液相辅助激光加工织构微观形貌变化及其影响机制
2023-07-27黄珂杨发展郑凯瑞扈伟昊林云龙
黄珂,杨发展,郑凯瑞,扈伟昊,林云龙
(青岛理工大学机械与汽车工程学院,山东青岛 266000)
0 前言
刀具磨损是加工行业面临的一大难题,在切削加工钛合金等难加工材料过程中,刀具承受着巨大载荷,且随着加工区刀具表面温度急速上升,极易引起刀具和加工材料表面变形,进而影响加工材料的表面质量和精度[1]。通过改善加工界面的摩擦状态可以增强刀具耐磨性,降低切削力和切削温度,延长刀具使用寿命[2]。研究发现,在刀具的表面设计并制备一定的微小织构可以有效降低刀具的磨损量[3]。WU等[4]通过实验和仿真发现微织构刀具可以有效降低切削温度、主切削力、切削抗力和实际刀屑接触长度,在未来加工操作中具有重要应用前景。张娜等人[5-6]通过实验及仿真分析,发现硬质合金表面的织构化可以改善应力分布,减少应力集中,且不同织构类型产生的摩擦效果存在着较为明显的差异,因此在实际加工中可以通过设计合理的织构形状来达到最佳减摩效果。成立等人[7]对钛合金的铣削过程进行了分析,发现刀具的表面织构可以改变刀、屑、工件之间的接触性能,有效减小切削力,且参数不同对织构刀具的切削力影响程度不同。激光加工工艺参数可以直接影响织构的深度、宽度以及所加工表面的质量[8]。刘宇航等[9]优化了316L医用不锈钢的加工工艺参数,发现激光的扫描次数是影响织构宽度和深度的主要因素,最终通过控制激光加工工艺参数达到了减小织构宽度、增大织构深度及材料表面无明显热损伤的目的。任长春等[10]探究了平均功率、扫描速度、脉冲频率、离焦量、扫描次数等工艺参数对织构尺寸及形貌的影响,结果表明激光功率与织构尺寸成正比,过大的功率会导致严重烧蚀,造成工件表面不平整。因此,合适的激光加工工艺参数是制备高质量表面织构的基础,分析不同激光加工参数对设计出最佳织构形状和表面形貌具有重要意义。大量研究结果表明:在刀具表面加工特定形状的织构,可以改变刀具与工件的接触状态,进一步优化摩擦学特性。
目前刀具表面织构主要通过激光加工法、电火花加工法、电解加工法、超声波加工法等来实现。其中,激光加工因加工精度高、污染小、适用范围广等优点备受青睐[11]。激光加工技术以激光为热源,激光束具有极高的能量密度和方向性,加工时将聚焦的激光束照射到刀具表面,当激光能量密度达到材料热熔阈值时材料将急剧熔化、汽化,产生强烈的冲击溅射[12]。溅射的材料在空气中快速冷却,重新凝固在加工区域周围形成熔融物和重铸层,这一现象将降低织构加工质量。为了解决上述问题,研究者提出了液相辅助激光加工这一新工艺,在工件表面覆盖辅助液体,加工时激光和液体相互反应,在激光脉冲后的短时间内发生强耦合作用,形成独特的微/纳米结构[13],这一手段可以有效缓解加工过程中的热效应及熔融物重新冷却这一问题。