复合材料快速成型技术研究综述
2023-07-17罗云烽王高鹏程文礼毕红艳
罗云烽 王高鹏 程文礼 毕红艳
摘 要 传统的复合材料成型工艺制造成本高、周期长,制约着复合材料的大规模推广应用,提高复合材料制造效率、降低制造成本是复合材料研究的永恒主题。本文概述了模压快速成型、液体成型技术、热塑性复合材料成型技术三种适用于航空领域的复合材料快速成型技术及其对应的材料体系特点和典型性能,总结了其在国内外航空领域的最新研究进展,提出了我国未来快速成型技术研究发展的相关建议。
关键词 复合材料;快速成型技术;低成本;模压成型;液体成型;热塑性复合材料成型
Review on Rapid Prototyping Technology of
Composite Materials
LUO Yunfeng,WANG Gaopeng,CHENG Wenli,BI Hongyan
(AVIC Composite Company LTD,Beijing 101300)
ABSTRACT The traditional composite molding process has high manufacturing cost and long manufactur-ing cycle, which restricts the large-scale promotion and application of composite materials. Im-proving the manufacturing efficiency of composite materials and reducing the manufacturing cost are the eternal theme of composite materials research. This paper summarizes three kinds of composite rapid prototyping technology applicable to the aviation field, namely, rapid com-pression molding, liquid molding technology and thermoplastic composite molding technology, as well as their corresponding material system characteristics and typical properties, summarizes their latest research progress in the aviation field at home and abroad, and put forward relevant suggestions for the research and development of rapid prototyping technology in China in the future.
