欧标S460N正火钢焊接工艺研究及其应用
2023-08-22孙海港梁科峰
孙海港,梁科峰
精工钢结构(上海)有限公司 上海 201199
1 序言
阿尔及利亚杜维拉体育场是一个能容纳4万人的多功能体育场,主要用于组织国家级赛事。体育场平面投影呈椭圆形,长轴跨度240m,短轴跨度200m,总建筑面积29800m2。杜维拉体育场屋盖钢结构共计4049t,钢结构屋盖沿着体育场周围看台布置,为空间管桁架体系,由30榀倒三角悬臂主桁架及之间的次桁架组成。主桁架总长度52.5m,最大悬挑长度38.1m。主桁架通过30组四叉柱支撑在混凝土梁上,四叉柱与主桁架通过抗震铰支座相连接,在每榀主桁架尾部设有2根摇摆柱,拉结在混凝土斜梁顶端(见图1)。

图1 四叉柱所处位置
四叉柱的圆管规格为φ500mm×40mm,材质等级为S460NH,执行标准为EN 10210:2019《非合金钢和细晶粒钢热轧结构空心型材》;30mm、40m m厚钢板材质等级S460N,执行标准为E N 10025-3:2019《热轧结构钢产品-第3部分:正火/正火轧制可焊细晶粒结构钢的交货技术条件》,屈服强度为440MPa,抗拉强度为540~720MPa,-20℃的冲击吸收能量要求为40J。
销轴连接节点与四叉柱焊接连接,以满足工程要求。因为S460N钢碳当量达到0.48%,所以大于标准值0.45%,碳当量越高,则淬硬和冷裂纹倾向越大,焊接性就越差[1,2],从而影响结构安全。采用φ1.2mm的实芯焊丝CO2气体保护焊、药芯焊丝CO2气体保护焊进行试验,以满足本工程要求。
2 焊接工艺研究
2.1 项目焊接工艺评定任务分析和拟定
结合本项目S460N钢的截面范围,为了保证此次焊接工艺评定能覆盖该项目所有S460N钢的焊接,特制定以下工艺评定任务(见表1),焊接材料选用φ1.2mm的品牌1。
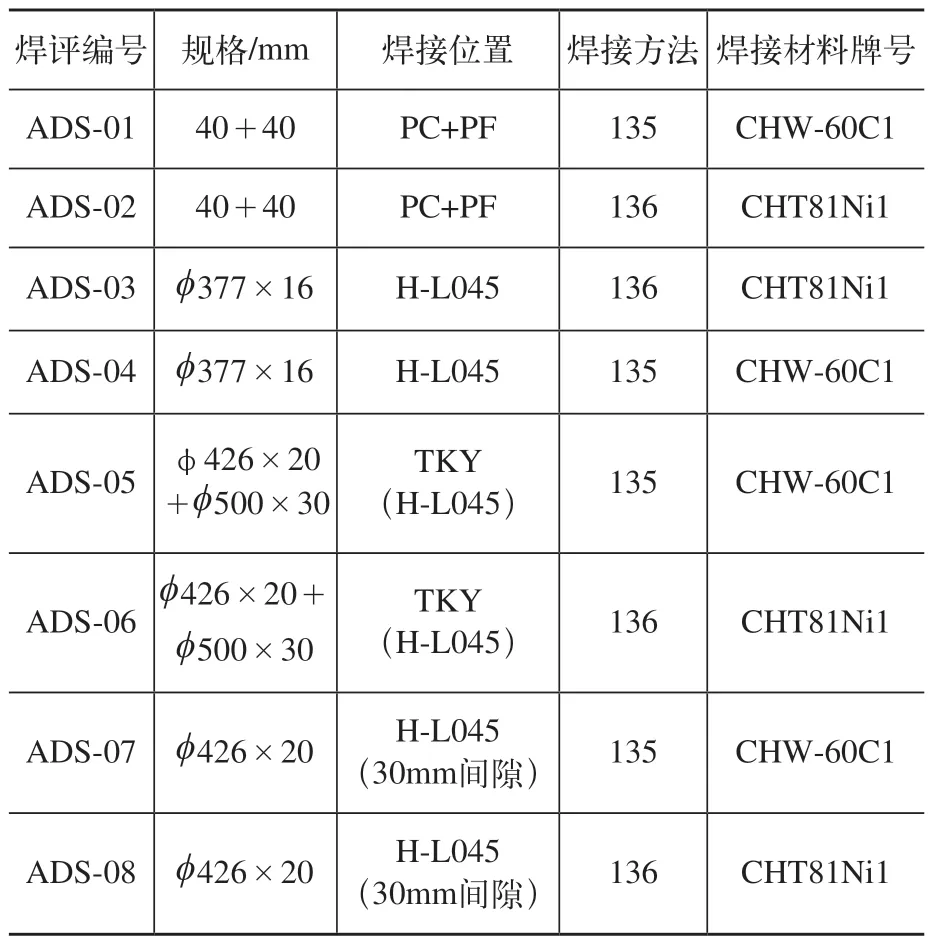
表1 杜维拉体育场焊接工艺评定任务
采用φ1.2 mm的药芯焊丝(焊接方法为136),型号为ISO 17632-A-T46 3 1Ni PC1H10,牌号为CHT81Ni1,保护气体采用CO2,碳当量为0.49%。熔覆金属屈服强度≥460MPa,抗拉强度为530~680M P a,伸长率≥20%,-20℃冲击吸收能量≥47J。
2.2 坡口形式及试件制备
