Fabrication of combustion pyrotechnics for laser and electromagnetic interference shielding
2023-07-04YunyunYoShohuJinJingHungDongzeLiBolinXuXijunLvQinghiShu
Yun-yun Yo , Sho-hu Jin , Jing Hung , Dong-ze Li , Bo-lin Xu , Xi-jun Lv ,Qing-hi Shu ,**
a School of Materials Science and Engineering, Beijing Institute of Technology, Beijing,100081, China
b School of Physics, Beijing Institute of Technology, Beijing,100081, China
c Beijing Institute of Electronic System Engineering, Beijing,100854, China
d State-owned Changhong Machinery Factory, Guilin, 541002, China
Keywords:Smoke agent Flammability PU foam Laser masking EMI shielding
ABSTRACT
1. Introduction
The informatization of modern warfare has led to an increasing proportion of precision-guided weapons in the total ammunition,electromagnetic damage and protection would be the backbone of the future battlefield [1,2],and the corresponding electromagnetic countermeasure ammunition is also upgraded [3,4]. Conductive aerosols with fine EMI shielding properties have good application prospects in modern information warfare,such as electromagnetic countermeasures, electromagnetic damage and protection, etc.[5,6]. Recently, many efforts have focused on combustion smoke agents, including red phosphorus based smoke agents and HC(Halogenated Organic Compound) smoke agents. Infrared active substances are generally introduced in red phosphorus smoke agent to achieve the shielding effect on infrared[7—11].HC smoke agent composed of metal powder and organic chloride produces metal chloride vapor through combustion reaction and then condenses into smoke in the atmosphere,the most common of which is the application of hexachloroethane (C2Cl6) [12,13]. Although smoke screen produced by combustion smoke agents such as red phosphorus, C2Cl6, etc. possesses good shielding effect in wide frequency band (visible light, near-infrared, mid-infrared), the interference to laser and electromagnetic waves is not obvious,and the smoke screen has great defects in environmental pollution,human carcinogenesis, difficult storage and transportation [14,15].Generally, smoke agent is required to possess a certain packing density in order to maximize the smoke production under the condition of fixed volume. For traditional smoke agents, it is difficult to press-fit molding for low packing density and burn for high packing density. The rapid combustion reaction results in short smoke duration and poor shielding performance. Compared with HC smoke agent, phthalic anhydride (PA) produces only a little of harmful gas, which is a kind of relatively eco-friendly combustion smoke agent[16,17].However,PA as smoke agent is non-flammable and burns briefly, resulting in a shielding efficiency of only 60% of HC smoke agent.
Most polymer foams are rich in cell structure and easy to ignite[18—20], polyurethane (PU) foam is one of the widely used polymers due to its lightweight and structural design[21—24].PU foam is divided into rigid PU foam and flexible PU foam, rigid PU foam with high density is mostly closed-cell structure,while flexible PU foam is mostly open-cell structure with low density and good resilience[25—28].Flexible PU foam with the limiting oxygen index(LOI) of only 17% is extremely flammable and the fire spreads rapidly,so that many efforts have focused on the flame retardant of PU foam[29—31],and the flammability of PU foam is rarely used as an advantage. Flammable PU foam with excellent resilience was compounded with PA smoke formula to prepare eco-friendly combustion smoke agent in this work, which aimed to obtain smoke agent with easy combustion,long lasting smoke production as well as fine shielding performance.
2. Experimental
2.1. Materials
Polyether polyol and toluene diisocyanate (TDI) were supplied by Wanhua Chemical Group Co., Ltd, China. Silicone oil was purchased from Jiangsu Meside Chemical Co., Ltd., China. Metal powders and PTFE were purchased from Shanghai Naiou Nano Technology Co.,Ltd.,China.Triethanolamine,stannous octoate and phthalic anhydride were purchased from Beijing Innochem Science& Technology Co., Ltd., China.
2.2. Preparation of combustion smoke agent
150 g polyether polyol,10 g deionized water,6 g silicone oil and 0.5 g triethanolamine were mixed evenly, then 0.5 g stannous octoate was added and stirred to obtain homogeneous mixture.Afterwards, 100 g TDI was added to mixture and stirred at high speed to prepare foam intermediates and cured at 80◦C to obtain flexible PU foam. The chain growth and foaming reaction of PU porous materials were as follows:
The flexible PU foam was crushed into micron size and mixed with a certain amount of magnesium powder, aluminum powder,boron powder, PA and PTFE, then pressed into pyrotechnic grains with PU foam and PA smokescreen formula at mass ratio of 1:5,1:10,1:15,1:20,1:25.
