304 不锈钢大型零件切削残余应力分析与预测优化
2023-08-27姚硕陈志英张莹曹峰华孙彦
姚硕,陈志英,张莹,曹峰华,孙彦
(1.201620 上海市 上海工程技术大学 机械与汽车工程学院;2.201620 上海市 上海工程技术大学 材料工程学院;3.200245 上海市 上海电机学院 机械学院)
0 引言
304 奥氏体不锈钢具有优良的韧塑性、抗氧化性、耐蚀性和机械性能,广泛应用于航空制造业、交通、核工业、医疗、建材、化工和食品加工等领域[1-4]。但是304 不锈钢传热系数低,切削过程中散不去的切削热产生热变形和热应力,导致残余应力的产生,而大型零件尺寸较大,切削时易受残余应力影响而变形,甚至开裂,这会降低制造精度,影响成品件的质量。因此,研究如何降低304 不锈钢大型零件切削过程中产生的残余应力能成了一个迫切需要解决的问题。
Peng 等[5]研究了304 不锈钢在低温下切削残余应力的变化,采用DEFORM-3D 通过对不同温度下车削过程的模拟,发现低温切削可以增加切削过程中的切削力,减小切削过程中工件表面的温差;Kanakaraju 等[6]对回转体的疲劳寿命进行了研究,通过有限元分析软件ABAQUS 进行仿真,探讨了车削过程中切削速度、刀具前角、刀尖半径、进给量和刀具间距对表面残余应力的影响,并使用田口方法进行切削参数的优化;覃孟扬[7]以45 钢为研究对象,研究了预应力切削对残余应力的影响,结合实验和DEFORM-3D 仿真的结果,发现增加预应力可以加大残余压应力;杜浩等[8]采用AdvantEdge,对镍基合金GH4169 的二维车削过程进行了模拟,分析了切削深度等参数对镍基合金GH4169 表面残余拉应力的影响。通过上述研究进展可以发现,目前对于切削残余应力的研究主要集中在探讨切削工艺参数对残余应力的影响,并进行优化设计。
