煤矿井下带式输送机长寿命托辊筒皮研究
2023-07-26刘智平
刘智平
(国能神东煤炭集团有限责任公司,内蒙古 鄂尔多斯 017010)
为满足大型矿井生产需求,长运距大运输量带式输送机不断投入使用。托辊是带式输送机的重要组成部分,起承载带面和物料的关键作用,然而托辊因锈蚀导致提前失效的问题成为影响输送机安全稳定经济运行的重要原因。传统托辊筒皮材质均为碳钢,受煤矿井下淋水和有害气体(主要为亚硫酸及氯离子)侵蚀的影响,筒皮会在短期内发生严重锈蚀,托辊寿命短,增加了托辊消耗,导致较高的生产成本[1-4]。按照3 m 1个标准段单元,上、下8个托辊计算,平均每米约2.67个,因为托辊为一次性消耗品,需求数量巨大;仅2021年,神东带式输送机公司就完成下达生产任务43万个托辊。此外,破裂的筒皮还会造成极大安全生产隐患[5-7]。
因此,本研究采用T4003不锈钢材料作为新型托辊筒皮,从耐腐蚀性、焊接性、切削加工性、经济性等方面与传统Q345B 筒皮进行了对比研究。
1 T4003与Q345B 耐蚀耐磨性能对比
1.1 盐雾腐蚀试验
首先将T4003不锈钢材料和Q345B碳钢加工成50 mm×80 mm试样,并表面抛光处理,再用无水乙醇超声清洗15 min,干燥后测量试样原始重量;将T4003和Q345B试样每三个一组装入盐雾箱中进行腐蚀试验,工作介质为(5±1)% NaCl 溶液,温度为(35±0.5)℃;试验每隔12 h称重一次试样,按照式(1)计算对应的腐蚀速率其腐蚀速率:
v=ΔW/St=|W1-W2|/St(1)
式中,v为腐蚀速率,g/(mm2·h);ΔW为腐蚀前后试样重量差,g;S为试样腐蚀的表面积,mm2;t为试样的腐蚀时间,h。
