆发,然后在规定的时间段内以恒定速率释放[1]。使用该类系统药物多需快速达到药物的起效浓度并长时间维持,以避免重复给药,其合适的候选药物包括非甾体抗炎药(NSAID)、抗高血压、抗组胺和抗过敏药物[1]。酮咯酸氨丁三醇为具有强效镇痛活性的NSAID,属非选择性环氧合酶(COX)抑制剂,通过阻断花生四烯酸的代谢,抑制环氧合酶,减少前列腺素的合成,从而达到镇痛效果[2],常用于临床需要阿片水平镇痛的短期治疗,其作用于外周神经抑制,无呼吸抑制作用且无成瘾性[3]。其国内市售剂型主要有注射剂、片剂、胶囊剂、滴眼剂[4],国内外处于研发阶段的剂型有骨架型缓释片、口服缓释微囊、缓释植入剂、鼻喷剂、胃漂浮片、渗透泵片等[5-10]。目前,酮咯酸氨丁三醇在临床用于剧烈疼痛的镇痛,如骨科术前及术后镇痛[11-13]、肿瘤科的镇痛[14-16]、妇产科的镇痛[17-18]等,普通口服制剂和注射剂虽然起效迅速,但1 d 内需多次给药,血药浓度波动大;口服缓释制剂作用时间长但起效慢,不能达到迅速止疼的效果[19]。该药的双相控释片既能迅速镇痛并减少用药次数,又能长时间稳定持续作用及降低不良反应发生率,具有显著临床优势。为此,本研究中探讨了该双相控释片的制备方法及处方工艺的优化。现报道如下。
1 仪器与试药
1.1 仪器
BT25S型超微量电子分析天平(北京赛多利斯仪器系统有限公司);YDP-200C型片剂硬度测定仪、RCZ-8型药物溶出度仪(上海黄海药检仪器有限公司);PP-120型单冲压片机(湖南省衡阳市药械设备厂);Labcoating3型高效包衣机(深圳信宜特科技有限公司);SDK-I-02型激光打孔机(天津市工业自动化仪表研究所);DHG9146A型电热恒温鼓风干燥箱(上海精宏实验设备有限公司);LC-20AT型高效液相色谱仪(日本Shimadzu公司)。
1.2 试药
酮咯酸氨丁三醇对照品(中国食品药品检定研究院,批号为101532-202001,含量99.8%);酮咯酸氨丁三醇(海南卓科制药有限公司,批号为Y-20200902);醋酸纤维素(ESTMAN,批号为AC - 02080NF);聚乙二醇4000(PEG 4000,南京威尔化工有限公司,批号为20190107B - 1);丙酮(江苏强盛功能化学股份有限公司,批号为20180702);甲醇(批号为20191031)、冰醋酸(批号为20190121),均购自国药集团化学试剂有限公司;硬脂酸镁(安徽山河药用辅料股份有限公司,批号为200701);氧化铁红(批号为20200309)、氧化铁黄(批号为20190524),均购自上海一品颜料有限公司;羟丙甲纤维素K4M(HPMC - K4M,批号为D180J5U002)、PEO WSR303(批号为D682J57RR3)、PEO N10(批号为D682J3SRH4),均购自陶氏化学公司;聚乙烯吡咯烷酮K30(PVP - K30,安徽山河药用辅料股份有限公司,批号为190408);NaCl(江苏省勤奋药业有限公司,批号为20190725)。
2 方法与结果
2.1 制备
酮咯酸氨丁三醇双相控释片包括速释层和控释层,采用压制包衣法将速释层粉末均匀包裹于控释片外,即得双相控释片。
控释片的制备:取控释片含药层处方量药物和辅料各适量,分别过80 目筛,按等量递加法使其充分混合。将处方量PVP - K30 溶于适量乙醇,将其与含药层进行混合制软材,过20 目筛制得湿颗粒,置40 ℃烘箱内干燥4 h,过18 目筛整粒,加入处方量润滑剂,混匀,得处方量含药层颗粒。同法制备助推层颗粒。取处方量含药层颗粒适量,置压片机模孔内,预压使其表面平整,再加入处方量的助推层颗粒,压制成酮咯酸氨丁三醇控释片片芯。为了保证药片的成型性,压制过程中保持片芯硬度为50~60 N。取处方量PEG 4 000于处方量水中完全溶解,缓慢加入处方量的醋酸纤维素,边加边搅拌,至完全溶解。对压制好的双层片芯进行包衣。包衣参数:包衣锅内温度40 ℃,包衣锅转速40 r/min,喷雾速率2~4 mL/min。包衣到一定增重后,置40 ℃烘箱中干燥24 h,最后将包衣完成的药片含药层一侧打一个孔径为1.0 mm 的释药孔,即得酮咯酸氨丁三醇控释片。
速释层的制备:将速释层处方量的酮咯酸氨丁三醇及辅料分别过80 目筛后备用,按照等量递加法混合均匀,加入润滑剂混匀,获得速释层粉末备用。
双相控释片的制备:将一定量的速释层粉末置12 号冲模的底部进行轻压,使其平整,然后将制备好的控释片置于冲模的中心位置,加入剩余量速释层粉末,再次压片,得双相控释片(样品)。
2.2 释放度测定
2.2.1 色谱条件
色谱柱:Diamonsil C18柱(250 mm×4.6 mm,5µm);流动相:甲醇-水-冰醋酸(65∶34∶1,V/V/V);流速:0.9 mL/ min;检测波长:322 nm;柱温:40 ℃;进样量:20µL。
2.2.2 溶液制备
取酮咯酸氨丁三醇对照品15 mg,精密称定,置250 mL棕色容量瓶中,加纯化水溶解并定容,摇匀,得对照品溶液。取样品适量,以600 mL 纯化水作释放介质,转速为50 r/min,在规定时间点取样,每次约4 mL,滤过,取续滤液,即得供试品溶液。按处方量制备不含药物的双相控释片,同法取样,滤过,取续滤液,即得阴性对照品溶液。