本文以电站的304 不锈钢大型封头件车削产生的表层残余应力为研究对象,工件尺寸如图1 所示,分析已加工表面应力场的分布规律,研究了3 个切削参数(切削速度、切削深度、进给量)和2 个刀具参数(刀具前角和刀具后角)对表层残余应力的影响,进行了优化设计,为实际工程应用提供了相应解决方案,对提高工件的加工精度、切削质量、可靠性等具有指导意义。
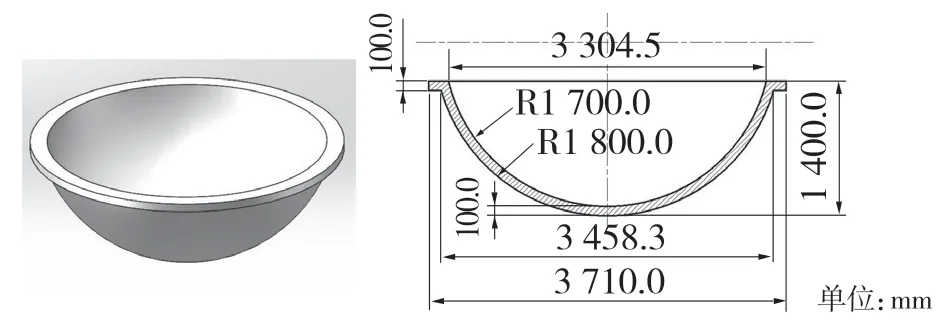
图1 工件尺寸图Fig.1 Workpiece size diagram
1 工件材料与模型
1.1 工件材料
本文选用的实验材料是304 不锈钢,材料的化学成分如表1 所示,材料基本参数如表2 所示。

表1 304 不锈钢化学成分(wt/%)Tab.1 Chemical composition of 304 stainless steel
1.2 本构模型
Johnson-Cook 本构模型因能较好地描述金属材料在切削加工高应变速率下的应变硬化效应、应变速率硬化效应和材料热软化效应,且相对而言形式较简单,参数容易获取,所以在金属切削加工数值仿真中得到普遍应用。
Johnson-Cook 材料本构模型可表示为
304 不锈钢Johnson-Cook 本构参数如表3 所示。

表3 304 不锈钢Johnson-Cook 本构参数Tab.3 Johnson-Cook constitutive parameters of 304 stainless steel
1.3 切屑分离准则
切屑分离准则采用基于Johnson-Cook 断裂方程的应变分离准则,它适用于金属在高温、高应变率下的变形,表达式为
304 不锈钢的J-C 模型失效参数如表4 所示。

表4 304 钢Johnson-Cook 失效模型参数Tab.4 Johnson-Cook failure model parameters of 304 steel
2 二维正交切削有限元模型
目前很多有限元软件都能实现切削加工的仿真,其中AdvantEdge 能够相对较好地实现对切削过程中残余应力的仿真,故本文选用AdvantEdge进行仿真实验。