KEYWORDS composite materials; rapid prototyping technology; low cost; compression molding; liquid molding; thermoplastic composite molding
1 引言
复合材料因其具备高比强度、高比刚度、耐腐蚀等優异特性广泛应用于航空航天等领域,但昂贵的制造成本长期制约着复合材料的扩大应用,如碳纤维及树脂等材料成本一般只占到25%~30%,而制造成本却占到了70%~75%[1]。另一方面,传统复合材料成型周期长也制约着飞机月产速率,单通道飞机需求量将达到60~100架/月[2] ,如A320系列飞机月产速率在未来几年将达到75架。因此,为提高复合材料在航空领域的竞争力,在保证减重及结构性能的同时降低制造成本、提高制造效率将成为复合材料应用的研究热点。
国际上对复合材料低成本、快速成型技术的研究和应用相当重视,为实现扩大产能、降低成本、保护环境的目标,发起了一系列技术攻关项目和计划,例如,欧洲的ALCAS(Advanced and low cost airframe structure)、WTO(Wing of Tomorrow)、洁净天空(Clean Sky)、洁净天空2(Clean Sky 2)计划、TAPAS(Thermoplastic affordable primary aircraft structure)项目,美国的CAl(Composite affordable initiative)、RAPM(Rapid high-Performance Manufacturing)计划,法国的SIDEFFECT项目等。近年来,国内在“绿色航空”和“双碳”目标的驱动下,降低能源消耗、减少噪声和碳排放已成为中国航空未来的发展目标。因此,提高飞行器主材——复合材料的制造效率、降低能耗和碳排放势在必行,本文主要针对模压快速成型、液体成型技术、热塑性复合材料成型技术三类航空领域常用的复合材料低成本、快速成型技术进行了概述和分析,包括各类成型技术适用的材料体系、工艺特点及国内外工程技术应用情况,并对复合材料快速成型工艺的未来研究发展方向进行了展望。
2 快速成型技术
目前,复合材料结构制造工艺较多,可以适用不同结构的生产制造,但考虑到航空领域尤其是民用飞机的工业化生产效率及生产成本,改进固化工艺以减少时间、降低成本迫在眉睫。快速成型技术(Rapid Prototyping)是一种基于离散、堆积成型原理的新型制造方法[3],是一种低成本快速成型技术,常见的有模压快速成型技术、液体成型技术、热塑性复合材料成型技术等[4]。
2.1 模压快速成型技术
模压快速成型技术是将预先铺贴好的预浸料毛坯放置在模压模具中,合模之后通过升温加压使得毛坯密实固化的工艺方法,模压成型速率快、制品尺寸准确、成型质量稳定均一,结合自动化技术,可实现碳纤维复合材料结构件在民用航空领域的批量化、自动化、低成本制造。
2.1.1 模压快速固化预浸料特点及性能
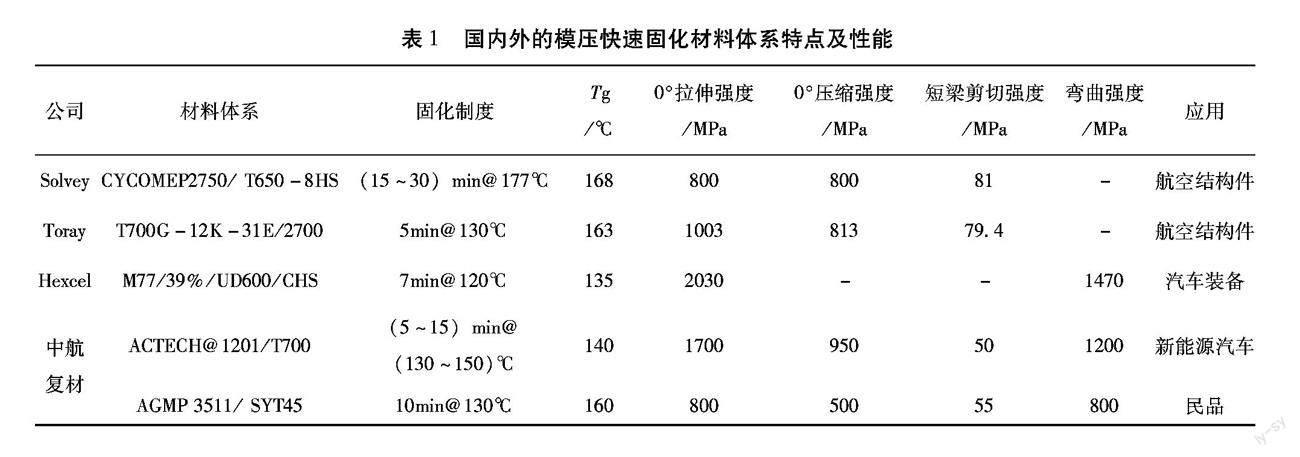
