汽车玻璃升降系统对窗框钣金作用力研究分析
2023-08-07魏文华万佳滕淑红
魏文华 万佳 滕淑红

摘 要:本文主要分析玻璃升降系统受力情况,玻璃上升到窗框顶部,对窗框钣金的作用力分析以及力值过大的解决措施。
关键词:玻璃升降器 电动车窗 玻璃防夹 窗框 CAE
1 引言
随着人们生活水平的不断提高,汽车已经进入寻常百姓家,汽车玻璃升降不仅涉及到窗框饰条的外观,同时也是运动安全件。玻璃升降功能包括手动摇窗机[1]和电动玻璃升降器,手动摇窗机已基本淘汰,市场上绝大部分都是电动升降玻璃。电动一键升降成为目前车型主流配置,但对于配备一键上升功能的玻璃升降器,法规有防夹力[2]小于100N的要求,即增加了对乘客及儿童的误夹伤的保护。在防夹区域内,玻璃能在玻璃升降器的作用力下能正常上升而不被误堵转造成玻璃向下运动而上升不到顶部,在超出防夹区域,玻璃上升到门框顶部时,对钣金作用力值又不能过大,但又要满足玻璃和泥槽的密封性要求,这一系列力的关系问题一直是汽车玻璃升降系统的一个设计难点,本文对这一痛点问题进行探讨。
2 玻璃升降系统受力分析
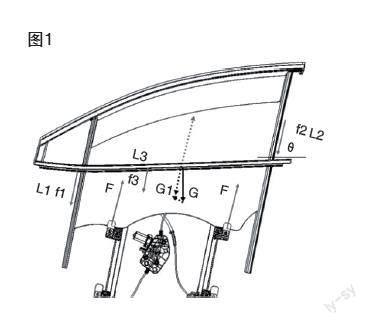
玻璃上升过程受力情况:玻璃升降器开关通电后,开启上升功能,玻璃受到自身重力G,玻璃运动方向与水平线夹角θ,玻璃前端泥槽内外唇边的摩擦力f1(为简化说明问题,将泥槽内外唇边摩擦力合并在一起),玻璃后端泥槽内外唇边的摩擦力f2(为简化说明问题,将泥槽内外唇边摩擦力合并在一起),内水切、外水切摩擦力f3(为简化说明问题,将内水切、外水切对玻璃的摩擦力合并在一起),泥槽的滑动摩擦系数μ1,压荷N1(100mm长),水切的摩擦系数μ2,压荷N2(100mm长),玻璃前端斜边长度L1,玻璃后端斜边长度L2,与水切完全接触配合的长度L3,受力分析如下图1所示。
车窗玻璃匀速上升过程:
F=f1+f2+f3+G1
=μ1*N1*L1/100+μ1*N1*L2/100+μ2*N2 *L3/100+mg*sinθ
车窗玻璃匀速下降过程:
F+G1=f1+f2+f3
下降过程,由于玻璃重力与运动方向相同,玻璃升降器电机作用力小于上升过程,因此,在分析、选择玻璃升降器电机时,只做玻璃上升过程的受力分析。
3 玻璃升降器电机初步选择
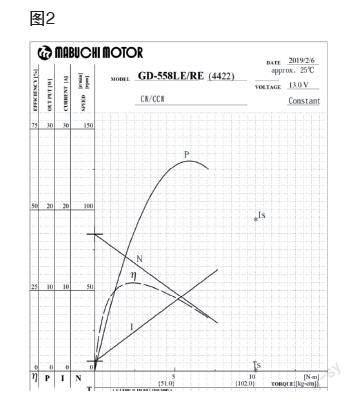
查看现有玻璃升降器电机产品,初选玻璃升降器电机,分析其电机特性曲线,如下图2所示。
从上图2中,可以找到电机效率最大时的扭矩在横坐标上约2.5Nm,电机堵转扭矩Ts为10Nm,电机转轮半径R=20mm(由供应商提供或数模测量),转轮上的钢丝绳上拉力为F=T/r,即:
F轮=Ts/R=10Nm/20mm*1000=500N
假设电机转轮上的钢丝绳上拉力F轮传递到玻璃升降器活动块对玻璃的作用力效能η,则:
F玻璃=500η…………
玻璃上升过程堵转力[3]:
F堵转力=F玻璃-F阻力…………
玻璃升降系统堵转力:为玻璃最大上升力减去玻璃上升阻力。
玻璃匀速上升,即F轮'=2.5Nm/20mm*100=125N
F阻力=F玻璃'=125η…………
将、代入公式中:
F堵转力=F玻璃-F阻力=500η-125η=375η
长按玻璃升降器开关,可取消玻璃一键上升功能,此时的玻璃上升堵转力值不受法规防夹力100N的限制,测量本车型玻璃升降系统堵转力:
F堵转力=245N
所以:375 Nη=245N
η=0.65
玻璃匀速上升过程:
F阻力= F玻璃=125η=125*0.65=81.25N
即:玻璃上升的泥槽和水切阻滞力最优设计为81.25N。本车型玻璃面积0.345m2(设计数模测量),玻璃厚度3.5mm,密度2500Kg/m3,可计算玻璃重力
G=m*g=0.345*2500*3.5*10-3*10=30N
玻璃上升過程,泥槽、水切摩擦力阻力f = F-G* sinθ
在玻璃升降器系统上作辅助直线,测量θ=76°
sin76°=0.97
因此:f=F-G*sinθ=81.25–30*sin76°=81.25-30*0.97=52.15N
即玻璃上升时受到水切和泥槽的摩擦力为52.15N。
根据该摩擦力值可设计泥槽的压荷、动摩擦系数,进而设计泥槽压荷断面。
4 玻璃防夹要求[3]
车窗防夹的定义是在车窗上升期间,如果遇到障碍物,会自动退下去。在国标里有具体的参数要求:车窗的防夹范围和防夹力。防夹系统必须在车窗玻璃敞露边角与车窗密封条之间采光口的 4mm-200mm 范围内正常工作,以满足前述法规要求。防夹系统限制车窗玻璃产生的防夹力,不得超出100N。