基于切削加工理论和有限元方法,将三维斜角切削过程简化为二维正交直角切削问题,在AdvantEdge 软件中建立正交切削模型,完成车削表面残余应力的建模和计算,进行动态切削过程和已加工表面残余应力的数值仿真。刀具模型在前处理阶段建立,设置为刚体。刀具尺寸长为5 mm,高为2 mm,如图2 所示。
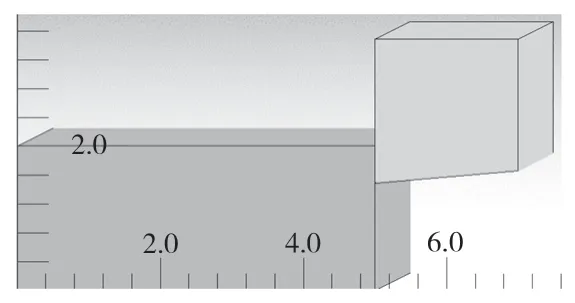
图2 切削有限元模型示意图Fig.2 Schematic diagram of cutting finite element model
3 切削工艺参数对残余应力的影响
切削残余力量的产生机理比较复杂,归根结底主要为不均匀机械挤压引起的变形;热应力影响产生的不均匀变形;不均匀的组织相变过程引起的晶格畸变3 种情况。而影响切削残余应力的因素有很多,其中主要影响因素有:工件材料、切削参数和刀具参数[9]。
为了研究单因素参数对304 不锈钢大型零件残余应力的影响规律,将3 个切削参数(切削速度、切削深度、进给量),2 个刀具参数(刀具前角和刀具后角)作为因素,采用控制变量法,结合实际加工参数,设计如表5 所示的参数组合。
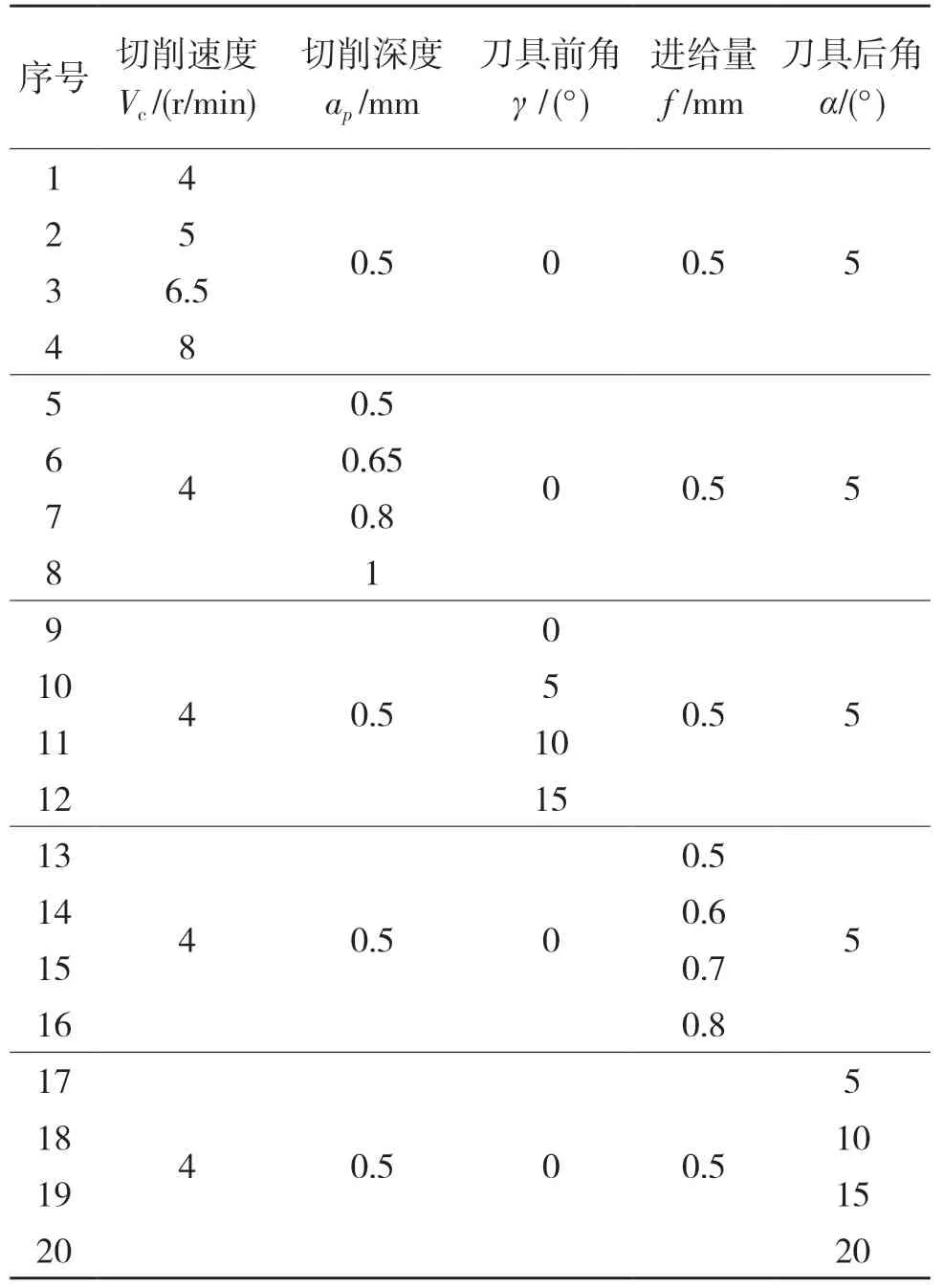
表5 切削参数对残余应力的影响仿真分析方案Tab.5 Simulation analysis scheme of influence of cutting parameters on residual stress
由图3—图7 可见残余应力的变化:在工件表面层表现为残余拉应力,而在次表层表现为压应力。总的变化趋势为随着切削厚度增加,在0~0.05 mm厚度范围残余拉应力迅速增加,0.05 mm 之后逐渐降低,并过渡为压应力,压应力经历一个先增大后减小的过程。
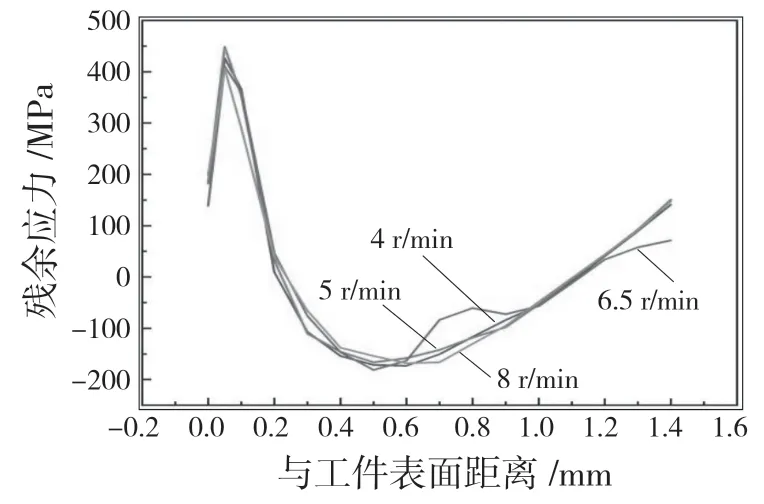