2.3. Characterization
The Fourier transform infrared (FTIR) spectrum was obtained with a IN10 MX spectrometer (Nicolet Instruments). Scanning electron microscopy(SEM,Hitachi S-4800)images was performed at an accelerating voltage of 10.0 kV, and the samples were goldcoated before scanning to provide an electrically conductive surface. Energy dispersive spectroscopy (EDS) was performed at a power of 15.0 kV and an incident angle of 30◦. X-ray diffraction(XRD, Rigaku Ultima IV) patterns of the samples were performed over an angular range of 5—85.Laser masking was obtained by the ratio of transmission power to emission power of the laser(FP1060-fs). EMI shielding parameters were measured by a vector network analyzer (VNA, 3672-S, CETC Instruments). The compressive strength was measured on a testing machine (MTS Systems China Co, Ltd.). Thermogravimetric analysis(TGA) was performed with a TA Instruments Q5000 IR thermogravimetric analyzer under nitrogen atmosphere.
3. Results and discussion
The preparation and masking mechanism of combustion smoke agent was displayed in Fig.1. The resulting pyrotechnic grain was composed of PA as oxidant, magnesium and aluminum powder as combustible agent, PTFE as binder, PU foam and boron powder as combustible agent.The core-shell coating structure was formed by multi-component metal active materials and PTFE,while polyether polyol and TDI were polymerized and expanded into PU foam.The resulting PU foam was crushed and combined with combustibles,PTFE-coated active materials, etc. to be pressed into grains with a certain density, the smokescreen produced by these grains after ignition showed well shielding effect on laser and electromagnetic waves. Compared with simple blending, PTFE-coated metal active structure not only greatly improved the safety of flammable micronano metal active powders,but also effectively avoided the surface oxidation of active metal and improved the reaction activity. PU foam was flammable and possessed excellent resilience performance, which not only promoted the ignition and combustion of smoke agent, but also reduced the packing density and increased the porosity of smoke agent to promote the circulation of oxygen.
Fig.1. Illustration for preparation and masking mechanism of combustion smoke agent.
PTFE reacted violently with active metal after being ignited to form fluoride in the presence of oxygen,the formed smoke cloud cluster was composed of a large number of particles with different sizes.When laser and electromagnetic waves reached the smoke cloud cluster,they were partly reflected and absorbed by smoke particles,the remaining part continued to encounter the particles for reflection and absorption. By analogy, the transmitted laser and electromagnetic waves were extremely weak after multiple reflections and absorptions,so as to achieve the effect of shielding.
FTIR spectra of PU foam, smoke agent, PU/smoke agent and smokescreen was shown in Fig. 2. The characteristic peaks of PU foam at 3300 cm-1and 1640 cm-1were attributed to the stretching and bending vibrations of N—H in polyurethane, while the absorption peaks at 1385 cm-1and 1720 cm-1correspond to the stretching vibrations of C—N and ester bonds, respectively, indicating the successful synthesis of the polyurethane. The characteristic peak at 1200 cm-1in smoke agent curve was the asymmetric stretching vibration of F—C—F in PTFE,and the peak at 1150 cm-1corresponded to the symmetric stretching vibration of F—C—F.In addition,two obvious peaks at 1847 cm-1and 1755 cm-1were attributed to the antisymmetric and symmetrical vibrations of C═O in the PA cyclic anhydride, while 1154 cm-1was the characteristic peak of C—O in PA.No new characteristic peaks were found in the combination of PU foam and smoke agent,indicating that the introduction of porous PU did not change the chemical properties of smoke agent formulation. The characteristic peaks of smokescreen generated by the combustion of PU/smoke agent disappeared, indicating the complete combustion of PU/smoke agent. The absorption peak of N—H was observed at about 3400 cm-1,and the characteristic peak of N—H in aliphatic amine at 1607 cm-1and bending vibration of —CH3 at around 1308 cm-1were observed, indicating that some small molecules containing amino groups existed in the residual char.

Fig. 2. FTIR spectra of PU foam, smoke agent, PU/smoke agent and smokescreen.
Fig.3. (a),(b)SEM images of smoke agent;(c)PU foam;(d),(e)PU/smoke agent;(f)Smokescreen;(g)TEM image of smokescreen;(h)The surface sweep energy spectrum of smoke agent and (i) smokescreen.
