大幅面激光选区熔化成型仓流场特性研究
2023-07-14刘国勇张铜鑫张文鹏朱冬梅
刘国勇 ,张铜鑫,张文鹏,朱冬梅
(北京科技大学 机械工程学院,北京 100083)
随着传统的制造业逐渐向国际化转型,传统的制造成型技术会暴露出工序繁多、成本较高以及材料利用率低等问题,已经难以满足多个行业高精度复杂零件产品的设计和制造要求[1].增材制造技术有多种分支[2],其中金属增材制造技术是增材制造技术中最重要的分支[3].金属增材制造技术可以用于生产复杂度高、精度高等高要求的金属部件,比如在航天领域中很多精度要求高的微小零件[4].
激光选区熔化(Selective Laster Melting,SLM)技术是金属增材制造领域里最有前景的主流技术之一[5].该技术在理论上可以加工出任何形状的零件,极大地提高了金属零件的制造效率[6].目前,激光选区熔化技术愈发成熟,在国内外都得到了广泛应用.肖建军等[7]、孙宏睿等[8]通过改进成型仓进气口的结构来研究烟尘颗粒在成型仓内部的分布规律.蒲志新等[9]建立了小型SLM成型仓,使用Fluent通过离散颗粒模型(Discrete Phase Model,DPM)对烟尘颗粒进行追踪,通过改变保护气体吹气和吸气结构的位置来分析对成型仓内部烟尘的影响.Ladewig 等[10]研究了激光与粉末作用过程中产生的飞溅物、喷射的粉末、冷凝液等副产品对SLM 工艺的影响.Gunenthiram等[11]通过试验发现,使用低体积能量密度和大斑点结合的方法,用来确保足够深的熔池穿透,可以完全抑制飞溅.Bin Anwar等[12-13]对SLM280成型仓内部进行数值模拟仿真.Ly 等[14]总结了粉末颗粒与蒸发驱动的氩气流的相互作用.
目前,对于SLM 成型仓内部流场的研究,大多涉及小型SLM 成型仓,有关大幅面成型仓流场仿真的报道较少,并且对于保护气体流场的考虑都只针对成型仓面上方位置,没有关注保护气体在成型仓内部整体形成的流场及激光振镜下方等关键位置的流动情况.本文通过建立多种典型的大幅面成型仓结构,利用Fluent 流体力学软件研究保护气体在成型仓内部空间的流动规律,通过分析成型台面上方和激光镜头下方保护气体的流动,说明保护气体流场的合理性,得到最优的成型仓结构.
1 计算流体动力学仿真模型建立
保护气体在SLM 成型仓内部的流动有很多影响因素.进气结构和出气结构等对于保护气体的流场均匀性有很大影响,尤其是进气结构在SLM 成型仓流场设计中占有重要地位.本文拟分析多种1 000 mm×1 000 mm×600 mm 大幅面成型仓结构,成型台面大小为500 mm×500 mm.根据进气结构与出气结构的不同,参考常用成型仓结构,设计4 种成型仓模型.为了对其分类方便,4种成型仓结构均按照保护气体进气方式对成型仓结构进行命名,分别是分腔进气成型仓,优点是成型仓进口处气流比单独进口更加均匀进入成型仓;阻尼板进气成型仓,与分腔进气成型仓结构相比,在进气处设置阻尼板,利用阻尼板使进入成型仓内部的气流流场稳定;上进下出式成型仓,优点是保护气体在重力的作用下,从上至下将成型仓内部的颗粒吹出;多孔风墙成型仓,不仅增加了进气面积,并且利用风墙使保护气体更加均匀地进入成型仓.
1.1 分腔进气成型仓流场模型建立
分腔进气成型仓三维模型如图1 所示,主要包括进气结构、出气结构、成型仓顶部的激光振镜.进气结构由半径为3 cm 的进气口,为了提高保护气体流动均匀性以及进气效率,设置5块进气挡板形成6个独立腔体输运保护气体,单个腔体尺寸为50 mm×100 mm,达到分腔进气目的.通过SpaceClaim 中的体积抽取工具获取分腔进气成型仓流场模型,如图2所示.