图3 切削速度对残余应力影响Fig.3 Effect of cutting speed on residual stress
(1)切削速度对残余应力的影响
如图3 所示,比较4.0,5.0,6.5,8.0 r/min 4种切削速度对残余应力的影响可得,随着车削速度逐渐增大,工件表层残余拉应力逐渐减小,但变化不大。此外,切削速度的变化对残余应力层的厚度影响较小,大约都是0.2 mm。主要原因是切削温度随着切削速度的增加而升高,使得热应力在残余应力产生的过程中成为了主要影响因素,进而导致了残余拉应力的产生,并和切削速度成正比关系;同时温度的上升会导致工件表层体积膨胀,短时间内被工件基体所限制,无法立即渗入到工件里层,使得拉应力迅速转变为压应力。产生的残余压应力与产生的拉应力相互抵消,致使拉应力相对减小。
(2)切削深度对残余应力的影响
比较0.50,0.65,0.80 和1.00 mm 四种切削深度对残余应力的影响,如图4 所示,随着切削深度的逐渐变大,工件表层残余拉应力也增加,但是变化不明显。这说明切削深度的变化对工件已加工表面层残余应力的影响极小。主要原因是切削深度增加导致主变形区的应力增大、温度升高,但是切削过程中产生的切削热量大部分都散发掉,因此,通过改变切削深度来影响残余应力的做法意义不大。
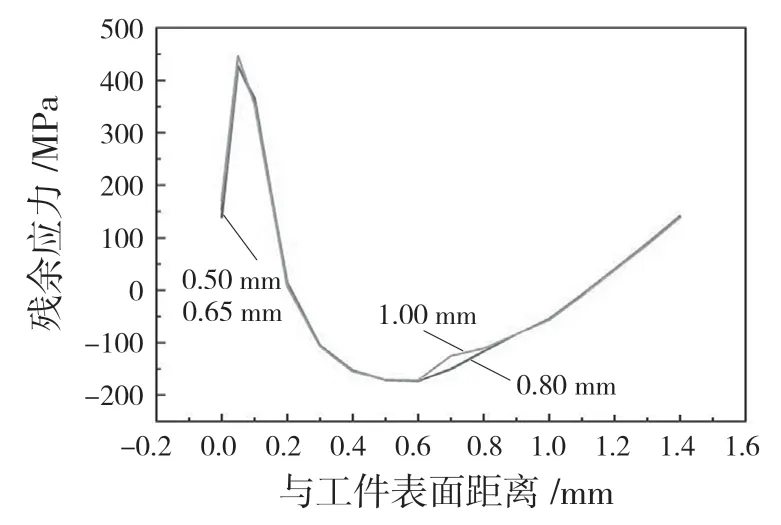
图4 切削深度对残余应力影响Fig.4 Effect of cutting depth on residual stress
(3)刀具前角对残余应力的影响
由图5 可见,车刀前角从0°增加到5°、10°和15°正角之间的关系不是单向线性变化。前角为0°~5°,工件表层的残余拉应力随着角度增加而增大,但是增长量较小。前角增加到10°时残余拉应力又降低,这是因为车刀前角增大到某一值时,刀具与工件已加工表面接触面减小,进而减少了摩擦和切削热,最终降低了表层的残余应力。但前角增加到15°时,残余拉应力反而增大。究其原因,推断是由于角度增大,车刀参与切削部分的材料减少,由切削热导致的热应力对材料的影响度增加,超过了由于摩擦减小导致的残余应力减小。相比而言,刀具前角为0°和10°时的残余应力最小。