2.2.3 方法学考察
专属性试验:分别取供试品溶液、对照品溶液和阴性对照品溶液各适量,按2.2.1 项下色谱条件进样测定,记录色谱图。结果阴性对照品溶液色谱中,在与对照品溶液色谱峰相同保留时间处无干扰峰,表明专属性良好。详见图1。

图1 高效液相色谱图Fig.1 HPLC chromatograms
线性关系考察:取酮咯酸氨丁三醇对照品50 mg,精密称定,置100 mL棕色容量瓶中,加纯化水溶解并定容;分别取0.5,1,2,5,10,20 mL,置50 mL 容量瓶内制成系列对照品溶液。各取10µL,按2.2.1项下色谱条件进样测定,记录峰面积。以酮咯酸氨丁三醇质量浓度(X,µg/mL)为横坐标、峰面积(Y)为纵坐标进行线性回归,得回归方程Y=29 368X-36 329(R2=0.999 7)。结果表明,酮咯酸氨丁三醇质量浓度在5~200µg/mL 范围内与峰面积线性关系良好。
定量限与检测限考察:分别精密量取2.2.2项下对照品溶液适量,倍比稀释,并按2.2.1 项下色谱条件进样测定,以信噪比为10∶1、3∶1 时的质量浓度分别记作定量限及检测限。结果酮咯酸氨丁三醇定量限及检测限分别为1.262 7,0.378 8µg/mL。
精密度试验:取2.2.2 项下对照品溶液适量,按2.2.1项下色谱条件连续进样测定6次或连续进样7 d,每天进样1次,记录峰面积。结果,酮咯酸氨丁三醇峰面积的RSD分别为0.06%(n=6),0.12%(n=7),表明日内、日间精密度均良好。
稳定性试验:取2.2.2 项下供试品溶液适量,分别于室温下放置0,4,8,12,24 h时按2.2.1项下色谱条件进样测定,记录峰面积。结果,酮咯酸氨丁三醇峰面积的RSD为0.18%(n= 5),表明供试品溶液在室温放置12 h内基本稳定。
重复性试验:称取样品适量,精密称定,共6 份,按2.2.2 项下方法制备供试品溶液,再按2.2.1 项下色谱条件进样测定,记录峰面积并计算含量。结果,酮咯酸氨丁三醇平均含量的RSD为0.32%(n= 6),表明方法重复性良好。
加样回收试验:取2.2.3项下系列对照品溶液各适量,加入相对应处方量的辅料,制得浓度相当于释放度为10%,20%,40%,80%,120%的供试品溶液,再按2.2.1 项下色谱条件进样测定,记录峰面积并计算回收率。结果,平均回收率为101.32%,RSD为0.98%(n= 5),表明方法准确度良好。