图1 分腔进气成型仓三维模型Fig.1 3D model of multi-cavity inlet forming bin

图2 分腔进气成型仓流场模型Fig.2 Flow field model of multi-cavity inlet forming bin
1.2 阻尼板进气成型仓流场模型建立
图3 为阻尼板进气成型仓三维模型,主要包括多孔阻尼进气结构、出气结构、成型仓顶部的激光振镜.

图3 阻尼板进气成型仓三维模型Fig.3 3D model of damping plate inlet forming bin
设置3 排半径为5 mm 的阻尼孔,阻尼槽尺寸为710 mm×60 mm,这种多孔阻尼的形式能够进一步提高保护气体的进气效率,同样可以提高流动均匀性.出口仍采用分腔出气的结构,主要包括多孔阻尼进气结构、出气结构、成型仓顶的激光振镜.通过SpaceClaim 中的体积抽取工具获取阻尼板进气成型仓流场模型,如图4所示.

图4 阻尼板进气成型仓流场模型Fig.4 Flow field model of damping plate inlet forming bin
1.3 上进下出式成型仓流场模型建立
图5 为上进下出式成型仓三维模型,主要包括进气结构、出气结构、成型仓顶部的多激光振镜.进气口设计在成型仓上方,通过优化设计后采用的是椭圆形进气口,出气结构在成型仓底端两侧,多激光镜头加工时,此种结构适合于多激光加工形成一个上方进气,下两侧出气的保护气体流场.其中出气结构和分腔进气成型仓进气结构相同,进气结构为椭圆形进气口.通过SpaceClaim 中的体积抽取工具获取上进下出式成型仓流场模型,如图6所示.

图5 上进下出式成型仓三维模型Fig.5 3D model of top-in and bottom-out forming bin

图6 上进下出式成型仓流场模型Fig.6 Flow field model of top-in and bottom-out forming bin
1.4 多孔风墙成型仓流场模型建立
图7 为多孔风墙成型仓三维模型,这种模型的结构弥补了阻尼板进气成型仓不能在保护气体进入时覆盖成型仓底面的缺点,并且在进气口采用了更优良的分腔进气结构,矩形进气口可以保护气体在进入挡板之前有更充分的流动,可以稳定地流入分腔结构中.风墙尺寸为1 000 mm×600 mm,孔的半径为10 mm,孔按照一排14 个,一排13 个交替布置,共布置15排.

图7 多孔风墙成型仓三维模型Fig.7 3D model of porous wind wall forming bin
保护气体通过多孔风墙结构,让成型仓内部形成大面积的前置气流,有利于提高排烟效率.这种成型仓结构主要包括上部的进气结构、多孔风墙结构、出气结构以及成型仓顶部的激光振镜部分.通过SpaceClaim 中的体积抽取工具获取多孔风墙成型仓流场模型,如图8所示.

图8 多孔风墙成型仓流场模型Fig.8 Flow field model of porous wind wall forming bin
1.5 网格划分与无关性验证
对建立的4 种成型仓流场模型划分网格,均采用先Mesh 划分再使用多面体优化网格的方式.由于采用的划分方法一致,下面仅展示分腔进气成型仓流场模型的网格,其他成型仓流场网格不再赘述.分腔进气成型仓流场网格模型如图9所示.

图9 分腔进气成型仓流场网格模型Fig.9 Grid model of multi-cavity inlet forming bin
流场数值模拟精度受网格的数量和质量的影响,而网格数量和质量又受到计算机资源配置的限制,因此,需要进行网格独立性验证.采用Fluent 流体仿真软件对成型仓进行稳态计算,根据网格数量与出口流量的关系来验证网格无关性.结果如表1所示.

表1 网格无关性验证Tab.1 Grid independence validation
由表1 可知,当网格数量大于146 万时,成型仓出口流量的误差值在1.0%以内,且随着网格数量增多误差越来越小,基本可以认为网格数量达到146万后,仿真结果与网格数量无关.在保证精度的前提下,为了节省资源,故选取方案d 作为后续仿真模拟的网格数量.4种结构网格无关性验证如表2所示.