模壓快速固化预浸料具有以下特点:(1)树脂体系具备良好的粘度-温度特性;(2)预浸料具有较长的储存期及操作寿命;(3)较宽的工艺窗口,可以实现较宽温度范围内的固化要求,能够满足预浸料模压工艺;(4)较高的反应活性,固化时间在30min以内[5];(5)树脂与增强体具有较好的界面匹配性。目前,国内外的模压快速固化预浸料体系的特点及性能如表1所示。
2.1.2 模压快速成型技术应用现状
美国2015年提出的RAPM计划,旨在将复合材料的成型时间控制在30min以内,Solvay公司开发的CYCOM EP2750环氧树脂体系就是该计划的主要材料之一。通过模压成型制备的各类零件,如图1所示,内部质量优异,孔隙率均低于0.5%[6-8]。此外,美国东丽复合材料公司于2021年也宣布推出 Toray 2700预浸料体系,能够在5min以内完成固化,用于制造翼肋和蜂窝板。
国内模压快速成型技术起步较晚,且大多集中在汽车等民用领域,中航复合材料有限责任公司刘宾宾[9]使用ACTECH1201/SYT45预浸料体系通过模压成型工艺制备了典型车身零部件加强梁,单件加强梁零部件快速模压成型时间≤8.5 min,表面质量满足制造验收技术要求。
2.2 液体成型技术
液体成型技术(LCM)是指先将干纤维预制体铺放于闭合模具型腔中,合模后将液体树脂注射入模腔中,在压力作用下树脂流动并浸润纤维的一系列复合材料成型技术,相比于热压罐成型工艺有很多优点,例如,适用于尺寸精度高、外形复杂的零件制造;制造成本低、操作简单[10]。特别是近些年发展起来的高压RTM工艺(HP-RTM),通过缩减注射时间,有望将航空结构件制造时间控制在几十分钟内,实现高纤维含量、高性能的零件制造。
2.2.1 液体成型树脂体系特点及性能
液体成型工艺的树脂体系通常具备以下特点[11]:(1)良好的粘温特性,注射温度下具备较低的粘度;(2)与增强纤维形成良好的界面,可快速充满型腔;(3)有良好的固化反应特性,固化收缩率低,成型后制件内部无微裂纹。
国外航空领域用液体成型树脂的生产厂商主要有比利时的Solvay 公司、美国的Hexcel 公司和日本的Toray公司。国内也开发了一系列高力学性能、高韧性的树脂体系。典型的液体成型树脂体系特点及性能如表2所示。
2.2.2 液体成型技术应用现状
国外在低成本液体成型技术开展了很多技术研究及工程应用,GKN公司使用RTM工艺一体化成型了17m长的C形后缘翼梁,如图2所示,并于2021年9月交付空客公司用于明日之翼计划[12]。Spirit AeroSystems公司于2021年8月向空客公司交付了第一批使用RTM技术生产的新A320扰流板,如图3所示,制造成本大幅降低,生产效率大幅提升[13]。奥地利Alpex公司采用Hexcel RTM6-2双组分树脂体系,采用HP-RTM技术成型了A350门框[14],通过自动化生产系统,整个成型周期约为4h,零件成本降低30%,生产效率达到 500-1000个/年。