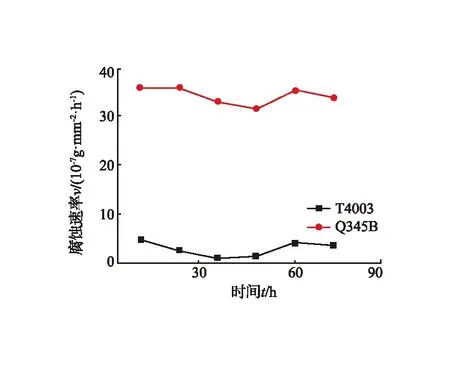
图1 盐雾腐蚀试验平均腐蚀速率与时间的关系
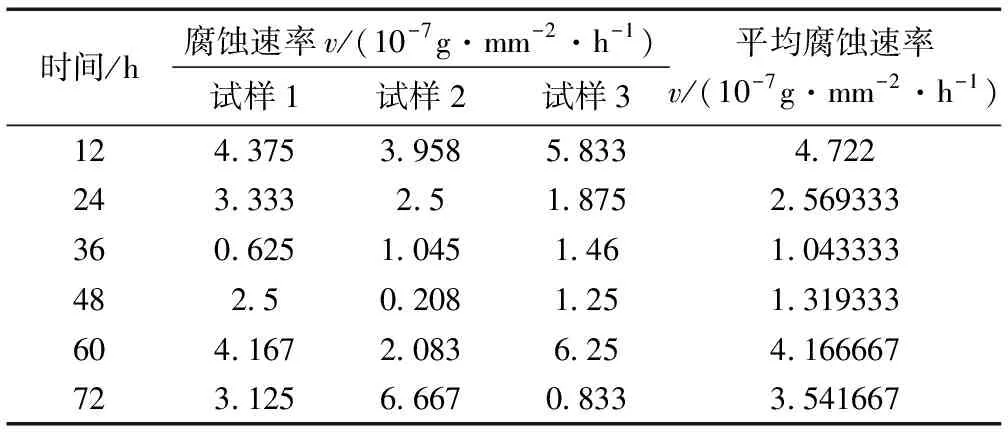
表1 T4003盐雾腐蚀试验平均腐蚀速率
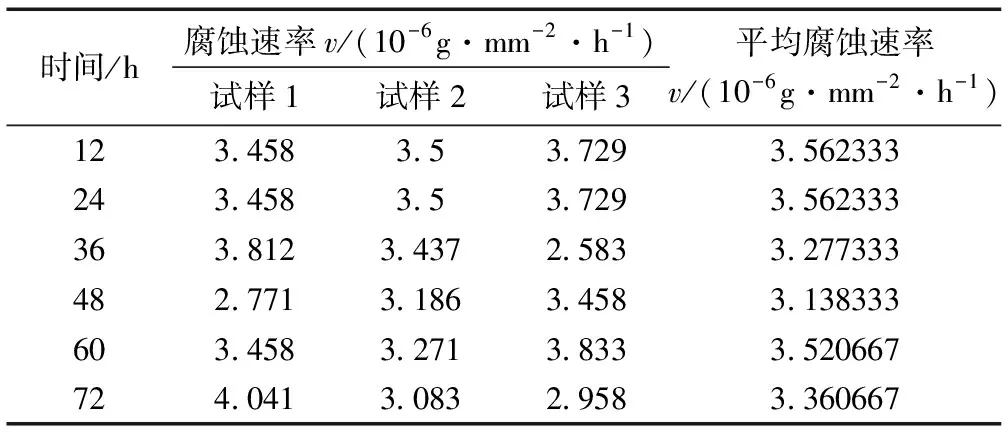
表2 Q345B盐雾腐蚀试验平均腐蚀速率计算
T4003和Q345B盐雾腐蚀试验前后样品腐蚀表面情况分别如图2、图3所示。结果表明:经过72 h的盐雾腐蚀后,T4003表面局部有轻微锈迹,而Q345B表面布满了黄褐色的腐蚀产物。T4003之所以有良好的耐蚀性能是因为它含有较高的铬元素,在大气或含氧介质中表面会生成一层致密的铬氧化物保护膜,该膜具有稳定的机械、化学性能,能够有效隔绝基体和腐蚀介质起到保护作用,而碳钢表面氧化物疏松多孔,不具有保护基体作用。

图2 T4003腐蚀前后形貌对比

图3 Q345B腐蚀前后形貌对比
1.2 周期浸润腐蚀试验
根据《周期浸润腐蚀试验方法》(TB/T 2375—93)开展试验。试验温度:45±1 ℃;相对湿度:70%±5% ;浸润时间:12 min /60 min;试验溶液:10-2mol/L NaHSO3;试板表面最高温度:70 ℃。在24,72,144,240 h后称重计算失重率,结果见表3。由表3可知:T4003在周期浸润腐蚀条件下失重速率只有Q345B的1/20,耐蚀性远高于Q345B。
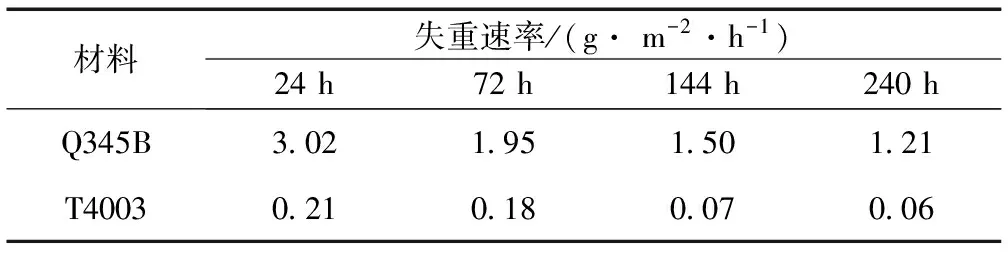
表3 Q345B与T4003周期浸润试验结果