表2 4种结构网格无关性验证Tab.2 Grid independence validation of four structures
1.6 边界条件及求解器设置
采用Fluent 软件对多种成型仓结构进行全流场仿真,边界条件的设置在整个流场模拟中有重要影响,能够直接影响模拟结果.成型仓纯流场仿真的边界条件主要包括保护气体入口,保护气体流动出口和壁面边界.各边界条件如下:保护气体采用氩气(Ar),密度为1.622 8 kg/m3,全局设置重力9.81 m/s2,黏性系数为2.1×10-5Pa·s,方向为Z方向向下,进气口采用速度入口(Velocity Inlet),出气位置处采用压力出口(Pressure Outlet).成型仓最适宜速度根据文献[9]得到.由于本文分析的4 种结构从进气口到进入成型仓的距离并不相同,为了使4 种结构的流场具有可比性,经过试验仿真,各个成型仓结构采用的进气速度分别为:分腔进气成型仓3 m/s、阻尼板进气成型仓1 m/s、上进下出式成型仓1 m/s、多孔风墙成型仓3 m/s.利用公式(1)计算雷诺数Re来判断成型仓的流动状态.
式中:ρ、v、μ、d分别为流体的密度、流速、黏度系数和特征尺寸.分腔进气成型仓、阻尼板进气成型仓、上进下出式成型仓和多孔风墙成型仓的特征尺寸分别为50 mm、110 mm、75 mm、114 mm,利用公式(1),得到4 种成型仓结构的雷诺数分别为11 591、25 640、17 387、26 428,均大于雷诺数临界值4 000[15],所以4种结构均采用湍流模型计算.
2 计算结果与分析
2.1 分腔进气成型仓保护气体流动特性分析
分腔进气结构在保护气体进入空间的基础上,能保证一定的气流稳定性.通过稳态仿真模拟,当迭代收敛时,得到分腔进气成型仓中间截面流场速度矢量图如图10 所示.保护气体从右侧底部分腔进气口射入,首先向前形成一股射流,流速及流向比较稳定.由于成型仓壁面的限制,有一部分保护气流沿着壁面向上运动,到成型仓左侧隅角处向右侧折返,流速减慢后保护气流扩散,形成回流.由于仓体壁面的限制,有一小部分保护气体在进入仓体时,向成型仓顶部运动,最终与经过壁面折返的保护气流汇聚形成小部分漩涡.

图10 分腔进气成型仓中间截面流场速度矢量图Fig.10 Velocity vector diagram of the middle section of multi-cavity inlet forming bin
SLM 加工过程中,烟尘一般产生在成型台面上方10~30 mm 处.分腔进气成型仓成型台面上方20 mm 处截面气体速度矢量图如图11 所示.从图11可以看出,此保护气流从进气口进入后,一部分气流可以到达出气口,形成以入口主流为轴线,左右两侧有小型湍流的流动现象.由于进气口气流的不均匀性,会有部分气流在进入成型仓时向周围扩散,最终会在壁面隅角处形成小型漩涡.由此可以看出,进气装置对保护气体形成的流场有重要影响.

图11 分腔进气成型仓成型台面上方20 mm处截面气体速度矢量图Fig.11 Velocity vector diagram of 20 mm section above forming table of multi-cavity inlet forming bin
图12为分腔进气成型仓成型台面上方20 mm处气体平均流速曲线.从图12 中可以看出,在成型台面上方,最低流速为145 mm/s,最高流速为250 mm/s,流速在145~250 mm/s 内,整个平面内气流均匀性有待提高.其原因在于,分腔式进气结构仍然会引起部分气流在进入成型仓体前导致气流的不均匀,与图11得到的结论一致.

图12 分腔进气成型仓成型台面上方20 mm处气体的平均流速曲线Fig.12 Average velocity curve of 20 mm above forming table of multi-cavity inlet forming bin
图13为分腔进气成型仓激光镜头下方20 mm处气体平均流速曲线.从图13 中可以看出,在激光镜头下方,最低流速为11 mm/s,最高流速达到24 mm/s,整体流速在11~24 mm/s 内.保护气流需要在激光镜头下方流动,目的是不让烟尘颗粒滞留在镜头下方,导致激光在达到成型台面前受到衰减,所以在镜头下方只需要小流速的保护气体,因此,本结构在该位置处的流速是合理的.

