某型飞机进气道加强箍裂纹故障分析与改进措施
2023-07-25陈里根段凌泽黄晓霞
陈里根,许 磊,段凌泽,黄晓霞
(1.航空工业洪都,江西 南昌,330024;2.空装驻南昌地区军事代表室,江西 南昌,330095)
0 引言
进气道结构是飞机的一个重要部件,主要承受气动载荷。进气道结构通常比较复杂,为减小进气道阻力值,装配质量要求较高。进气道结构故障如进气道结构裂纹[1]、进气道蒙皮裂纹[2]、进气道铆钉脱落[3]等会直接影响飞机发动机的正常工作,进而影响飞行安全。
某型飞机在使用过程中,发现左侧进气道23 框前一处加强箍存在裂纹,如图1 和图2 所示。
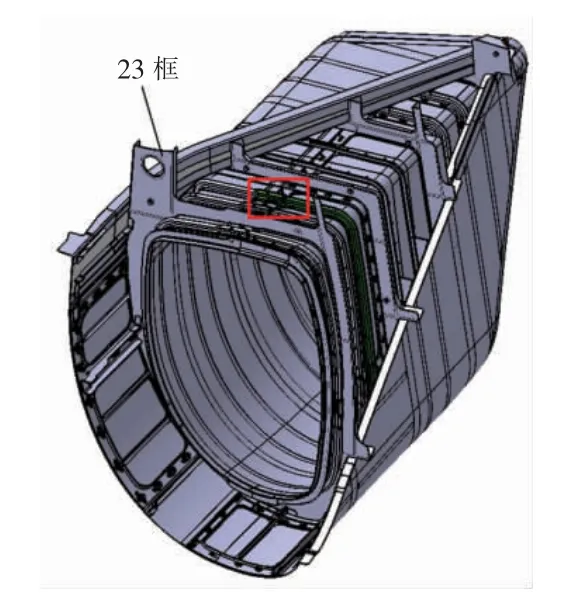
图1 进气道结构

图2 进气道加强箍
1 裂纹故障原因分析
1.1 力学分析
进气道内壁主要承受气动载荷,加强箍主要起维持进气道外形作用。发生裂纹故障的加强箍采用材料为LY12、厚度为1.2mm 的钣弯型材,加强箍典型截面见图3。
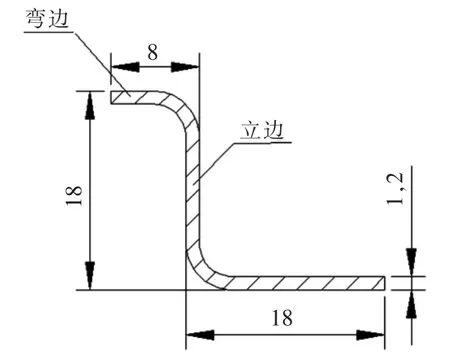
图3 加强箍典型截面
该加强箍与另一根加强箍为搭接关系,见图2。加强箍立边通过铆钉HB6298-3.5×L 进行连接,底边通过铆钉HB8066-4×L 与进气道内蒙皮连接。通过有限元分析,其静强度分析结果如图4、图5 所示,进气道22-23 框段最大应力225MPa,位于靠近飞机对称面一侧的加强箍上。加强箍在对接处(产生裂纹处)应力207MPa,小于材料破坏应力390MPa。 稳定性计算结果如图6 所示,屈曲因子1.004,大于1,结构满足设计要求,且已通过静力试验考核。该处应力水平较低,不会发生静力破坏。

图4 左侧进气道22-23 框段应力云图

图5 加强箍应力云图
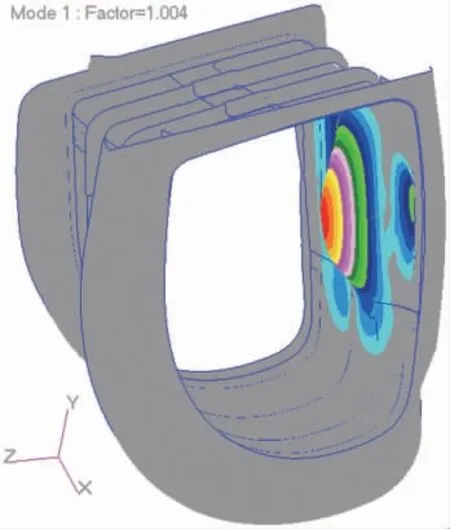
图6 稳定性屈曲因子计算结果
1.2 外场飞机检查情况
针对进气道加强箍裂纹故障,对外场9 架飞机的加强箍进行了目视检查,检查结果见表1。

表1 飞行情况及加强箍检查结果
通过检查结果发现,有6 架飞机的进气道加强箍出现了裂纹故障,另外3 架飞机未发现裂纹。6 架出现裂纹故障的飞机飞行小时数均超过或接近300 小时,飞行架次均在300 以上,飞行小时数和飞行架次较少的飞机均未出现裂纹故障。通过分析计算得知加强箍满足静强度要求,可以判断产生裂纹的原因是加强箍在进气道气流振动载荷的作用下,使结构产生了裂纹。
1.3 零件设计与制造
加强箍采用LY12 材料制成,零件厚度1.2mm,零件截面为Z 形,采用常规的钣弯成形工艺制成。此次加强箍故障出现在零件下陷处,故对加强箍的下陷设计进行标准符合性检查。
根据HB0-22-2008《挤压型材下陷》,连续压制下陷时,两下陷最小区间距离C,当δ<4mm 时,Cmin=50mm;当δ≥4mm 时,Cmin=60mm,如图7 所示。板弯型材下陷目前尚无标准,可以参照HB0-22-2008执行。
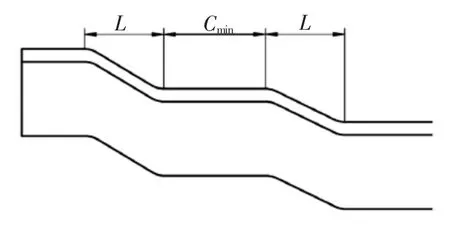
图7 连续下陷
因结构限制,在该加强箍的端头设计了连续下陷,如图8 所示,两个下陷之间的距离为40,不符合标准HB0-22-2008。另外按《飞机设计手册》中要求,双面下陷最好两下陷错开一段距离,以便进行压制。在加强箍的裂纹位置处设计了双面下陷,两个下陷没有错开一段距离,不符合设计要求。