龙芋宏等[14]通过在空气和水2种介质中对单晶体硅片进行激光刻蚀,发现水辅助激光加工时,溅射的熔融物更容易排出,提高了工件的表面质量,而且加快了刻蚀速率。DELL′AGLIO 等[15]采用不同的时间分辨诊断技术研究了金属纳米粒子在空化泡中的运输和扩散,在液相辅助激光加工过程中,材料接触激光束后发生熔化和汽化,同时工件表面的液体产生气泡,将溅射出来的材料带离工件表面[16],可以有效改善熔融物重铸现象,抑制毛刺的产生,提高表面加工质量。
目前将液相辅助激光加工技术用于加工刀具表面织构的研究很少,本文作者探究不同类型的辅助液及激光加工参数在液相辅助激光加工过程中对织构形貌产生的影响,对液相辅助激光加工技术的发展具有重要意义。
1 试验准备及材料选择
实验选用YG6硬质合金材料刀具(株洲钻石切削刀具股份有限公司生产),元素含量为94%WC和少量Co,密度为14.6~15.0 g/cm3,硬度为89.5HRA,抗弯强度σbb为145 MPa,冲击韧性ak为2.6 J/cm2[17],刀具尺寸为16 mm×16 mm×4.5 mm。在加工织构之前,将刀具前刀面进行抛光处理,去除刀具表面划痕[18]。将抛光后的刀具放入超声波清洗机中,加入无水乙醇没过刀具,清洗10~15 min去除刀具表面的污渍,清洗完成后取出并放置自然风干。
加工织构所用激光器为IPG纳秒激光器,其型号为YLPN-1-100-200-R,波长1 064 nm、脉冲宽度100 ns、频率40 kHz,具体参数见表1。刀具初始及加工后的表面形貌由DSX510型体视显微镜(OLYMPUS)观察获得。辅助液体选用去离子水、硝酸-氢氟酸混合溶液、氢氧化钠溶液,探究中性溶液、酸性溶液及碱性溶液对所加工织构形貌的影响。
表1 激光器基本参数
2 不同情况下的织构形貌
2.1 激光参数对织构形貌影响
为了探究液相辅助激光加工工艺参数对织构形貌的影响,通过纳秒激光加工系统分别在空气介质和辅助液中对硬质合金刀具表面进行直线织构加工,具体加工过程如图1所示。图1(a)将YG6硬质合金刀具放置在激光系统操作平台,直接在空气中加工织构;图1(b)将YG6硬质合金刀具放进有去离子水的烧杯中,摆放到激光系统的工作台上,在液体辅助条件下加工织构。依据单因素分析法设置激光参数,具体激光参数见表2。调整刀具位置,激光对焦后开始加工。前期通过尝试发现,溶液与刀具前刀面的距离对表面织构加工质量影响较大。距离太大会减弱激光光束能量,使加工出来的织构尺寸很小,距离太小时,激光加工过程中产生的气泡炸裂会造成刀具暴露于空气中,影响液相辅助激光加工过程的稳定性[19]。激光束穿过液体层到达刀具前刀面时,聚焦透镜的焦距因为液体层的折射发生改变[20-21]。聚焦的线性激光束折射后,激光焦点与加工表面的距离[22]为

