信息技术模式下的火工品自动装配机结构和控制技术研究
2023-08-13王刚任民班金纺颜娜何志刚
王刚 任民 班金纺 颜娜 何志刚
【摘要】在“中国制造2025”战略实施的背景下,我国自动化技术得到了快速的发展。由于军工类项目中涉及的风险和限制因素较多,出于军事火工生产中对装配设备的安全需求,目前的装备体系安全防护体系还很薄弱。“信息技术模式”的提出,使得诸多高校、科研院所和公司纷纷投入到生产设备的研制中,为国防工业的发展提供了新的动力。但是,由于我国工业自动化装配技术发展起步较晚,加之其自身的结构特性所限,使得国内在实现自动化装配过程中仍处于较大程度上的滞后。因此,针对当前手工和半自动化的火工品装配效率低、安全隐患大的问题,本文提出了一种满足生产要求、自动化、运行安全可靠的火工品自动化装配装置,克服了国内长期火工品压制、装配一直采用手工、半手工生产的工艺装备难题。
【关键词】自动化装配技术;信息技术模式;控制技术
【DOI编码】10.3969/j.issn.1674-4977.2023.04.037
Research on Structure and Control Technology of Initiating Explosive Device Automatic Assembling Machine Based on Information Technology
WANG Gang, REN Min, BAN Jinfang, YAN Na, HE Zhigang
(Jilin Jiangji Special Industry Co., Ltd., Jilin 132000, China)
Abstract: Under the background of "Made in China 2025" strategy implementation, Chinas automation technology has been developed rapidly.Because there are many risks and restrictions in the military industry project, the safety protection system of the equipment system is still very weak because of the safety requirement in the military explosive production.With the development of information technology, many universities, research institutes and companies have put into the development of production equipment, which provides new power for the development of defense industry.However, due to the late development of Chinas industrial assembly technology, coupled with its own structural characteristics, domestic assembly process is still in a relatively large degree of lag. Therefore, aiming at the low efficiency and great hidden trouble of assembling manual and semi-automatic initiating explosive device, this paper puts forward a kind of automatic assembling device for initiating explosive device, which meets the requirement of production, is automatic and runs safely and reliably.
Key words: automatic assembly technology; information technology model; control technology
0引言
自動装配技术是由尺寸工程、工艺设计、模具制造、计算机数字控制、模拟控制等技术交叉结合而成的一门实用技术。在美国、德国、法国、日本等国家在信息化模式下,自动化装配技术已被广泛地使用,并且在实际应用中已初具规模化。国外对自动装配技术进行了大量的研究,并形成了自己独特的装配技术。这些独立的装配理论,不仅保证了所生产的制造产品品质,而且还使其在科技上具有了一定的核心优势。
1火工品自动装配机装配方案设计
1.1自动机械概念
自动机械是一种能够在规定时限内,由机器构成的各种作业执行器或机构,在一定的时间里,自动完成作业,并且能够自动启动工作周期的并按规定完成生产任务的机械。其工作流程如下:在每一作业之初,将所需零件分批装填至储藏设备;当自动机器被激活后,供料装置会根据预定时间、数量及方向,将所需零件送入指定位置;自动夹紧,自动导入,自动开始加工;在加工结束后,刀具自动退出,自动放松,自动卸料,将产品运到预定的地点;在加工结束后,可以实现在加工过程完成后自动启动循环程序连续不断地输出成品。
自动机械最显著的特征是高自动化和高生产率,同时可大大减少工人工作强度。通常,自动化设备还具备工艺动作多、结构复杂、组成工艺的执行器多等特点。自动化机器主要由四个主要部分构成:驱动、传动、控制和执行机构,如有需要,还可安装相应的运动装置。