国内在复合材料液体成型技术研发及应用方面也开展了一定研究和探索工作。主要研究机构有中航复材、商飞公司、成飞公司等。中航复材使用BA9914材料体系成型了帽型加筋壁板及大尺寸加筋壁板典型件,该结构件的纤维体积含量达到了58%以上,验证了VARI 工艺对提高复合材料纤维含量的可行性[15]。航空工业成飞的罗维等人[16]针对一种含纵横加筋及局部翻边结构特征的机身次承力框结构的整体化 RTM 成型工艺方法进行了研究,采用全(0°/90°)铺层方案和面注胶方式成功制备了内部质量合格、力学性能与热压罐成型工艺相当的复合材料整体隔框,如图4所示。
2.3 热塑性复合材料成型技术
近年来,热塑性复合材料已成为国内外复合材料制造领域的研究热点,因其具有高抗冲击性、高韧性、高损伤容限以及良好的耐热性等优点。通过热塑性复合材料焊接可以大幅降低飞机结构的铆钉和螺栓连接数量,可大幅提高生产效率、降低生产成本[17]。据飞机结构一级供应商Airframer Collins Aerospace报道,与金属和热固性复合材料组件相比,非热压罐成型的可焊接热塑性结构有可能将制造周期缩短80%[18]。
2.3.1 热塑性复合材料体系特点及性能
与热固性复合材料相比,热塑性复合材料有如下特点: (1)具有可焊接特性,通用性强,焊接时间短,可以应用于热塑性复合材料的连接[17];(2)韧性好,耐疲劳,损伤容限高;(3)存储和操作寿命长,可长期使用;(3) 生产效率高,通常仅需数十秒到几分钟;(4)可回收利用,对环境友好。
目前,航空领域常用的热塑性树脂体系主要有PEEK、PEKK、PPS等。国外开发较早,并已成熟应用,国内起步较晚,但也实现了航空级CF/PPS和CF/PEEK板材的制备。国内外热塑性树脂复合材料特点及性能如表3所示。
2.3.2 热塑性复合材料焊接成型及应用
目前,最具潜力的热塑性复合材料焊接技术主要有超声波焊接、感应焊接、电阻焊接等,上述三种热塑性复合材料焊接方式的原理如图5所示。
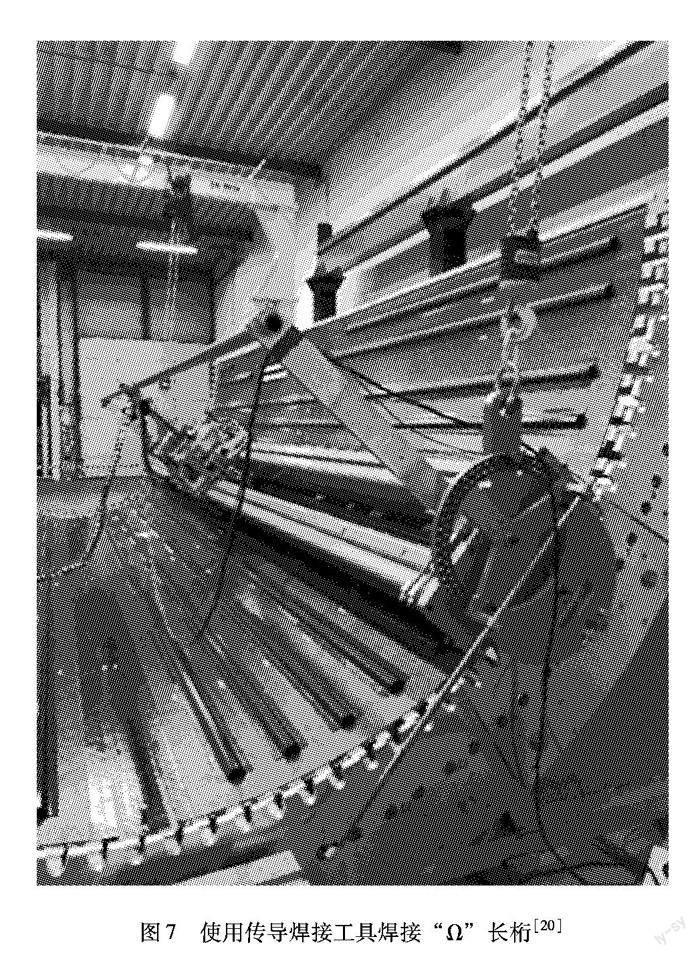
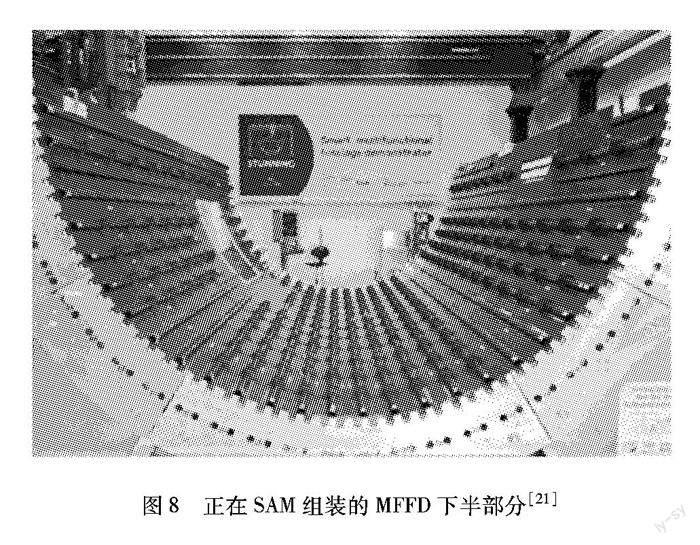
荷兰Fokker 公司设计并开发的湾流650型商务机的尾翼部分由CF/PPS复合材料焊接而成,并首次创新性地将电感定位焊接技术引入飞机方向舵和升降舵的工业化制造中[19];德国DLR机构负责MFFD多功能机身演示件上半部分的制造,其Z型纵梁通过连续超声波焊接实现与原位固化热塑性复合材料蒙皮的连接,如图6所示,整个焊接大约需要两分钟[20]。MFFD的下半部分由荷兰SAM/XL公司负责制造,首先用1米长的传导焊接工具将“Ω”长桁定位并通过超声波焊接于机身蒙皮上,如图7和图8所示,然后将马鞍形角片使用同样的超声波电焊焊接于蒙皮上,最后安装地板格栅、地板梁及其他系统[21]。另外,空客正在研发的新一代A320,机身、机翼、门框和接头等都采用了热塑性复合材料,使得其复材用量达到了50%~60%,不仅可实现更高的生产率,还可以实现最佳的成本和重量;
3 结语
高效率、低成本已是未来复合材料成型工艺的新发展方向,也是我国航空复合材料领域实现“双碳”目标和绿色航空的必由之路。国内在此类成型技术的工艺原理、实验应用等领域取得了一定成果,但还存在一定差距,结合国内外发展,提出以下建议:
(1)模压快速成型技术尤其在航空结构小零件的应用及制造有很大优势,未来需要重点研究快速固化模压树脂体系及预浸料,固化时间要小于30min,材料工艺性良好,满足自动铺放等自动化生产需求,还需具备优异的耐温性和力学性能,滿足航空主次承力结构需求;另一方面,要建立模压自动化生产线,通过PLC控制系统实现物料出库、下料设备、成型设备、转移设备、切割设备、检测设备等的集成,实现机械臂上料、机械臂取件转移、产品切割打孔、无损检测等功能,配合报警系统和网络监测系统,保证自动化生产线的生产效率、安全性和可靠性;小尺寸零件预制体的快速铺贴成型,可以通过热隔膜成型、机械热成型等实现预浸料平板毛坯的赋形,重点研究模具温度、压实速率对预制体成型质量的影响,抑制纤维扭转和褶皱的产生,实现快速铺贴。
(2)液体成型技术的发展首先还是先进树脂体系的开发,要求注射温度下具有较低的粘度,通常小于10Pa·s,且具备较高的玻璃化转变温度和优异的湿热性能,韧性和损伤容限满足航空主承力结构的应用;另一方面是开发干纤维自动铺放技术,如M21S机翼通过ADFP 干纤维自动铺放预成型有效提高了最终制件的纤维体积含量,实现RTM结构件由次承力逐渐转为主承力结构;成型过程中还可以通过固化过程仿真、工艺过程数值模拟、固化变形仿真及控制、压力传递等模拟手段监测,采用PAM-RTM等软件针对不同树脂反应体系选择合适的数学模型进行描述,对固化过程中热量传递、树脂流动填充、纤维密实、气泡产生迁移进行实时监测,实现多物理场及多尺度下的耦合计算,提高产品合格率。
(3)随着国际越来越多的飞机型号成功应用热塑性复合材料及其焊接技术,验证了热塑性复合材料成型技术在民用飞机结构制造的可行性。目前,有望在未来国产大飞机上看到热塑性复合材料的身影。因此,我国亟需建立完整的技术体系,填补关键技术空白,继续解决热塑性复合材料体系的开发、成型工艺规范的制定、形成各类材料标准及焊接工艺规范,建立焊接及焊缝质量的评价方案及标准、开发连续自动化焊接设备等。
参 考 文 献
[1]Shehab E, Ma W, Wasim A. Manufacturing cost modelling for aerospace composite applications[M]//Concurrent engineering approaches for sustainable product development in a multi-disciplinary environment. Springer, London, 2013: 425-433.
[2]Update: Lower wing skin, Wing of Tomorrow[EB/OL]. [2022-09-01]. https://www.compositesworld.com/articles/update-lower-wing-skin-wing-of-tomorrow.
[3]Gibson I, Liu Y, Savalani M M, et al. Composites in rapid prototyping[J]. Journal for New Generation Sciences, 2009, 7(3): 35-47.