1.3 腐蚀与湿磨交替作用试验
1)首先将两种材料加工为尺寸为6 mm×25.5 mm×57.5 mm的试样各2块,表面打磨光滑后,用酒精清洗表面的油污杂质,烘干后称重。
2)将试样装入湿沙橡胶轮磨损试验机(张家口市泰华机械厂制造),加入1 kg水和1.5 kg石英砂,在该介质中用橡胶轮磨擦试样表面,转速为180 r/min,经过500 r以后将试样取出清洗干净,干燥后浸入50%的硫酸溶液中浸泡100 min(最高温度≤70 ℃);然后取出清洗,干燥后称重。
3)重复步骤2),反复3次,总磨擦转数为2000 r,浸泡时间为400 min。
T4003和Q345B磨损量和试验后的试样表面情况分别如图4、图5所示。

图4 不同材料腐蚀-湿磨交替作用试验磨损量
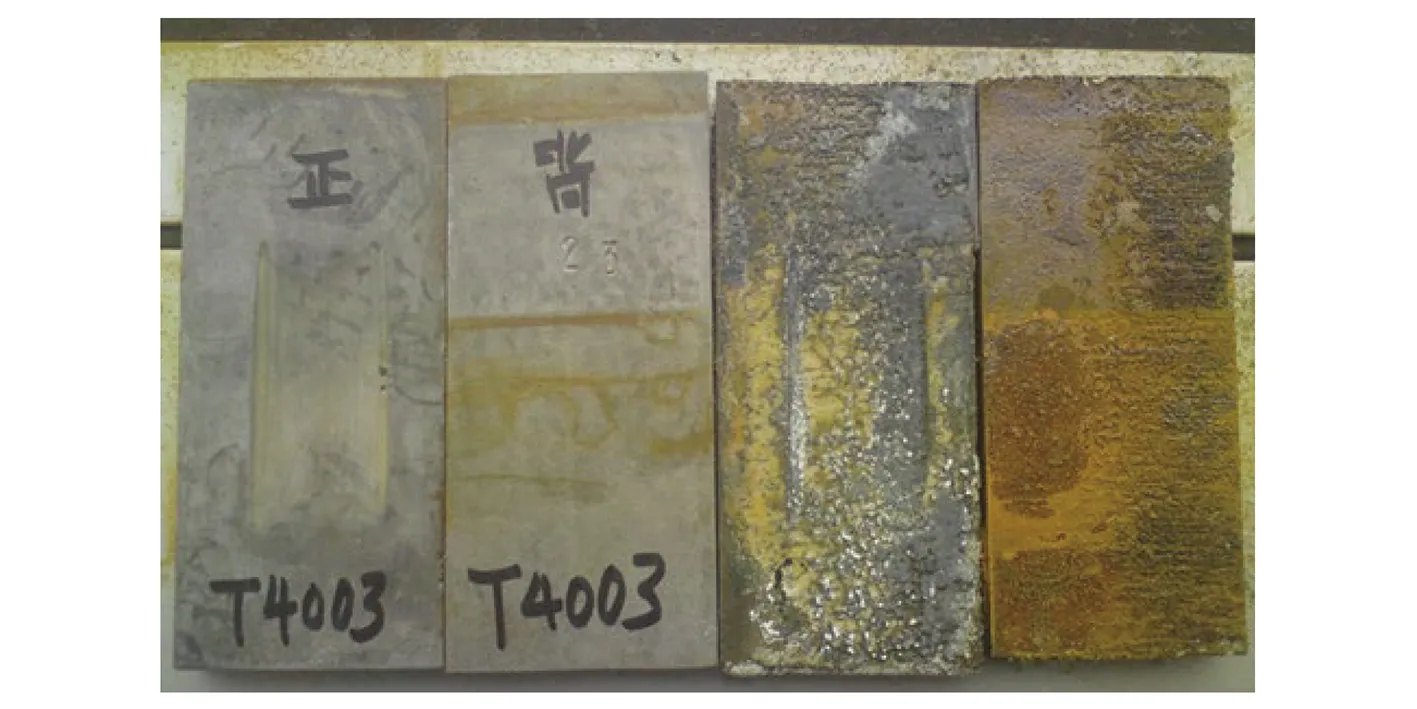
图5 湿磨与腐蚀试验后试样外观
由图4可知:在相同的试验条件下,T4003磨损量远小于传统筒皮材料Q345B,大约是碳钢材料的1/3~1/4。另外,图5表明试验后Q345B试样表面粘附了一层难以去除的腐蚀产物,而T4003试样表面则除了少量锈蚀外,没有其他附着物,表明T4003除了具有优良的耐蚀、耐磨性外,还具有优良的抗异物粘附性。
2 T4003筒皮焊管接头性能与焊接
2.1 T4003筒皮焊管接头性能
将焊管以焊缝位置为中心取样后以压平,进行试验,结果见表4、表5。接头屈服强度360~380 MPa,抗拉强度480~500 MPa,伸长率18~20,韧性指标冲击功19J。托辊筒皮焊接成形后,T4003筒皮的失重量仅为Q345B筒皮的1/3~1/4[8-12]。