图1 激光加工织构示意

表2 具体激光参数
其中:f为聚焦透镜在空气中的焦距;l为液体厚度;n为液体折射率;r为未聚焦激光束半径。当r≪f时,公式可简化为
此实验选取去离子水的量为7.6 mL,液体上表面距刀具前刀面1 mm,去离子水的折射率为1.333[23],通过计算激光焦点与加工刀具前刀面的距离为0.25 mm。
图2—图4所示为去离子水辅助下激光加工硬质合金刀具的表面形貌及轮廓,可以看出:加工所得织构呈现不规则蜂窝状,因为激光束使材料达到热熔阈值后,材料溅射瞬间接触去离子水后立即凝固、附着在织构底部及两侧,使织构呈现出凹坑和凸起相间的蜂窝状。图2所示为不同激光功率下形成的织构形貌及轮廓,可以看出:织构外轮廓宽度随着功率的增大逐渐变宽,在功率为65 W时,织构内部凹坑变大,凸起的熔融物数量和体积减小。主要是由于随着功率增大激光束能量增加,融化的材料面积变大,溅射出的材料量增加。图3所示为不同扫描速度下的织构形貌及轮廓,从图2(a)、图3可以看出:不同扫描速度下的织构形貌基本一致,说明在液相辅助激光加工过程中扫描速度对织构形貌的影响很小,可以忽略不计。
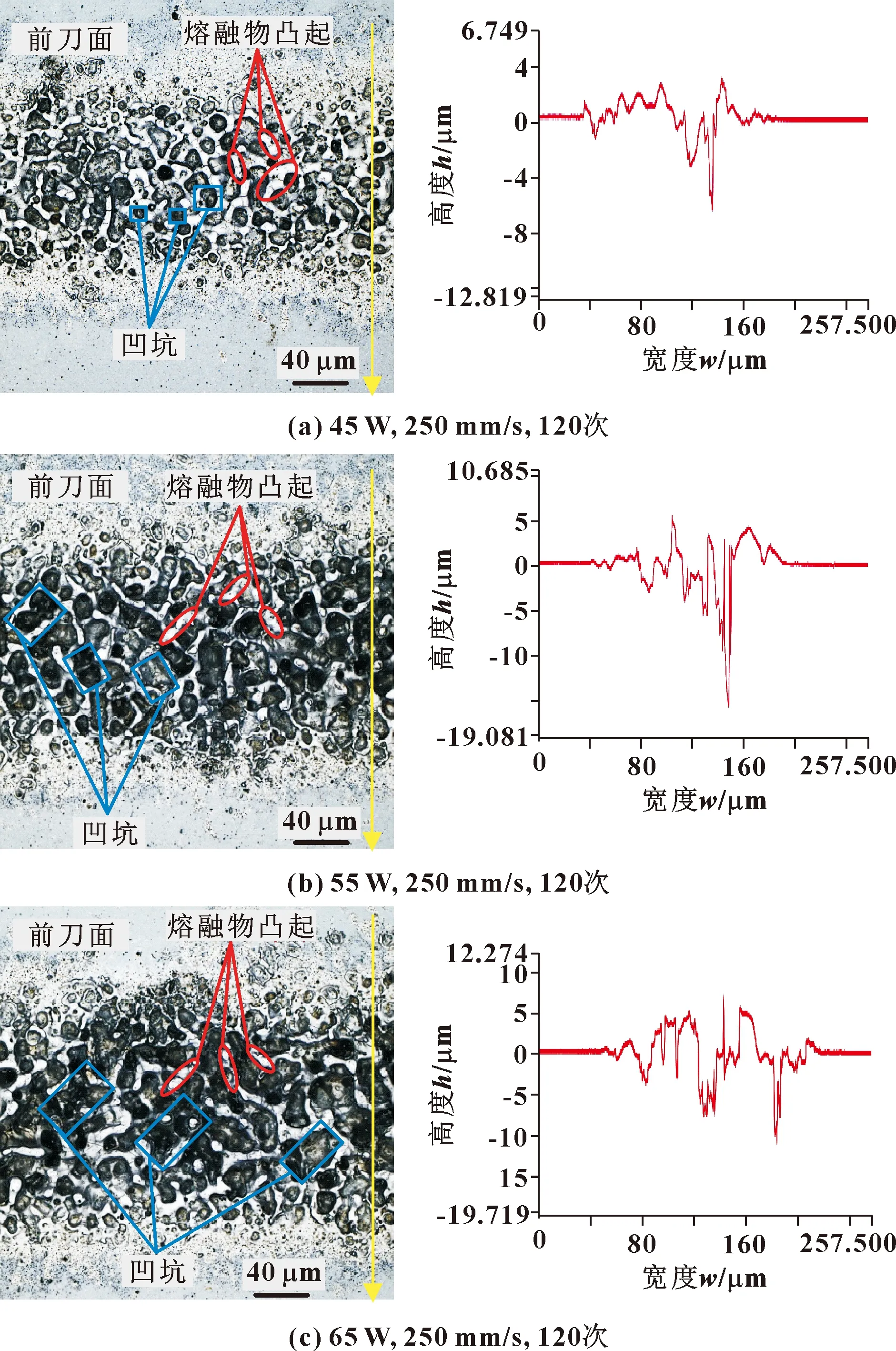
图 2 不同功率下的织构形貌及轮廓

图3 不同扫描速度下的织构形貌及轮廓
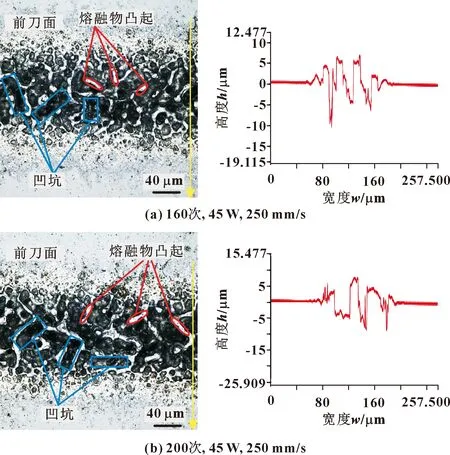
图4 不同扫描次数下的织构形貌及轮廓
图4所示为不同扫描次数下的织构形貌及轮廓,从图2(a)、图4中可以看出:织构整体宽度变化很小,但随着扫描次数的增加,织构内部凹坑面积增大,凸起数量和面积明显减少。因为随着扫描次数增加,冷却凝固在织构底部和侧边的熔融物被重复照射、熔化,使凹坑面积逐渐增大。但过多的扫描次数会使刀具表面出现裂纹。
总体来看,液相辅助激光加工过程中,功率越大织构尺寸越宽,扫描速度对织构形貌影响较小,而扫描次数对织构形貌的影响最为明显。但是由于去离子水的存在,无法通过改变激光参数制备出轮廓清晰、形状规则的表面织构。
2.2 辅助液对微织构形貌影响
YG6硬质合金刀具主要成分为碳化钨,是一种由钨和碳组成的化合物,碳化钨不溶于水、盐酸和硫酸,易溶于硝酸-氢氟酸的混合酸中。文中选用去离子水、硝酸-氢氟酸混合溶液(体积比为1∶1)和氢氧化钠3种溶液,采用功率为65 W、扫描速度为350 mm/s、扫描次数为160 次、波长为1 064 nm、脉冲宽度为100 ns、频率为20 kHz的激光参数探究不同性质的辅助液体对激光加工织构形貌的影响。