2.2.4 样品释放度的测定
采用沉降篮法。取样品6 片,以600 mL 纯化水为释放介质,溶出液温度为(37±0.5)℃,转速为50 r/min。在0,1,2,4,6,8,10,12,14,16,18,20,22,24 h 时取样4 mL,并及时补充,溶液经0.45 µm 微孔滤膜滤过,取续滤液,即得待测溶液;另取2.2.2 项下对照品溶液;按2.2.1 项下色谱条件进样测定,平行3 次,记录峰面积并计算含量及样品在各时间点的累积释放度(Q)。
2.3 单因素试验
速释层MCC 型号:保持处方其他因素不变,分别以速药层MCC 不同型号(MCC PH - 301、MCC UF - 711、MCC KG-802、MCC KG-1000)制成样品,检测其硬度和脆碎度。结果表明,将KG-802 型MCC 制成样品时,硬度和脆碎度符合要求。详见表1。

表1 速释层MCC型号对样品硬度和脆碎度的影响Tab.1 Effect of MCC type in rapid - release layer on the hardness and friability of samples
CCMC-Na 用量:保持处方其他因素不变,分别以速释层CCMC-Na不同用量(速释层总质量的1%,2%,3%,4%,5%,6%)制成样品,检测崩解时限。结果崩解时限分别为182,156,124,96,71,42 s,表明CCMC-Na用量为3%~4%时,崩解时限符合要求。
速释层硬脂酸镁质量占比:保持处方其他因素不变,将速释层润滑剂硬脂酸镁质量占比分别设置为0.5%,1.0%,1.5%制成样品,检测样品流动性和硬度。结果表明,硬脂酸镁质量占比为1.5%时,样品硬度和流动性均符合要求。详见表2。

表2 硬脂酸镁的用量对样品流动性和硬度的影响Tab.2 Effect of magnesium stearate dosage on the fluidity and hardness of samples
速释层总质量:保持处方其他因素不变,将速释层总质量设置为200,300,400 g 制成样品,检测样品成型性和脆碎度。结果表明,速释层总质量在300 g 时,样品成型性最佳,且脆碎度符合要求。详见表3。
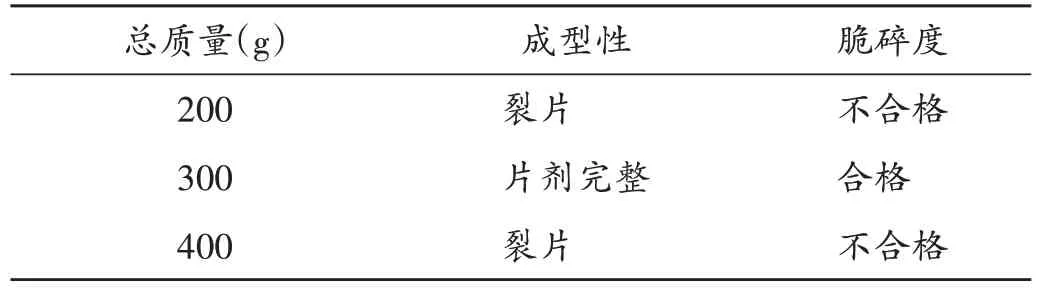
表3 速释层总质量对样品成型性和脆碎度的影响Tab.3 Effect of total mass of rapid - release layer on the formability and friability of samples