表4 接头力学性能
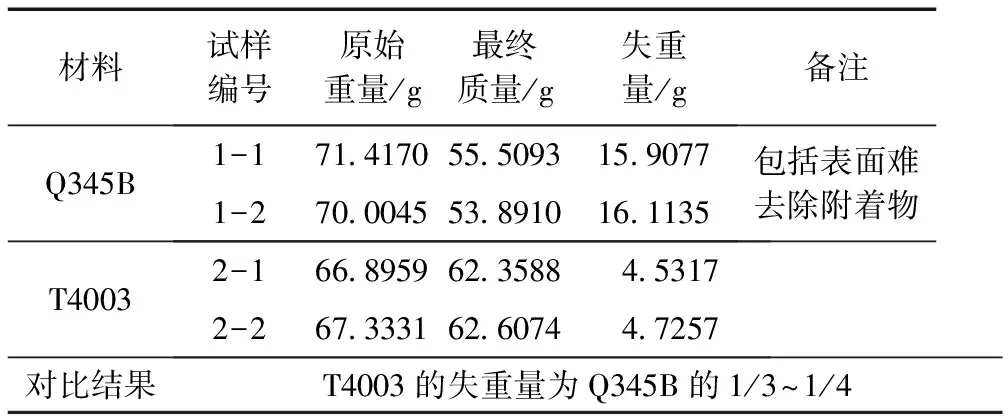
表5 ∅159×3钢管质量损失
2.2 T4003筒皮与08Al 轴承座异种钢焊接工艺
为了实现托辊制造,本研究采用熔化极活性气体保护焊接工艺将T4003托辊筒皮和08Al轴承座焊接在一起,焊丝采用标准E309L不锈钢焊丝,焊机采用松下KRⅡ-500型晶闸管CO2/MAG焊机。具体焊接工艺参数是:230 A焊接电流,25 V电弧电压,440 mm/min焊接速度,97%Ar+3%CO2保护气体,气体流量为16~20 L/min。
该电厂仅有1台619 MWe沸水堆机组,于1964年启动建设,1969年5月实现首次临界,同年9月首次并网发电,12月投入商业运行。在49年的运行期间,该机组总计发电200 TWh,实现超过1.4亿吨的碳减排。
08Al与T4003异种钢焊接接头两侧的热影响区组织情况分别如图6、图7所示。由图可知,08Al与T4003异种钢焊接接头两侧的热影响区都由粗晶粒区和细晶粒区构成,08Al侧母材粗晶粒区和细晶粒区的晶粒尺寸小于T4003。
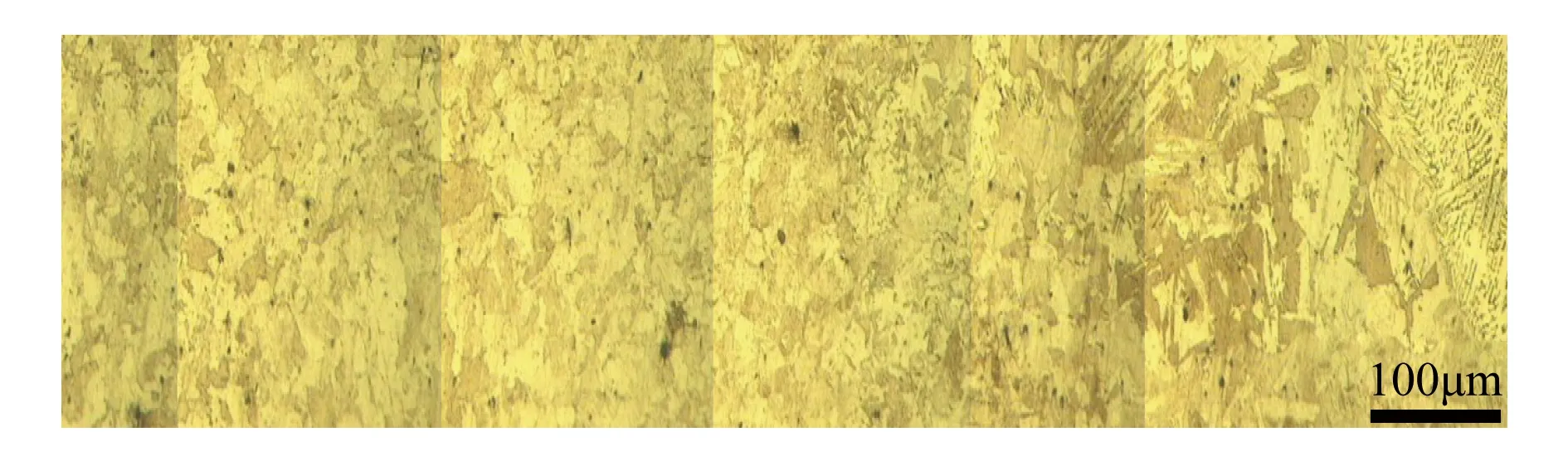
图6 4003侧微观组织
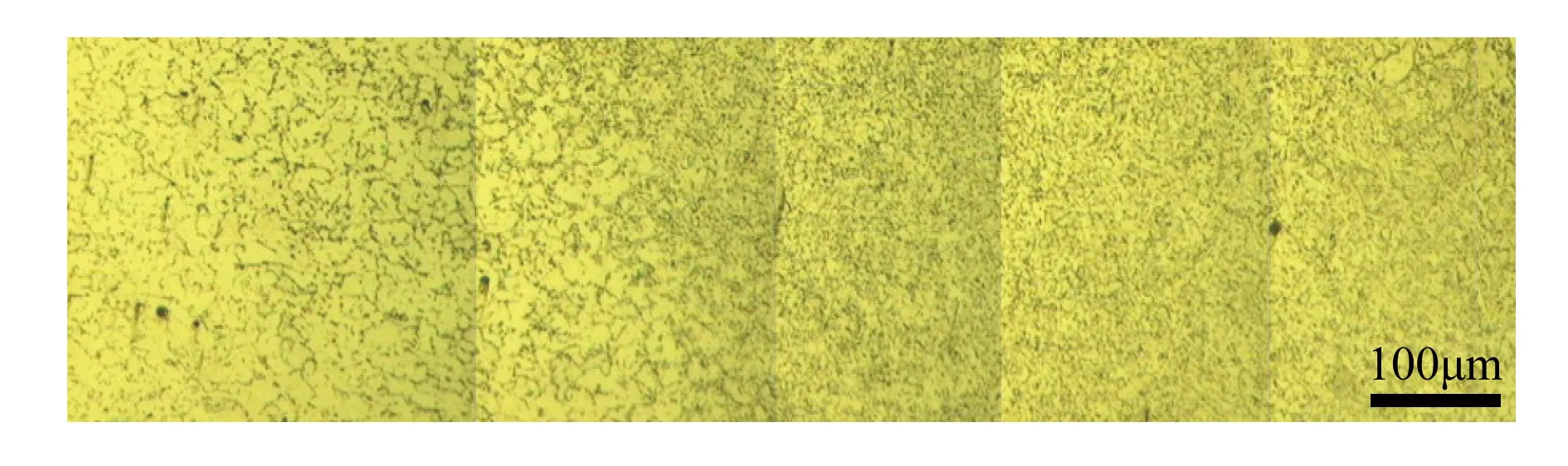
图7 08AL侧微观组织
根据《金属材料夏比摆锤冲击试验方法》(GB/T 229—2020)及《焊接接头冲击试验方法》(GB/T 2650—2008)开展了冲击性能测试试验,结果见表6。在0 ℃时,T4003筒皮与08Al 轴承座焊接接头焊缝区的冲击功32.39 J,两侧焊接热影响区的冲击功分别为26.60 J和26.26 J;在-20 ℃时,焊缝区的冲击功21.59 J,两侧焊接热影响区的冲击功分别为26.71 J和20.38 J。