图8 加强箍下陷
根据分析,加强箍在设计时没有完全贯彻相关标准和设计要求,同时未要求对该零件不符合标准处进行相关检测,确保零件性能满足要求。加强箍在压制下陷时,下陷重叠区零件厚度势必变薄,容易出现结构初始损伤,该下陷处会成为零件的疲劳薄弱部位。
2 改进措施
2.1 外场飞机及在制品改进措施
针对外场飞机及在制品,因加强箍处的通路不佳和改装难度较大等原因,采取新增加强件的方式对加强箍进行加强,具体方案为:
1) 针对存在裂纹的加强箍,将加强箍裂纹处打磨光滑,并在裂纹底部开圆角止裂,防止裂纹继续扩展;
2) 新增加强板和垫片对加强箍进行补强,加强板与故障加强箍、加强箍(参考)采用HB6298-3.5 铆钉进行连接,通过此方式降低加强箍薄弱处的应力水平,提高疲劳性能,具体如图9 所示。
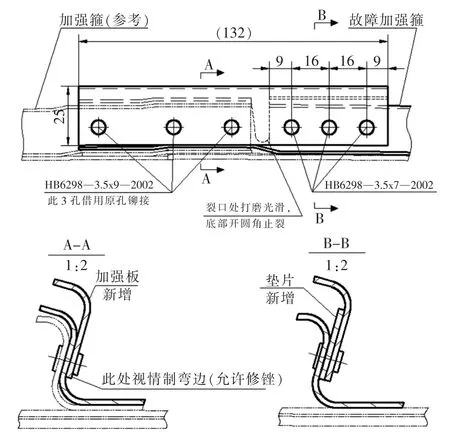
图9 外场修理方案
对加强方案进行有限元分析计算,应力云图如图10 所示,新增加强板最大应力为87MPa,低于原加强箍在对接处(产生裂纹处)应力207MPa,且小于材料破坏应力390MPa。通过分析计算,加强板最大连接载荷668N,HB6298-3.5 铆钉剪切破坏载荷为2355N,连接载荷小,满足强度要求,如图11 所示。

图10 新增加强板应力云图

图11 新增加强板连接载荷
2.2 后续改进措施
后续改进方案如图12 所示,为消除两个加强箍在搭接处的连续下陷和双面下陷,采用机加件连接两个加强箍,代替两个加强箍搭接的结构形式。机加件材料为7050—T7451,典型厚度1.5mm。新增机加件与两个加强箍立边分别通过3 只HB6298—3.5 铆钉进行连接,机加件在进气道内蒙皮一侧与两个加强箍分别通过一只5mm 螺钉和2 只HB8066-4 铆钉进行连接。

图12 改进方案示意图
对结构改进方案进行有限元分析计算,应力云图如图13 所示,机加件最大应力为123MPa,低于原加强箍在对接处(产生裂纹处)应力207MPa,且小于材料破坏应力510MPa。同时通过分析计算,机加件连接载荷如图14 所示,最大载荷1130N,HB6298-3.5 铆钉剪切破坏载荷为2355N,连接载荷小,满足强度要求。
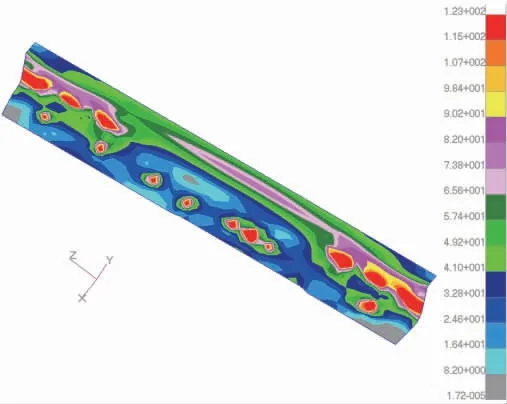
图13 机加件应力云图
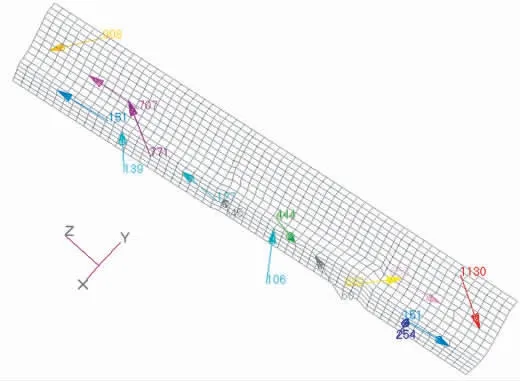
图14 机加件连接载荷
3 结语
某型飞机进气道加强箍裂纹改进方案已在多个批架次飞机上执行,改进后的部分飞机已进行约300飞行小时的飞行验证,未出现加强箍裂纹现象。 实践表明,进气道加强箍改进方案有效可行。