图13 分腔进气成型仓激光镜头下方20 mm处气体的平均流速曲线Fig.13 Average velocity curve of 20 mm under the laser lens of multi-cavity inlet forming bin
2.2 阻尼板进气成型仓保护气体流动特性分析
通过稳态仿真模拟,当迭代收敛并且进、出口流量达到稳定状态时,阻尼板进气成型仓中间截面的气体流速矢量图如图14 所示.由图14 可知,保护气体从成型仓底端阻尼板进气后,沿着成型仓壁面向前射流,随着流速逐渐衰减,大部分保护气体从成型仓出气位置处排出.剩余部分的保护气流沿着成型仓壁面向上运动,到成型仓左侧隅角处向右侧折返,由于内部空间较大,流速减慢后保护气流扩散,形成回流.阻尼板结构增加了气流稳定性,在保护气体从进气口进气后小范围扩散,相比分腔进气结构,成型仓上部隅角处的涡流消失.可以看出这种进气结构对于保护气体形成的流场有重要影响.

图14 阻尼板进气成型仓中间截面的气体流速矢量图Fig.14 Velocity vector diagram of the middle section of damping plate inlet
阻尼板进气成型仓成型台面上方20 mm 处截面气体速度矢量图如图15 所示.保护气流从阻尼板进气口进入成型仓后,可以向前形成均匀的流场,随着气流衰减,可以看出,成型仓中心气体流速较快,形成了以入口主流为轴线,左右两侧有小型湍流的流动现象.由于阻尼板边缘气体流速较低,在成型仓末端隅角处形成了两个小型涡流,可以看出,进气结构对于保护气体形成的流场有重要影响.在成型台面上方流场中,进入成型仓前保护气体流速较大,流速为750~1 000 mm/s,经过分流进入仓内后,风速逐渐降低,在成型台中心面上方最大流速为810 mm/s,最小流速为710 mm/s.整个成型仓台面上方流速为715~810 mm/s.从出口流出的保护气体流速在500~750 mm/s 内,形成回流的气体流速为250~500 mm/s,涡流处的保护气体流速较小,容易滞留小部分烟尘.

图15 阻尼板进气成型仓成型台面上方20 mm处截面的气体速度矢量图Fig.15 Velocity vector diagram of 20 mm section above forming table of damping plate inlet forming bin
图16为阻尼板进气成型仓成型台面上方20 mm处气体平均流速曲线.从图16 中可以看出,在成型台面上方,最低流速为728 mm/s,最高流速为791 mm/s,流速在728~791 mm/s 内,可以看出整个平面内气流均匀性有明显提高.成型台面上方中间部分流速较大,两侧较低,和截面速度矢量图得到的规律一致.多孔阻尼板进气口可以获得比较均匀的保护气体气流,但是成型仓两侧仍有部分回流.

图16 阻尼板进气成型仓成型台面上方20 mm处气体的平均流速曲线Fig.16 Average velocity curve of 20 mm above forming table of damping plate inlet forming bin
图17为阻尼板进气成型仓激光镜头下方20 mm处气体的平均流速曲线.由图17 可知,保护气体流速最小为225 mm/s,最高为320 mm/s,流速在225~320 mm/s内,激光镜头下方的保护气体流场是由保护气体沿着成型仓壁面向上流动经过形成的,由于保护气体流速衰减程度不同,导致镜头下方的Y方向的流速略有不同,形成了沿Y方向递增的趋势.

图17 阻尼板进气成型仓激光镜头下方20 mm处气体的平均流速曲线Fig.17 Average velocity curve of 20 mm under the laser lens of damping plate inlet forming bin
2.3 上进下出式成型仓保护气体流动特性分析
上进下出式成型仓结构的特点是它可以减少由于大幅面成型仓内部空间过大而导致的保护气体衰减的影响,保护气体从顶部中间位置向两边扩散,在一定程度上减少了保护气体流出至出气口的行程.这种结构能形成大面积的保护气体流场,覆盖整个成型台面,减少烟尘对材料加工的影响.通过稳态仿真模拟,当迭代收敛并且进出口流量达到稳定状态时,获得上进下出式成型仓中间截面的保护气体流速矢量图如图18所示.