[4]Upcraft S, Fletcher R. The rapid prototyping technologies[J]. Assembly Automation, 2003.
[5]Timothy J. Luchini, Alejandro J. Rodriguez, Scott A. Rogers, et al. Rapid High Performance Molding of Structural xEP-2750 Prepreg for Compression Molding[C]//SAMPE 2019 Conference Proceedings. Charlotte, NC. 2019.
[6]Shewchuk S M, Halford B, Matlack M P, et al. Development of Scalable Dynamic Control Architectures for Flexible Composites Manufacturing Work Cells[C]//SAMPE 2019 Conference Proceedings. Charlotte, NC. 2019.
[7]Bras A, Rodriguez A J, Russell R, et al. Challenges of Aerospace Structural Part Geometries for High-Rate Compression Molding[C]//SAMPE America Conference Proceedings, Seattle. 2020.
[8]Justin J. Schell, Steven M. Shewchuk, David Leach, Trevor McCrea, et al. Rapid High Performance Molding of Structural Thermoplastic Composite Parts[C]//SAMPE 2019 Conference Proceedings. Charlotte, NC. 2019.
[9]劉宾宾.碳纤维汽车零部件快速模压成型工艺及其结构与性能研究[J].合成纤维工业,2020,43(04):7-10.
[10]Zade A, Kuppusamy R R P. A review on numerical optimization in liquid composite moulding processes[J]. Materials Today: Proceedings, 2019, 19: 329-332.
[11]Delgado J M P Q, Barbosa de Lima A G, do Nascimento Santos M J. The Liquid Composite Molding Process: Theory and Applications[M]//Transport Phenomena in Liquid Composite Molding Processes. Springer, Cham, 2019: 15-21.
[12]One-piece, one-shot, 17-meter wing spar for high-rate aircraft manufacture[EB/OL]. [2022-10-28]. https://www.compositesworld.com/articles/one-piece-one-shot-17-meter-wing-spar-for-high-rate-aircraft-manufacture.
[13]High-rate, automated aerospace RTM line delivers next-gen spoilers[EB/OL]. [2020-07-01]. https://www.compositesworld.com/articles/high-rate-automated-aerospace-rtm-line-delivers-next-gen-spoilers.
[14]HP-RTM for serial production of cost-effective CFRP aerostructures[EB/OL]. [2019-06-05]. https://www.compositesworld.com/articles/hp-rtm-for-serial-production-of-cost-effective-cfrp-aerostructures.
[15]陈超,唐中华,张帅,郭长龙,倪敏轩,刘秀,王希,孙萌萌.复合材料热隔膜预成型技术的工程化应用研究[J].纤维复合材料,2021,38(03):32-35+51.
[16]罗维,郭强,赵文琛,彭珂,黄海超.复合材料纵横加筋隔框RTM成型工艺[J].宇航材料工艺,2021,51(06):44-48.
[17]Koutras N, Villegas I F, Benedictus R. Influence of temperature on the strength of resistance welded glass fibre reinforced PPS joints[J]. Composites Part A: Applied Science and Manufacturing, 2018, 105: 57-67.
[18]Collins Aerospace demonstrates new thermoplastic composites capabilities [EB/OL]. [2022-09-22]. https://www.compositesworld.com/news/collins-aerospace-demonstrates-new-thermoplastic-composites-capabilities.
[19]Welding thermoplastic composites[EB/OL].[2022-09-01]. https://www.compositesworld.com/articles/welding-thermoplastic-composites.
[20]Thermoplastic composites welding advances for more sustainable airframes[EB/OL].[2022-09-28]. https://www.compositesworld.com/articles/thermoplastic-composites-welding-advances-for-more-sustainable-airframes.
[21]Thermoplastic composites welding: Process control, certification, crack arresters and surface prep[EB/OL]. [2022-09-30]. https://www.compositesworld.com/articles/thermoplastic-composites-welding-process-control-certification-crack-arresters-and-surface-prep.