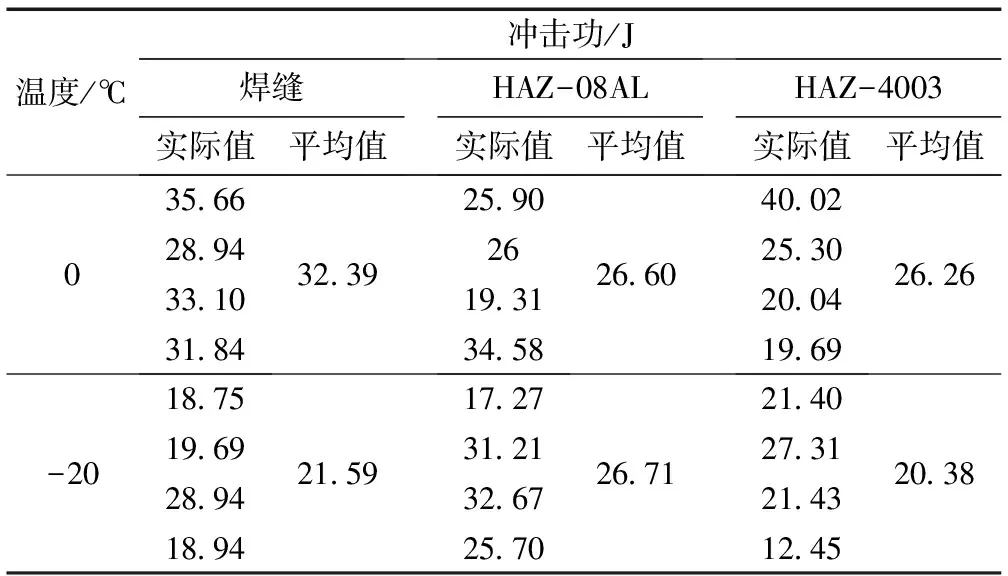
表6 08AL与4003异种钢焊接接头冲击试验
按照《焊缝及熔敷金属拉伸试验方法》(GB/T 2652—2008)和 《金属材料高温拉伸试验方法》(GBT 4338—2006),开展了拉伸性能测试。接头抗拉强度362.03 MPa,延伸率26.20%。此外,还测量了焊接接头的显微硬度,结果如图8所示。测量点间距为200 μm,测量范围包括08Al侧母材区、热影响区、焊缝、T4003侧热影响区及母材区。由图8可知,T4003侧的硬度高于08AL侧,原因是T4003侧中产生了马氏体,因此硬度较高。

图8 焊接接头硬度测试
3 T4003和Q345B切削性能对比
金属材料切削加工性是指材料用刀具切削加工的难易程度,它具有一定的相对性,以45钢的可切削性作为1,常用材料相对可切削性可用Kr来评价,Kr≥1.5的材料为很容易切削材料,而Kr<0.5的材料为很难切削材料[13-18]。
一定寿命下切削速度以VT表示,以切削正火状态45钢的V60作为基准[写作(V60)j],将其他各种材料的V60与之相比,可得相对加工性Kr[19,20]。
Kr=V60/(V60)j(2)
不锈钢Kr=0.15~1.0,是相对切削性较差的金属材料,奥氏体不锈钢304 (1Cr18Ni9)Kr=0.4,为难切削材料;调质态马氏体不锈钢2Crl3的Kr=0.65~1,为稍难切削材料。经热处理的T4003不锈钢的成分、组织与性能与2Cr13相近,Kr值也相近。