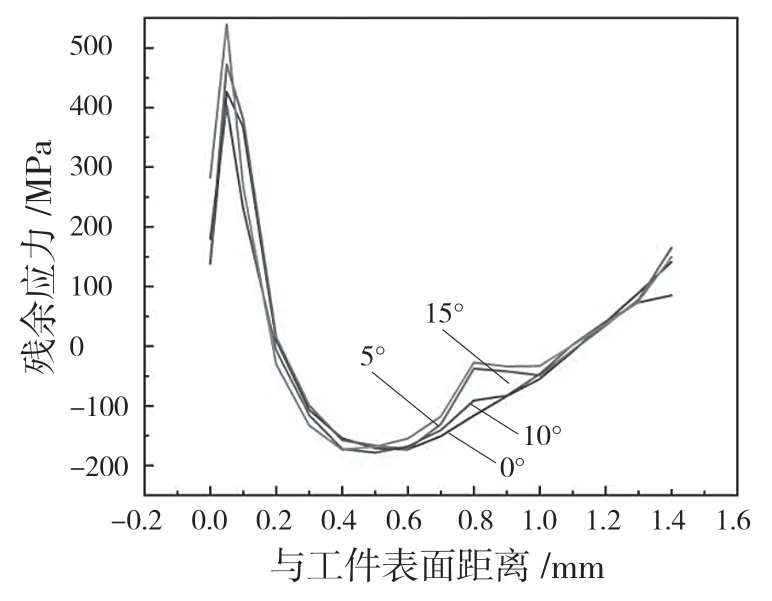
图5 刀具前角对残余应力影响Fig.5 Effect of tool rake angle on residual stress
(4)进给量对残余应力的影响
由图6 可知,工件表层最大残余应力随车削进给量的增大而减小。进给量为0.8 mm 时残余应力最小。主要原因是车削过程中进给量越大,由此产生的切削力越大,进一步导致了工件的塑性变形区随之增大,最后引起残余应力变大;同时,进给量的增大也会进一步导致切削温度升高,引发工件表层体积膨胀,被工件大变形区体积所限制,热应力引起的残余拉应力转变为压应力,产生的残余压应力与产生的拉应力相互抵消,致使拉应力减小。
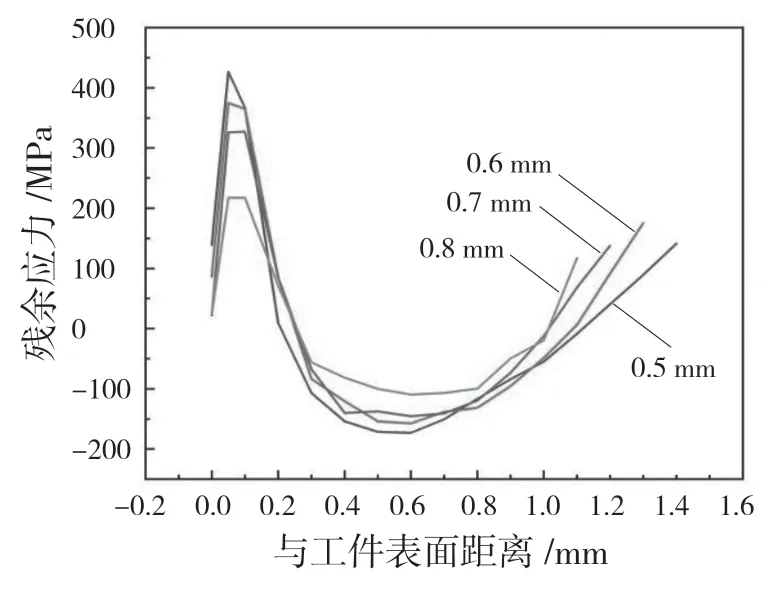
图6 进给量对残余应力影响Fig.6 Effect of feed rate on residual stress
(5)刀具后角对残余应力的影响
由图7 可见刀具后角对残余应力的影响趋势,随着后角变大,表面残余拉应力稍微减小。这是因为刀具后角的增大可以一定程度上改善后刀面与已加工表面的摩擦情况。刀具后角变化,改变了刀具后刀面与已加工表面的接触长度及摩擦特性,使得到已加工表面分布力载荷和热载荷也受到影响,从而最终影响已加工表面残余应力。后角减小,该接触长度增大,后刀面摩擦加剧,从而使得由热效应产生的拉应力趋势加强。
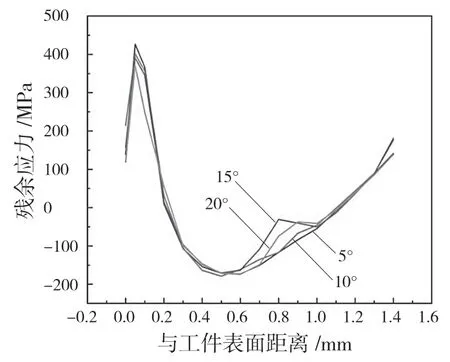
图7 刀具后角对残余应力影响Fig.7 Effect of tool clearance angle on residual stress
4 残余应力影响因素及切削工艺参数预测优化