根据工厂焊接实践经验,管-管对接、板-板对接均选用带衬垫单边35°坡口焊缝,以降低焊接难度,增加焊缝一次无损检测合格率。因为项目大多数腹杆与弦杆角度>38°,所以支管连接二面角角度采用38°。
2.3 钢材的理化性能
钢板所用材质为S460N(H)(后缀H是空心型材的意思),属于正火轧制钢,其化学成分和力学性能分别见表2、表3。

表2 S460N(H)钢的化学成分(质量分数) (%)

表3 S460N(H)钢的力学性能
碳当量CE=0.4%~0.6%,钢材易于淬硬,焊接时需要预热才能防止冷裂纹[3]。P、S杂质的含量很低,不易产生热裂纹。焊接时主要问题是必须避免产生冷裂纹,确保焊接接头的低温冲击性能。因此,焊接时必须控制热输入 。
2.4 焊接材料的选择
S460N钢在选择焊接材料时主要是为了匹配冲击性能的要求,结合中国焊接材料厂家的实际情况,采用“等强匹配”原则选用φ1.2mm的实芯焊丝(135),型号为ISO 14341-A-G 46 4 C1 Z,牌号为CHW-60C1,保护气体采用CO2。根据欧标碳当量的计算公式CE =[C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15]×100%,CHW60C1的碳当量为0.41%。熔覆金属屈服强度≥470MPa,抗拉强度为530~680MPa,伸长率≥20%,-20℃冲击吸收能量≥47J。
2.5 圆管对接焊接参数
圆管对接焊接参数见表4。当环境温度<5℃时,焊后用保温棉对焊缝进行保温。

表4 圆管对接焊接参数
3 试件检测方案和检测结果
3.1 试件检测方案
根据BS EN ISO 15614-1:2017《金属材料焊接工艺规程及评定- 焊接工艺评定试验-第1部分:钢的电弧焊和气焊、镍及镍合金的电弧焊》的规定,全熔透对接工艺评定的焊缝需要进行拉伸、弯曲、冲击、硬度和宏观腐蚀等破坏性试验[4]。试件取样按照BS EN ISO 15614-1:2017规定进行。
3.2 检测结果
杜维拉体育场项目焊接工艺评定试验,根据BS EN ISO 15614-1:2017进行各项无损检测和破坏性试验,结果见表5。部分试验金相显微组织如图2所示。
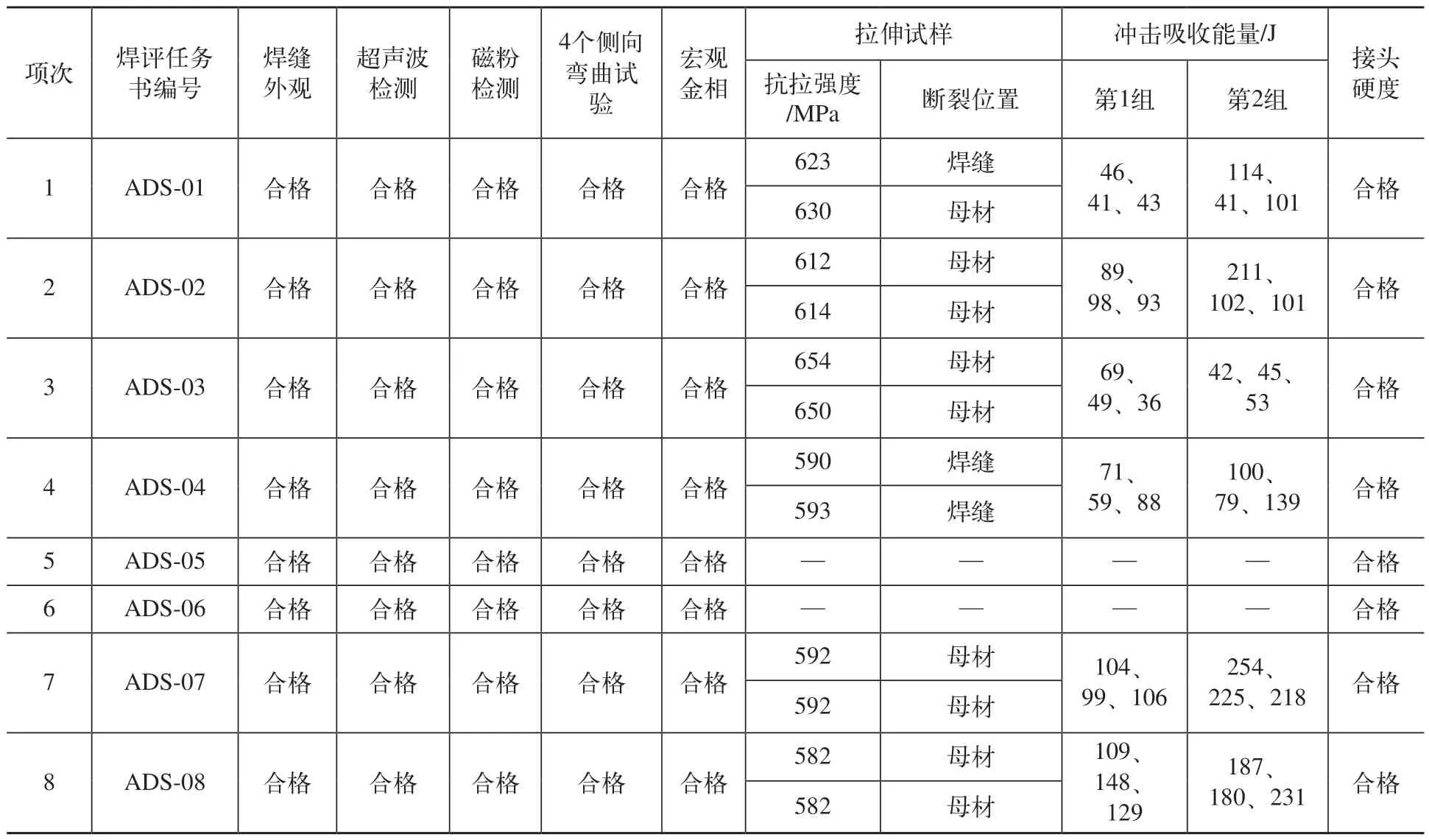
表5 试件检测结果