控释片包衣增重:保持处方其他因素不变,将包衣增重设置为10%,12%,14%,16%制成样品,测定含量并绘制体外释放曲线。结果表明,包衣增重14%时的样品比包衣增重16%(1 h)时的释放更快,比包衣增重12%时的释放得更平缓,最符合速释阶段迅速达到药物起效浓度,控释阶段能维持有效血药浓度的要求。药物体外释放曲线见图2。

图2 药物体外释放曲线Fig.2 Drug release profiles in vitro
2.4 处方优化
试验设计:由单因素试验结果可知,速释层总质量(因素A,mg)、速释层硬脂酸镁质量占比(因素B,%)和控释层包衣增重(因素C,%)是影响药物释放行为的主要因素。采用Box- Behnken 响应面法设计三因素三水平试验,以1 h 累积释放度Y1(%)、16 h 累积释放度Y2(%)和硬度Y3(N)为评价指标。因素与水平见表4,试验设计及各指标测定结果见表5。

表4 因素与水平Tab.4 Factors and their levels
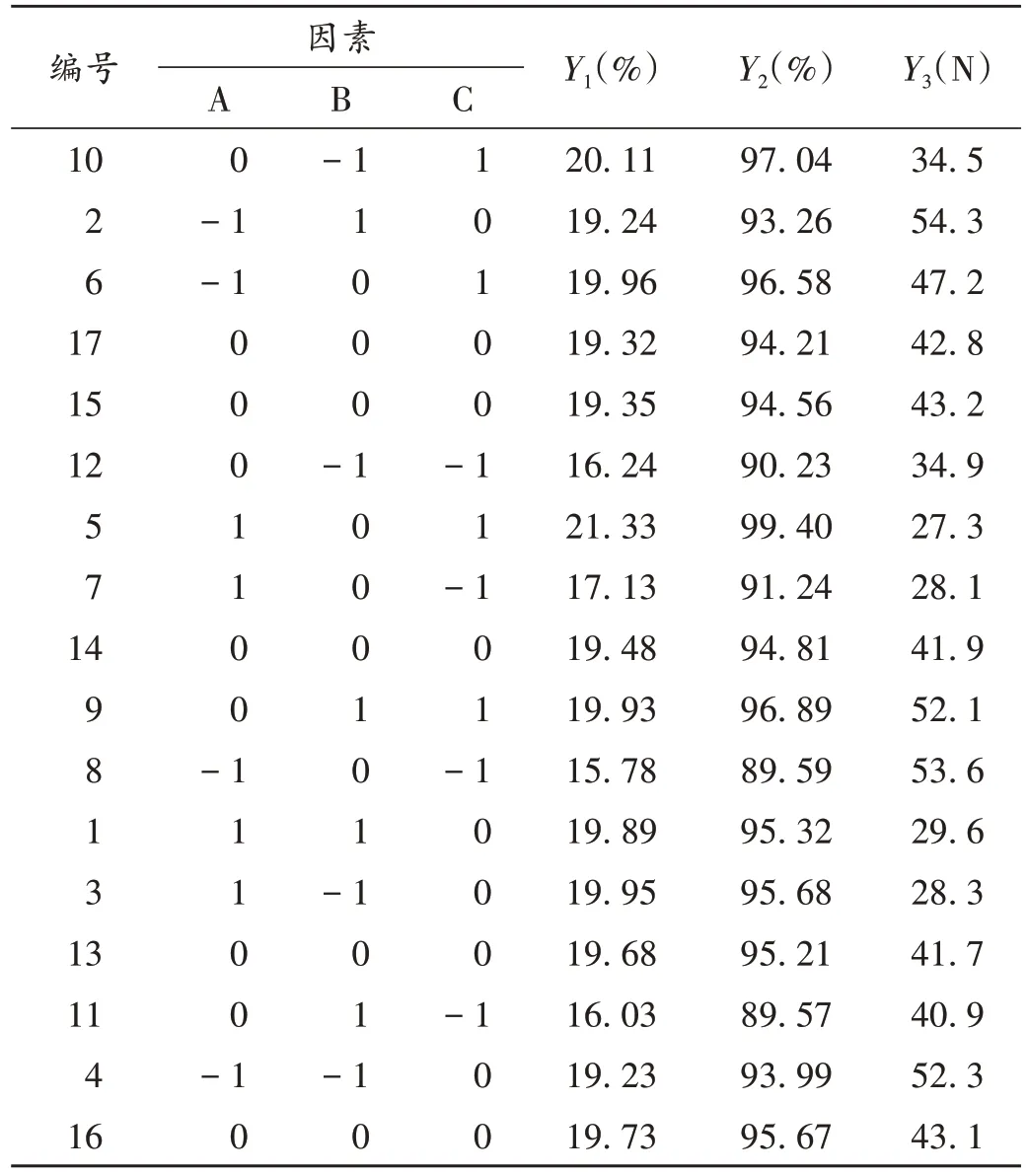
表5 Box-Behnken试验设计与结果Tab.5 Design and results of Box - Behnken test
模型拟合:经Design-Expert软件分析,以3个考察指标为因变量对各因素进行二次多项式拟合。结果速释层总质量(Y1)= 19.51 - 0.51 ×A+ 0.055 ×B-2.02×C-0.018×A×B+5×10-3×A×C+7×10-3×B×C+0.27×A2-0.20×B2-1.23×C2(R2=0.989 8,P<0.000 1);速释层硬脂酸镁质量占比(Y2)=86.49-8.84×A+3.55×B-7.99×C-0.26×A×B-4.12×A×C+ 2.27 ×B×C+ 0.54 ×A2- 0.17 ×B2- 2.22 ×C2(R2= 0.976 7,P<0.000 1);控释层包衣增重(Y3)=42.54+11.76×A-3.36×B-0.45×C-0.18×A×B+1.40×A×C+ 2.90×B×C- 1.48×A2+ 0.067×B2-2.01×C2(R2=0.851 4,P<0.000 1)。
方差分析:将模型的回归参数进行方差分析,结果见表6。速释层总质量及速释层硬脂酸镁质量占比影响因素排序均为因素C >因素A >因素B,控释层包衣增重影响因素排序为因素A >因素B >因素C。