图18 上进下出式成型仓中间截面的气体流速矢量图Fig.18 Velocity vector diagram of the middle section of top-in and bottom-out forming bin
由图18 可知,保护气体从成型仓顶端进气口进入成型仓后,保护气体会向成型仓底端流动,形成向下的保护气体射流,随着速度逐渐衰减,到达成型仓底面后,会沿着成型仓底面平铺扩散,然后从成型仓底面两侧的出气口处流出.由于成型仓壁面的限制,导致保护气体不会全部流出,部分保护气体会沿着成型仓侧壁向上流动,到达成型仓顶端隅角后,向出气口方向流动,最终同进气口保护气体汇聚,形成循环气流.但是由于保护气体流速的衰减,部分沿成型仓侧壁流动的保护气体无法流向成型仓顶端出气口,最终在成型仓两侧形成涡流.
上进下出式成型仓成型台面上方20 mm 处截面的气体流速矢量图如图19 所示.由图19 可知,保护气流从成型仓顶端椭圆形进气口进入成型仓并向下射流后,成型台面中间位置处的速度最大,由于成型壁面的限制,保护气流向四周扩散,部分气流从两侧出气结构中排出,还有部分气流流至成型仓4 个隅角处,形成小型涡流,此涡流容易造成烟尘的滞留,不利于烟尘排出.在成型台面上方流场中,形成从成型台面中心向四周扩散的保护气体流场,流速从中心向四周衰减,在成型台中心面上方最大流速为325 mm/s,整个成型仓台面上方流速在150~325 mm/s内.从出口流出的保护气体流速在20~200 mm/s 内,形成回流的气体流速在20~80 mm/s 内.此涡流容易滞留小部分烟尘.

图19 上进下出式成型仓成型台面上方20 mm处截面的气体流速矢量图Fig.19 Velocity vector diagram of 20 mm section above forming table of top-in and bottom-out forming bin
图20为上进下出式成型仓成型台面上方20 mm处气体的平均流速曲线.由图20 可知,在成型台面上方,最低流速为160 mm/s,最高流速为280 mm/s,流速在160~280 mm/s 内,成型台面上方形成了中心流速高,两边流速低,由中心向四周扩散的趋势.此类型成型仓结构可以保证整个成型台面上方均有保护气流的覆盖,减小烟尘对加工影响,但是由于两侧存在回流,仍无法高效地将烟尘排出成型仓.

图20 上进下出式成型仓成型台面上方20 mm处气体的平均流速曲线Fig.20 Average velocity curve of 20 mm above forming table of top-in and bottom-out forming bin
图21为上进下出式成型仓激光镜头下方20 mm处气体的平均流速曲线.由图21 可知,在该位置处流速最大为160 mm/s,最小为56 mm/s,整体流速在56~160 mm/s内,保证了激光镜头下方有保护气流流动,减少烟尘对该位置的影响;但是从图21 中看出,受到空间中湍流的影响,当保护气体到达激光镜头下方位置时,整体的流速均匀性一般,造成该位置处气流不稳定.