5 玻璃升降防夹原理[4]
常见玻璃升降器防夹分为霍尔防夹和纹波防夹,(a)对于霍尔防夹,通过霍尔元件产生的波形,根据波形脉冲的相位即可判断出电机的运行方向。
在操控上升下降过程中,最顶端脉冲数为零且计数从零开始,上升过程中根据当前的计数值减计数,下降过程中根据当前的计数值加计数。因此,通过霍尔传感器的脉冲输出及计数方向可实时确定车窗的当前位置,并根据标准确定是否在防夹区域内。
操作玻璃车窗上升时,同时检测电机电流值和霍尔脉冲周期,在电机达到防夹阈值时,若霍尔脉冲周期急剧增大且50ms,即可判断上升到顶。在防夹区域是,电流增大,脉冲宽度不断增大,判断遇阻夹住东西,电机反转。
(b)对于纹波防夹,当电机转动时流过碳刷时的电流产生脉冲信号,脉冲信号通过纹波信号采集,调理转化成方波,波形与霍尔防夹相同,不同之处在于方波周期。防夹原理同霍尔防夹,即检测电流大小和方波个数,判断玻璃升降力值和位置。
6 顶部窗框钣金受力分析
玻璃上升到顶部尼槽时,已离开防夹区域,不受防夹堵转力最大100N的限制,而且玻璃需与泥槽在顶部密封,需要玻璃顶住泥槽较大的力值才停止运动。
本论文选择的电机无防夹堵转力值245N,即为对窗框顶部钣金的堵转力值。
对窗框钣金进行CAE受力分析,施加245N作用力。
CAE有限元分析如下图3。
窗框钣金材料为宝钢HC300,整体式车门窗框,内板一体冲压成型,初始设计料厚0.7mm。由上图3CAE分析,可以看出窗框上部最大变形量2.856mm,变形量较大,而且装配在内板上的泥槽由于钣金的变形而向上翻转,影响泥槽外观。
7 解决措施研究
(1)增加车门内钣金壁厚,由0.7mm更改为0.8mm。
再次做CAE仿真分析,窗框上部最大变形量由2.86mm下降到2.63mm,下降量0.23mm,下降率8%,变形量降低效果不是太大。如下图4所示。
(2)在变形处增加沉台,增加钣金强度和反变形。
经过试验验证,沉台宽度40mm,深度2mm,位置距端部80mm,可以有效解决该问题,但是,在钣金上冲压沉台是钣金冲压第一道序,如果在第一道序增加沉台,涉及到后续所有工序模具的更改,修模费用高,可做临时方案,手工用工装增加沉台。
(3)在上升到顶时,通过电流的脉冲的变化率,将最大力值限制在200N,可以完美的解决该问题,但由于需要重新标定,费用和周期都很长,可作为新车型开发实施方案。
(4)在玻璃升降上增加一个限力装置
根据玻璃升降器的行程及玻璃顶住泥槽顶部胶条,确定玻璃升降器上的限位位置。
(5)限位结构用刚性材料焊接或铆接在玻璃升降器导轨上,经过制作零部件装车,做淋雨试验,部分试验车玻璃内侧会漏水。原因分析,玻璃升降器、限位位置以及安装玻璃升降器的安装孔、钣金顶部翻边都存在制造偏差,活动块升到玻璃升降器限位处,存在限位过高或过低的问题,如果限位过高,玻璃对门框钣金顶升力过大,问题解决效果不明显,过低,则玻璃接触不到窗框钣金泥槽底部,出现玻璃与泥槽密封不严,漏水风险。
(6)限位结构用有一定硬度的弹性材料制作,在计算好的理论限位位置,玻璃升降器导轨上冲压一个安装孔,制作橡胶限位块,中间空心,限位块套在限位柱上,然后铆接在导轨冲压安装孔上。如下图5所示。
制作上述样件,装配上车门,通过调试橡胶块硬度和限位挡点位置,能解决玻璃升降器顶升力过大问题,而且不存在漏水,橡胶件弹性可以吸收制造过程的零部件尺寸公差。
8 橡胶限位玻璃升降器耐久试验
玻璃升降器橡胶限位存在被玻璃升降器活动块撞击出现破损风险,因此,对其进行玻璃升降耐久试验,要求2万次。在做完2万次试验后:玻璃升降器限位柱由于玻璃升降器活动块不断的向上冲击,造成向上偏1mm,橡胶块基本无破损,满足功能要求。试验后如下图6所示。
9 结语
本文对玻璃升降系统受力分析,介绍防夹原理,提出防夹区域外即玻璃上升到泥槽顶部玻璃堵转力大的问题解决方案。
对于在玻璃升降器上增加限位,本人做了专门的研究分析和试验,确定在玻璃升降器上增加橡胶限位的可行性,值得同行借鉴。
参考文献:
[1]赵萌,林蔚然,杨忠昌,王龙兵,周冰科 自动化车窗玻璃升降器的研究与设计[J].機电工程技术2021,50(11),141-143.
[2]相光海,成淑仪 某车型玻璃升降系统误防夹失效原因分析及改进[J].时代汽车,130-131.
[3]王海青,李彦锋,杨天征,苏春阳.汽车玻璃升降系统防夹功能分析研究[J].汽车电器.38-40.
[4]严浩.乘用车电动车窗控制器防夹功能测试系统的研究与设计[D].重庆邮电大学.2022-02-16——2022-03-15.