The micro morphology of the obtained PU foam, smoke agent,PU/smoke agent and smokescreen were further characterized,and the results were shown in Fig. 3. PTFE with good adhesion and active metal powders formed irregularly shaped coating structure,corresponding elements appeared in the surface scanning energy spectrum.The adhesion of PTFE not only prevented the oxidation of metal powders, but also maximized the storage safety of smoke agent.PU foam basically presented fully open cell structure,and the thin cell wall presented a polygonal structure, resulting in the low density and large porosity. In addition, flexible segments in PU molecular chain endowed PU foam with good resilience,that is,the deformation could be restored after the external force removed.The smoke agent was not only filled in the voids of PU foam, but also adhered to the cell wall of PU foam to form PU/smoke agent composite,the large number of active functional groups in cell wall of PU foam and the excellent adhesion of PTFE caused the adhesion of PTFE on the cell wall of PU. PU/smoke agent was pressed into pyrotechnic grains and ignited to obtain smokescreen,the resulting smokescreen with different sizes presented porous and loose structure, which was conducive to the absorption and attenuation of laser and electromagnetic waves. Surface scanning energy spectrum showed that the smokescreen obtained by combustion reaction was mainly carbon material and fluoride formed by the reaction between PTFE and active metals.
XRD patterns was used to characterize the phase characteristics of smoke agent,PU/smoke agent and smokescreen,the results were shown in Fig. 4.The diffraction peak of 2θ at 18◦was attributed to PTFE, the obvious peaks of 2θ at 38◦, 45◦, 65◦and 78◦were the diffraction peaks of aluminum powder.Three peaks of 2θ at 30—40◦on the XRD curve corresponded to the characteristic peaks of magnesium powder. No new diffraction peaks were found in PU/smoke agent,indicating that there was no chemical reaction during ball milling process.The diffraction peak of smokescreen formed by PU/smoke agent combustion changed greatly, the characteristic peaks of PTEF, aluminum powder and magnesium powder disappeared, which proved that chemical reaction occurred in the combustion process. The peaks of 2θ at 28◦, 54◦and 58◦corresponded to AlF3formed by the reaction of PTFE with aluminum powder,while the peaks of 2θ at 38◦and 42◦corresponded to MgF2formed by the reaction of PTFE and magnesium powder. Various components in PU/smoke agent were physically mixed without chemical reaction, and PU/smoke agent reacted fully after ignition to form carbides, AlF3and MgF2.
Fig. 4. XRD patterns of smoke agent, PU/smoke agent and smokescreen.
Fig. 5. The transmittance of smokescreen produced by smoke agent to 532 nm and 1064 nm lasers.
The pyrotechnic grains (5 g) with different PU foam contents were ignited to generate smokescreen, and the transmission intensity of 532 nm laser and 1064 nm laser was divided by the emission intensity to obtain the transmittance of smokescreen, as shown in Fig.5.When the smoke agent was just ignited,there was a period of time in the platform area,and the laser transmittance was close to 100%. After that, the laser transmittance of smokescreen decreased dramatically in a short period of time until it approached 0%, which was due to the violent combustion of the smoke agent.With the prolongation of the burning time, the continuous consumption of reactants caused the attenuation of smokescreen concentration, so that laser transmittance of smokescreen gradually increased and stabilized until the fuel was completely burned.The pyrotechnic grains with the mass of only 5 g could shield the laser for more than 10 s,indicating good laser masking effect.As the content of PU foam increased, the formation time of smokescreen was shorter and the duration was longer. Smokescreen was an aerosol system formed by solid and liquid particles suspended in the atmosphere.The radiant energy of electromagnetic waves was absorbed and scattered by particles when incident on aerosol medium. Therefore, smoke extinction was the comprehensive result of absorption and scattering attenuation for electromagnetic radiation. PU foam with good resilience and large porosity endowed the pyrotechnic grains loose and porous structure,which provided sufficient circulation channels for oxygen and combustible gas, causing the rapid formation of smokescreen. In addition, the combustion of PU foam would release heat and continue to burn, so the heat required for combustion was continuously provided, resulting in continuous combustion of smoke agent.
The resulting smokescreen was mixed with paraffin wax and the electromagnetic interference (EMI) shielding effectiveness (SE) of samples with different thicknesses in GPS (Global Positioning System)band and X band were characterized,as shown in Fig.6(a)and Fig. 6(b), the corresponding dielectric constants are displayed in Fig. 6(c) and (d). The EMI SE of smokescreen to GPS band was greater than 30 dB, indicating well shielding performance. As the thickness of the sample increased, EMI SE in GPS band almost showed a linear growth trend,reaching a maximum of 65 dB when the sample thickness was 5 mm.Correspondingly,The EMI SE of the resulting smokescreen in X band was in the range of 15—38 dB and linearly increased with the increase of smokescreen thickness,reaching the maximum value of 30 dB when the sample thickness was 5 mm. As an important parameter affecting EMI shielding performance, the dielectric constant of the resulting smokescreen increased with the increase of sample thickness in GPS and X bands,that is, higher smokescreen concentration corresponded to better EMI shielding performance. The combustion of smoke agent produced carbides, AlF3and MgF2with different particle sizes and loose structure, these compounds showed excellent electrical conductivity. The resulting smokescreen with good conductivity was beneficial to the dielectric loss of electromagnetic waves,while the loose structure of smokescreen improved the absorption loss of electromagnetic waves. The resulting conductive smokescreen generated induced currents under the action of electromagnetic waves, which would weaken the penetration of electromagnetic waves according to Lenz's law, the loose structure and impedance matching of the resulting smokescreen were beneficial to electromagnetic wave absorption, so EMI shielding performance was improved [32,33]. In addition, electromagnetic waves passed through the smokescreen cloud cluster and collided with smoke particles, which caused part of electromagnetic waves to be reflected and part to be absorbed,the remaining part continued to be reflected and absorbed, resulting in efficient shielding of electromagnetic waves by smokescreen. The uneven particle size dispersion of smokescreen caused electromagnetic waves in different frequency consumed, resulting in wide-band shielding for electromagnetic waves.