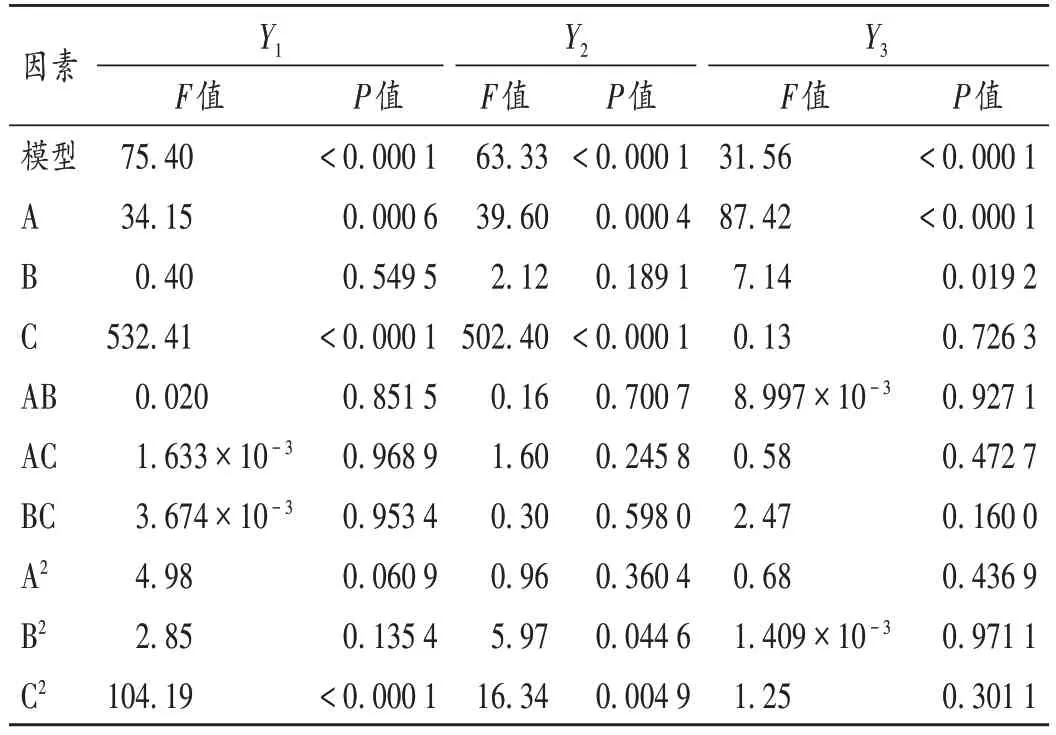
表6 回归模型的方差分析结果Tab.6 Results of the ANOVA of regression model
响应面预测:随着速释层总质量的减小,控释层包衣增重减小,1 h累积释放度逐渐增大。随着速释层总质量的增大,控释层包衣增重增大,16 h累积释放度逐渐减少。随着速释层总质量的减小,硬脂酸镁质量占比增大,硬度逐渐减小。详见图3。由图可知,最优处方为速释层总质量320 mg,速释层硬脂酸镁质量4.4 mg,控释层包衣增重14.4%。

图3 响应面图Fig.3 Response surface diagrams
2.5 验证试验
依据优化处方:按上述处方工艺制备3批酮咯酸氨丁三醇控释片进行处方验证。结果表明,1 h累积释放度为(19.15±0.26)%,16 h累积释放度为(93.58±0.74)%,双相控释片硬度为(47±0.7)N,与各指标预测值较接近,表明建立的模型具有良好的预测效果。详见表7。

表7 最优处方的实测值与预测值Tab.7 Measured and predicted values of the optimal prescription
3 讨论
本研究结果表明,速释层总质量、速释层包衣增重、速释层硬脂酸镁质量占比对药物的成型性和累积释放度有显著影响,速释层总质量会影响双相控释片的硬度和成型性,过大或过小均会导致药物在压片过程中出现裂片。速释层微晶纤维素的种类对双相控释片的成型性及脆碎度有很大影响,选择合适的种类的微晶纤维素,才能成功制得双相控释片。在压制双相控释片的过程中,发现在将速释层压制包衣于控释片时,需先将速释层总质量的50%置冲模底部铺平,将控释片置于其中心,再将另50%速释层覆盖其上进行压制包衣,这样才能尽量保证双相控释片在压制过程中不出现裂片,压制包衣过程中需要匀速进行,这样才能尽量排尽粉末内的空气,减少裂片的风险。包衣增重对控释片的释放速率有很大的影响,包衣增重越大,控释片的释放就越慢,若要药物既能快速达到起效浓度,又能长久维持有效浓度,就需要平衡速释层药物的含量及控释片的包衣增重,使其能较平稳地释放药物,延长药物的作用时间。
本研究所制得的酮咯酸氨丁三醇双相控释片的1 h及16 h 累积释放度符合预期效果,既能迅速释药迅速镇痛,又能长时间恒速释放药物长效镇痛,更符合临床需要,可为临床提供一种起效更快、安全性更高、镇痛时间更长的镇痛药物。