对残余应力有影响的因素较多,为了能进行较少的实验而获得比较准确的参数优化结果,采用正交试验法,将3 个切削参数(切削速度、切削深度、进给量)、2 个刀具参数(刀具前角和刀具后角)作为因素,各有4 个水平。结合上文结论,通常残余压应力有利于工件,残余拉应力有害于工件,残余拉应力越大对工件的影响越大,因此设立目标为最大残余拉应力,将实验中的5 因素4 水平制定成L16(45)正交分析方案,如表6 所示。
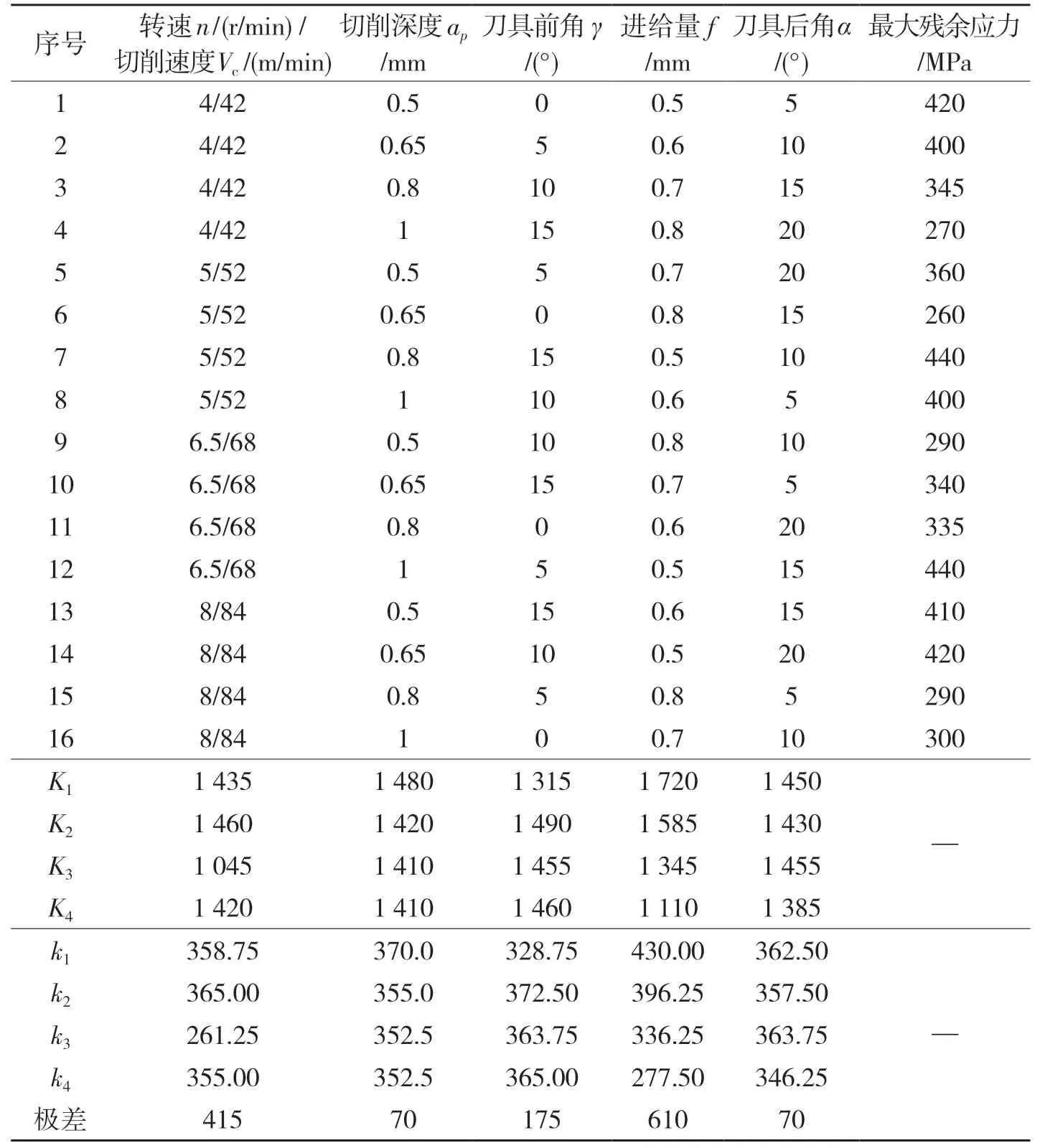
表6 切削加工参数正交实验优化方案Tab.6 Orthogonal test optimization scheme of cutting parameters
极差越大,说明该因素对实验的影响越大,由表6 可知,进给量是最大影响因素。残余应力越小越好,所以要求每列K 的最小值。
在切削速度Vc一列,K3 在切削深度ap一列,K4=K3 在刀具前角γ一列,K1 在进给量f 一列,K4 在刀具后角α一列,K4 可得最优组合:(1)切削转速为6.5 r/min,切削深度为1 mm,刀具前角为0°,进给量为0.8 mm,刀具后角为20°。(2)切削转速为6.5 r/min,切削深度为0.8 mm,刀具前角为0°,进给量为0.8 mm,刀具后角为20°。 本文以304 不锈钢大型封头件为例,对其车削过程进行了仿真分析,尤其关注切削件残余应力的产生发展过程。分析了5 个切削工艺参数对残余应力的影响。以残余应力为目标函数,对5 个切削工艺参数为因素进行正交实验优化设计,结果表明:进给量是最大影响因素,并在现有切削加工参数基础上得到了2 组最优的组合方案:(1)切削速度为6.5 r/min,切削深度为1 mm,刀具前角为0°,进给量为0.8 mm,刀具后角为20°;(2)切削速度为6.5 r/min,切削深度为0.8 mm,刀具前角为0 °,进给量为0.8 mm,刀具后角为20°。5 结语