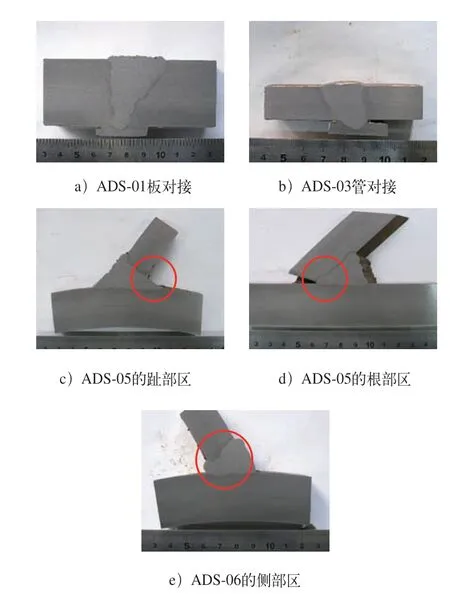
图2 部分试验金相显微组织
由表5可知,杜维拉体育场项目的8项焊接工艺评定(ADS-01~ADS-08)中,各项试件检测结果均符合试验标准要求,只是ADS-01、ADS-04有出现断裂在焊缝上的情况,其余均断在母材上,各项试验均符合BS EN ISO 15614-1:2017的评定要求,可据此编写焊接工艺评定及焊接工艺规程。
由图2可看出,不管是对接还是支管连接,实际焊缝的钝角区和直角过度区(趾部、侧部、过渡区)均达到了全熔透,高于本项目要求的半熔透(熔深=支管厚度-3mm)加角焊缝的要求。
4 研究结果与应用
(1)本研究完全覆盖杜维拉体育场项目S460N钢各焊接接头形式的焊缝 根据焊接评定试验完全覆盖项目S460N钢的焊接接头形式,包括20~80mm的板板对接;管径>φ188.5mm、管壁厚度>8mm、焊缝间隙达30m m的管-管对接,以及支管管径>φ216mm、支管厚度10~40mm的支管连接,据此编制了焊接工艺规程,成功应用于杜维拉体育场工程中,对同等级材料的工艺评定具有参考借鉴意义。
(2)杜维拉体育场项目工艺评定的可优化项点
1)因为焊接工艺评定时,选取的支管与主管的夹角为38°,根据BS EN ISO 15614:2017标准,只能覆盖支管连接焊缝支管与主管夹角>38°的情况,不涉及支管连接角度<38°的情况。
2)因为该项目中,S460N钢大部分分布在距地面高度6m范围以内,CO2气体保护焊的设备均方便可达,故未考虑焊条电弧焊。如果后续项目中存在距地面高度>10m的情况,只需携带焊把线及焊条即可灵活操作的焊条电弧焊可能是较好的选择。
3)采用品牌1的CHW-S9埋弧焊焊接效率能达到CO2气体保护焊的3~5倍,即使在价格稍高于CO2气体保护焊的情况下,提高的工效可以覆盖人工工时的成本,能采用时应是最优选择。因为本项目S460N钢大多用于桁架节点部位,埋弧焊无法施展开来,故实际构件焊接工作中未采用。
4)支管连接的全熔透焊缝,由于对焊工技能要求高,且大量的无损检测等待时间影响加工工效,这些都直接影响成本,因此只有对质量要求苛刻、成本不敏感的项目,可采用氩气或氩气+CO2气体混合保护的实芯熔化极电弧焊打底,实芯焊丝CO2气体保护焊填充的情况下,才可能做到钝角区和直角过渡区(趾部、侧部、过渡区)的全熔透。