T4003是一种新型铁素体不锈钢,其微观组织为铁素体为主加少量马氏,因此,其各项物理性能和力学性能指标介于奥氏体不锈钢与碳钢之间。
3.1 加工硬化
在同一变形程度下,奥氏体不锈钢的加工硬化程度最大,马氏体不锈钢的最小。而T4003不锈钢是铁素体为主并含有少量马氏体不锈钢的复相组织,加工硬化程度小[21-23]。
3.2 力学性能
一般来说,硬度和强度适中较好加工,塑性越大,越难加工,韧性越高,越难加工。奥氏体不锈钢具有很高的延伸率、断面收缩率和冲击韧性,塑韧性大大高于碳钢,当切去相同体积的奥氏体不锈钢和碳钢时,前者耗能高约50%,因此,切削抗力大,温度高,切削过程中切屑不易卷曲和折断,切削性能很差;而T4003的强度和塑韧性介于45钢和304之间,各项性能适中,具有较好的加工性能[24,25]。
3.3 导热性和热胀系数
导热性越好的钢,刀具和工件表面温度相对低,不易在刀具和被加工金属表面之间出现粘结现象,刀具使用寿命长,切削性能好;热胀系数越大的钢,加工区很小体积内的由于热膨胀引起的尺寸变化较大,精度难以保证[26]。
奥氏体不锈钢的导热性差(k=16.3W/(m·℃)),热胀系数大,α=(16~20)×10-6k-1,而45钢α=(10~12)×10-6k-1,T4003铁素体不锈钢的α=(12~14)×10-6k-1,与碳钢接近,导热性也优于奥氏体不锈钢,比45钢稍差。因此,其切削性差于Q345B碳钢,但优于奥氏体不锈钢。