根据自动机械的设计、功能及结构特点,自动机械分为自动成型、自动加工、自动装配和自动包装等。
1.2自动机械设计流程
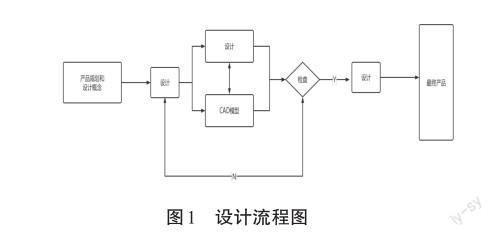
自动机械的设计流程可以划分为四个步骤:初步设计,技术设计,工作图设計和安装。其主要的设计流程如图1所示。
具体流程为:确定自动加工周期;确定自动机械的运行参数;确定其运动特性;选择其执行机构,初步确定主要结构和尺寸;确定自动机构的总体方案;确定自动机械的总体布局,确定润滑系统;最后确定外形尺寸;确认方案的合理性,和特定的结构设计[1]。
1.3装配作业
装配是一种由多个零部件根据特定的规律和技术需求进行装配成新的产品的工艺。产品设计、零部件加工、产品制造等是产品制造的最终阶段。而在生产效率和装配品质方面,机器装配工艺直接影响到产品的装配效率,因此,对产品的加工工艺进行科学的设计是关键。为保证装配操作的可靠度,一般将装配装置划分成多个组件,各组件各自操作。在装配工艺中,部件是最基本的部件,在选择装配参考部件时,往往会选择带有匹配参考表面的部件。
2火工品自动装配机的结构设计
2.1火工品自动装配机主传动结构设计
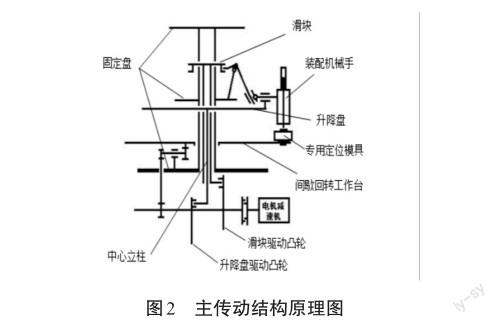
一套完整的自动化装配装置与良好的机械构造是密不可分的。主传动是装配机的基本组成元件,也是装配机的主动力来源,也是装配机协同工作的重要依据。主驱动机构的设计不仅对设备的安全可靠运行起着重要的作用,而且对提高设备的组装和制造的效率起着重要的作用。按照工艺要求,本文对装配机的布置及对主要的主传机构进行了详细的设计,如图2所示[2]。
2.2主传动结构输出运动节拍设计
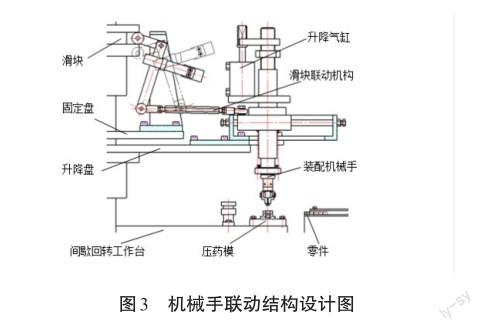
为了确保所研制的火工零件装配顺利可靠地完成装配工作,并为下一步的机械结构的设计工作奠定了基础,首先通过对其输出节拍进行了详细的分析,并确定了其输出的运动节拍。在主传动系统的设计中,首先要完成机器人的最终目标,这台机器人的主要作用是将机器人移动到特定的地方,然后将其移动到特定的地方,将其精确地摆放在特定的地方。由于工件在特定的定位模和进给装置中都能精确地被定位,因此要精确地抓取和放入部件时,需要上下移动,而被抓持部件的部位一定要由机器人臂横向移动。结合上述因素,本文对该主传动结构输出运动节拍进行了设计,如图3所示。
3火工品自动装配机控制系统方案设计
3.1控制系统设计原则
火工自动化装配机的控制系统是集指挥、通信、记忆、信息处理和操作于一体的系统,是火工装配控制的“大脑”。满足生产过程的技术需求是对控制体系的最根本的需求,是确保运行时控制的安全可靠和准确的标准。以现代技术为基础,进行科学规划和设计控制系统,其主要依据的原则有:
1)精确地实施整个制造装置的过程操作;
2)对加工产品的质量、设备的生产效率的要求;
3)保证系统运行的安全稳定可靠;
4)利用简易的控制体系构造,尽量减少产品的制造费用;
5)提高运行效率,便于维护等。
3.2火工品自动装配机控制系统总体方案设计
本文从火工产品自动装配设备的实际需求出发,并结合第2节所述的机械结构,确定了整个控制系统的整体设计(如图4所示),其中,PLC是PLC的核心,是由上位机作为管理与控制、以现场总线作为信息通信、以现场传感器作为输入和进行控制的自动化控制系统。

通过一条现场总线将触摸屏、工业计算机IPC和PLC相结合,完成了一套完整的火工品装配机的控制系统的整体方案。从图4可知,防爆按钮,同步角度信号发生器,防爆微动开关,传感器等作为PLC输入,控制器,电磁阀电磁头,警示灯等输入到PLC中。整个PLC的控制体系包括:主控模块、输入模块和输出模块。每一次的伺服压力和一次的交叉滑块都是用PLC来进行的。本系统采用IPC为上位机,对整个控制过程进行实时监测,并配有触摸屏、打印机等设备。本发明的火工自动化组装机的控制系统采用Profibus总线与上位计算机、PLC、触摸屏相结合,并具有打印机的打印和输出记录。PLC与16个工位、振动料斗、伺服马达系统、传感器、报警灯等进行即时的互动,实现检测信号的输入和控制信号的输出。
4火工品自动装配机的调试运行
根据设备装配图纸,对已加工的基础零件和已采购的零件进行准确定、安装,现场安装精度对整个装备的综合表现有很大的作用。在指定的地方将汽缸等气动部件固定。从主驱动机构,到各个车间的机器,到汽油罐管道的配线,都要严格按图纸进行。
火工机械的主设备必须牢固和平坦的地板。装置的安装可以采用四个减震垫铁的调节螺丝的方式进行装置的水平调节,同时用水准计检验平台的水平,以确保自动组装机的主机的水平性。根据需要,必须确保主台板在垂直和垂直两个方向上的偏差不超过0.1 mm,并尽量使四个支架的四个垫铁承受相同的压力,并将调节螺丝的锁定螺丝帽锁定。对装置进行二次接地,采用40×4 mm的铜胶条与厂房内的地脚进行焊接,并做好防腐蚀和防腐蚀[3]。设备主体安装完毕,气动系统接合完毕。
5结束语
本文结合产品工艺设计、机械结构设计、自动化装配技术等方面的讨论与研究,进行了火工品自动化组装机床结构设计与控制技术的研制,并从主传动设计、各工位机械设计、设备调试等方面进行了设计。通过对现场实际运行情况的分析,证明了本系统的火工自动化装配系统完全满足了系统的装配工作指标。
【参考文献】
[1]孙安昌,李红梅,邢康宁,等.面向军用雷管、火帽自动化生产的双圆盘复合自动装配机技术研究[J].国防制造技术,2014(3):35-38,43.
[2]张伟,徐争涛,李红梅,等.自动化控制技术在火帽柔性自动装配机中的应用[J].兵工自动化,2022,41(8):31-35.
【作者简介】
王刚,男,1979年出生,高级钳工,学士,研究方向为钳工装配。
(编辑:李钰双)