图5(a)是去离子水辅助下激光加工出来的织构形貌,从右侧图中可以看出:凸起和凹坑所占面积大致相同且分布比较均匀。图5(b)是硝酸和氢氟酸混合溶液辅助下激光加工所得织构形貌,从右侧图中可以看出:凹坑所占面积较大,硝酸和氢氟酸可以溶解部分溅射出来的材料,使重新冷却的熔融物数量减少。但是由于激光加工速度过快,溅射的材料无法充分溶解,少量重新凝结在织构底部形成重铸层。图5(c)是氢氧化钠溶液辅助下激光加工所得织构形貌,从左侧图中可以看硬质合金刀具表面呈现出黑色,表明在氢氧化钠溶液中加工刀具存在明显的氧化现象,熔化的材料与氧元素结合形成大量氧化物;且从右侧图中可以看出熔融物数量较多,织构形貌相对较差。总的来说,在硝酸和氢氟酸混合溶液中加工出来的织构形貌相对较好,在氢氧化钠溶液中加工的织构表面形貌相对较差。

图5 不同辅助液下的微织构形貌
2.3 不同形状的织构形貌
用相同激光参数分别在去离子水和空气介质中加工直线织构和交叉线型织构,激光功率为65 W,扫描速度为350 mm/s,扫描次数为160 次,波长为1 064 nm,脉冲宽度为100 ns,频率为20 kHz,交叉扫描间距为0.2 mm×0.2 mm。
图6所示为直线织构形貌,可以看出:在去离子水辅助下,加工的直线织构较空气介质下加工的直线织构熔融物堆积更为严重,由于去离子水可以瞬间冷却熔化的材料,使材料无法及时排出,形成不规则的蜂窝状织构形貌。从图6(b)中可以看出:在空气介质下加工出的直线织构呈现清晰的沟槽状,加工时熔化的材料溅射出来,附着在沟槽两侧。图7所示为交叉线型织构,可以看出:空气介质中加工出来的织构形状较为清晰,但是熔融物较多,在刀具表面形成凸起,使得刀具表面更加粗糙;在去离子水辅助下加工出来的刀具表面更加平整,熔融物数量较少且分布均匀。

图7 去离子水(a)及空气(b)介
总的来说:在空气中加工织构时,所加工织构形貌轮廓规则清晰,适合加工特定形状的表面织构;液体辅助加工时,熔融物分布比较均匀,刀具表面较为平整,更适于加工无特定形状的大面积表面。
3 结论
文中通过改变激光参数、辅助液类型以及织构形状探究了液相辅助激光加工对织构表面形貌的影响,得出以下结论:
(1)液相辅助激光加工织构时,激光参数可以直接影响织构形状和尺寸,扫描次数对织构形貌的影响最为明显,次数越多形成的熔融物数量越少,但过多的扫描次数会使刀具表面产生裂纹。当激光功率为65 W、扫描速度为350 mm/s、扫描次数为160 次时可以获得相对较好的织构形貌。
(2)液相辅助激光加工织构过程中,熔化溅射的材料遇到液体迅速冷却凝固,甚至会加重熔融物重铸现象。但在硝酸和氢氟酸的混合溶液中加工织构时,熔化的部分刀具材料溶于混合酸中,减少了熔融物的形成。由于激光加工时间短,材料无法充分溶解,仍然有少量重新附着在织构周围。
(3)在硬质合金刀具表面加工交叉线型织构时,液相辅助激光加工所得表面更为平整。液相辅助激光加工技术更适用于加工无特定形状的表面织构,而具有一定形状的局部织构加工应选择直接在空气中加工。