图21 上进下出式成型仓激光镜头下方20 mm处气体的平均流速曲线Fig.21 Average velocity curve of 20 mm under the laser lens of top-in and bottom-out forming bin
2.4 多孔风墙成型仓保护气体流动特性分析
多孔风墙成型仓可以形成大面积保护气体前置气流,有助于烟尘的流动排出,并且内部可以形成从进口到出口的循环气流,将没有及时排出的烟尘在多次流动后排出成型仓.进气口结构大小为200 mm×80 mm,通过稳态仿真模拟,当迭代收敛时,得到多孔风墙流场流速矢量图,为更加方便地看出中间截面流场速度变化过程,调整图例的上限至1 000 mm/s,如图22所示.
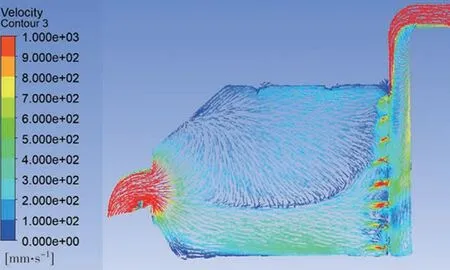
图22 多孔风墙成型仓中间截面流场速度矢量图Fig.22 Velocity vector diagram of the middle section of porous wind wall forming bin
由图22 可知,保护气体从进气结构中进入成型仓,流速沿着结构由上到下逐渐衰减,惯性气流向成型仓底端流动,并流入多孔风墙进入成型仓体.从多孔风墙进入成型仓的保护气体沿着成型仓壁向出气口流动.由于仓体壁面的限制,部分保护气体沿着成型仓壁向成型仓顶端流动,经过激光镜头向出气结构流动,最终与从多孔风墙上端孔流出的保护气体汇聚,并向成型仓下端流动,没有形成涡流并且形成循环气流.
由此可以看出,在成型台面上方有均匀的保护气体流动,能形成均匀的保护气体流场.并且在激光镜头下方,也有低流速的气流均匀流过,整个平面没有形成小型涡流,可以看出多孔风墙结构较好.
图23为多孔风墙成型仓成型台面上方20 mm处截面的气体流速矢量图.由图23可知,保护气流从多孔风墙进入后,整个平面可以获得沿着成型仓壁向前的前置气流,形成流速较均匀的保护气体流场,并且平面内没有形成小型涡流,保护气流能够良好地携带加工烟尘,有良好排出效果,不会导致烟尘的滞留.在整个成型仓流场中,进入成型仓前保护气体流速较大,流速在180~450 mm/s内.经过多孔风墙进入仓内后,整个平面向前形成前置气流,保护气体向前流动并且风速逐渐降低,在成型台面上方流速为200~340 mm/s.出口位置的保护气体流速为80~225 mm/s.

图23 多孔风墙成型仓成型台面上方20 mm处截面的气体流速矢量图Fig.23 Velocity vector diagram of 20 mm section above forming table of porous wind wall forming bin
图24为多孔风墙成型仓成型台面上方20 mm处气体的平均流速曲线.由图24可知,在成型台面上方,最低平均流速为284 mm/s,最高流速为308 mm/s,流速在284~308 mm/s 内,可以看出整个平面内气流均匀性有明显提高.多孔风墙结构可以获得比较均匀的保护气体气流.

图24 多孔风墙成型仓成型台面上方20 mm处气体的平均流速曲线Fig.24 Average velocity curve of 20 mm above forming table of porous wind wall forming bin
图25为多孔风墙成型仓激光镜头下方20 mm处气体的平均流速曲线.由图25 可知,最低的平均流速为142 mm/s,最高流速为175 mm/s,整体保护气体流速在142~175 mm/s 内.可以看出在激光镜头下方位置整体气流的均匀性较其他几种结构有明显提高,保护气体更利于形成稳定均匀的气体流场.

图25 多孔风墙成型仓激光镜头下方20 mm处气体的平均流速曲线Fig.25 Average velocity curve of 20 mm under the laser lens of porous wind wall forming bin
3 多种成型仓结构对比分析
为了对比各个成型仓结构形成的保护气体流场均匀性,参考《电除尘器》(GB/T GB/T 40514―2021),流场的均匀性可以通过分析区域流过的流量差异性,所以本文选择对成型台面上方区域进行线性切分,通过流速波动比的方式来表征均匀性分析.
利用Fluent 中流体的标准差统计功能,结合所分析成型台面上方断面流速,得到断面流速波动比如式(2)所示.根据式(2)得到的波动比越接近1,说明该断面处气流速度越均匀;波动比大于1,说明该位置处流速大于平均流速;小于1则反之.
式中:vi为成型台面上方进气口至出气口方向保护气体速度,i=1,2,3,…,n;为平面的平均速度;λi为对应位置处的波动比;共分割n块平面区域.
基于以上对分腔进气成型仓、阻尼板进气成型仓、上进下出式成型仓以及多孔风墙成型仓4 种结构保护气体流场的分析,根据公式(2)可以得到成型台面上方保护气体波动比曲线,如图26所示.由图26可知,分腔进气成型仓的波动比为0.70~1.15,并且形成多次波动,这是由于保护气体进气的不均匀性导致波动较大.阻尼板进气成型仓波动比为0.95~1.02,可以在成型台面上方形成稳定的保护气体流场,气流均匀性较好.上进下出式成型仓的波动比为0.75~1.25,该成型仓结构从顶部中间位置进气,在300~500 mm内速度最大,两侧速度较小,所以会形成中间高,两侧低的波动曲线.多孔风墙成型仓波动比为0.97~1.01,波动范围很小,可以在成型台面上方形成稳定的保护气体流场,从而利于烟尘向出口流动.