鉴于T4003铁素体不锈钢的物理性能和力学性能,其切削性能优于2Cr13不锈钢,Kr值大于0.65。进行T4003的切削加工时,与碳钢相比,要注意以下要点:转速降低,刀具进给量要稍大,同时加冷却液,选用YG型硬质合金刀头。
4 成本对比分析
鉴于T4003抗腐耐磨特性,不锈钢托辊筒体采用了轻量化设计(筒皮由原来的4.5 mm减到3.5 mm),托辊整体重量降低了27%。
2015年开始验证量产,成功试制首批T4003不锈钢托辊16000个。当年11月,不锈钢托辊样品20件上海检测中心送检。鉴定结果为:各项性能指标满足《煤矿用带式输送机托辊技术条件》(MT 821—2006)要求,使用寿命≥50000 h。并且在神东上湾矿1.4/6000 m长距离带式输送机整机应用,效果良好。Q345B和T4003材质的托辊成本对比见表7,由表7可知,基于Q345B筒皮的托辊260元/个,基于T4003筒皮的托辊350元/个;但是Q345B筒皮的托辊使用寿命3万h,对应单位时间的使用成本为86.67元/万h,T4003筒皮的托辊使用寿命5万h,对应单位时间的使用成本为70元/万h;因此,T4003筒皮的托辊节约成本19.23%,性价比高。
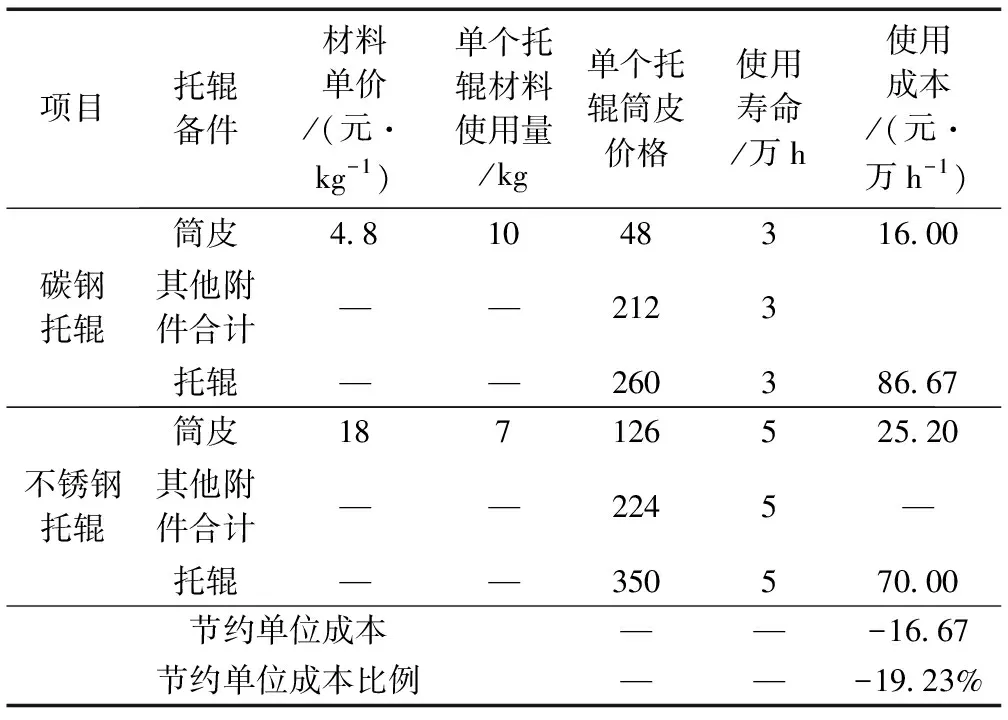
表7 Q345B和T4003材质的托辊成本对比(∅159×540)
5 结 语
采用T4003不锈钢作为托辊铜皮能够有效解决传统碳钢Q345B筒皮托辊因锈蚀导致提前失效问题。虽然采用采用T4003不锈钢会导致托辊制作成本提高,但托辊使用寿命也大幅度延长了。因此托辊使用成本也降低了,同时托辊使用寿命的增加能够降低带式输送机托辊维护工作量,提高搬家倒面工作效率。因此,采用T4003不锈钢筒皮的托辊在具有较高推广应用价值。