图26 成型台面上方保护气体波动比曲线Fig.26 The fluctuation ratio curves of the shielding gas above the forming table
激光镜头下方保护气体波动比曲线如图27 所示.由图27 可知,分腔进气成型仓波动比为0.60~1.25,波动范围较大,这是由于在进口处进气的不均匀导致气流沿着壁面向上流动至激光镜头下方处时,形成了不稳定的保护气体流场.阻尼板进气成型仓波动比为0.81~1.42,相比成型台面上方位置波动范围扩大,原由是阻尼板进气结构的宽度可以覆盖成型台面的宽度,但是针对大幅面成型仓,成型仓两侧空间不能在进气时被保护气体覆盖,而是由保护气体的扩散形成两侧流场,所以当保护气体沿着成型仓壁面向上流动至激光下方时,会形成不稳定的保护气体流场,造成波动范围扩大.上进下出式成型仓的波动比为0.50~1.50,进气由顶部中间位置垂直进气,并且激光振镜在顶部中间位置,所以会形成方向相反的气流在镜头下方位置汇聚.多孔风墙成型仓波动比为0.95~1.10,多孔风墙结构可以保证气流覆盖整个成型仓底部,向上可以形成循环气流,在激光镜头下方可以形成相对稳定的保护气体流场.

图27 激光镜头下方保护气体波动比曲线Fig.27 The fluctuation ratio curves of the shielding gas under the laser lens
在SLM 加工过程中,成型台面上方位置处需要保证有平稳的保护气流携带走加工产生的烟尘,激光镜头下方需要有保护气流携带走扩散的烟尘,防止烟尘黏附在镜头下方,对激光造成衰减而影响加工质量,综合以上对两个位置处的保护气流波动分析,多孔风墙成型仓结构更有利于形成稳定可靠的保护气体流场.基于对纯流场特性的仿真分析,可以确定多孔风墙成型仓是4种结构中最合理的结构.
4 结论
通过对多种成型仓流场区域进行定常仿真模拟分析,研究保护气体在不同成型仓内部的流动规律,主要结论如下:
1)分腔进气成型仓、阻尼板进气成型仓、上进下出式成型仓中的保护气体最终均会在成型仓中形成涡流,导致烟尘颗粒无法顺利排出.多孔风墙成型仓保护气体从进气结构中进入成型仓结构,保护气体沿着结构由上到下流动,流速逐渐衰减流至成型仓底端,并流入多孔风墙进入成型仓体.从多孔风墙进入成型仓的保护气体沿着成型仓壁向出气口流动.由于仓体壁面的限制,部分保护气体沿着成型仓壁向成型仓顶端流动,经过激光镜头向出气结构流动,最终与从多孔风墙上端孔流出的保护气体汇聚,并继续向成型仓下端流动至出口,没有形成涡流并且形成循环气流.
2)通过对多种成型仓结构保护气体波动对比分析,在成型台面上方位置阻尼板进气成型仓波动比为0.95~1.02,多孔风墙成型仓波动比为0.97~1.01,两种结构波动较小.在激光镜头下方位置多孔风墙成型仓波动比为0.95~1.10,相比其他3 种结构波动范围最小.综合对比考虑,多孔风墙成型仓是4 种成型仓结构中最合理结构.