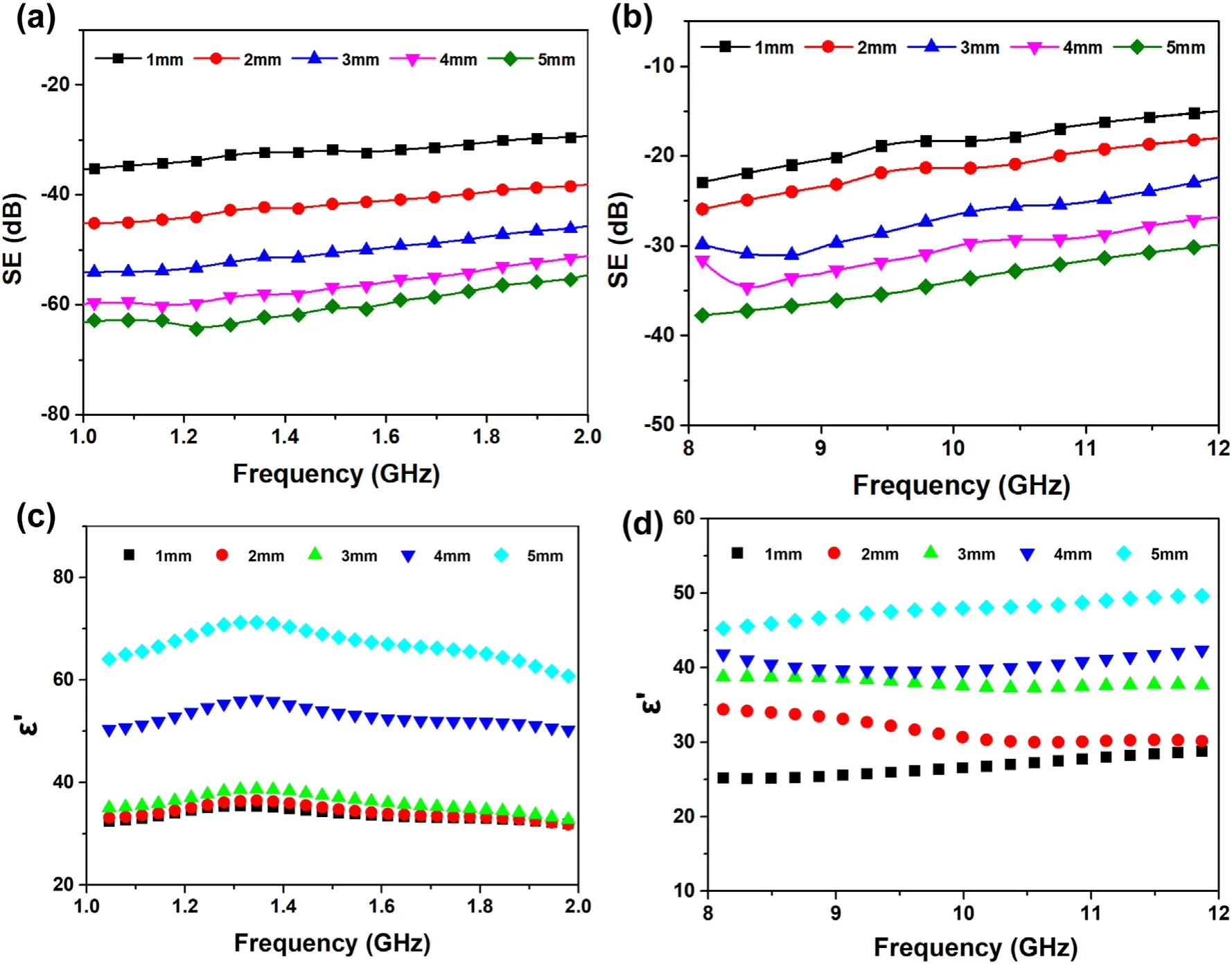
Fig. 6. (a), (b) EMI SE and dielectric constant (c), (d) of smokescreen produced by smoke agent in GPS band and X band.
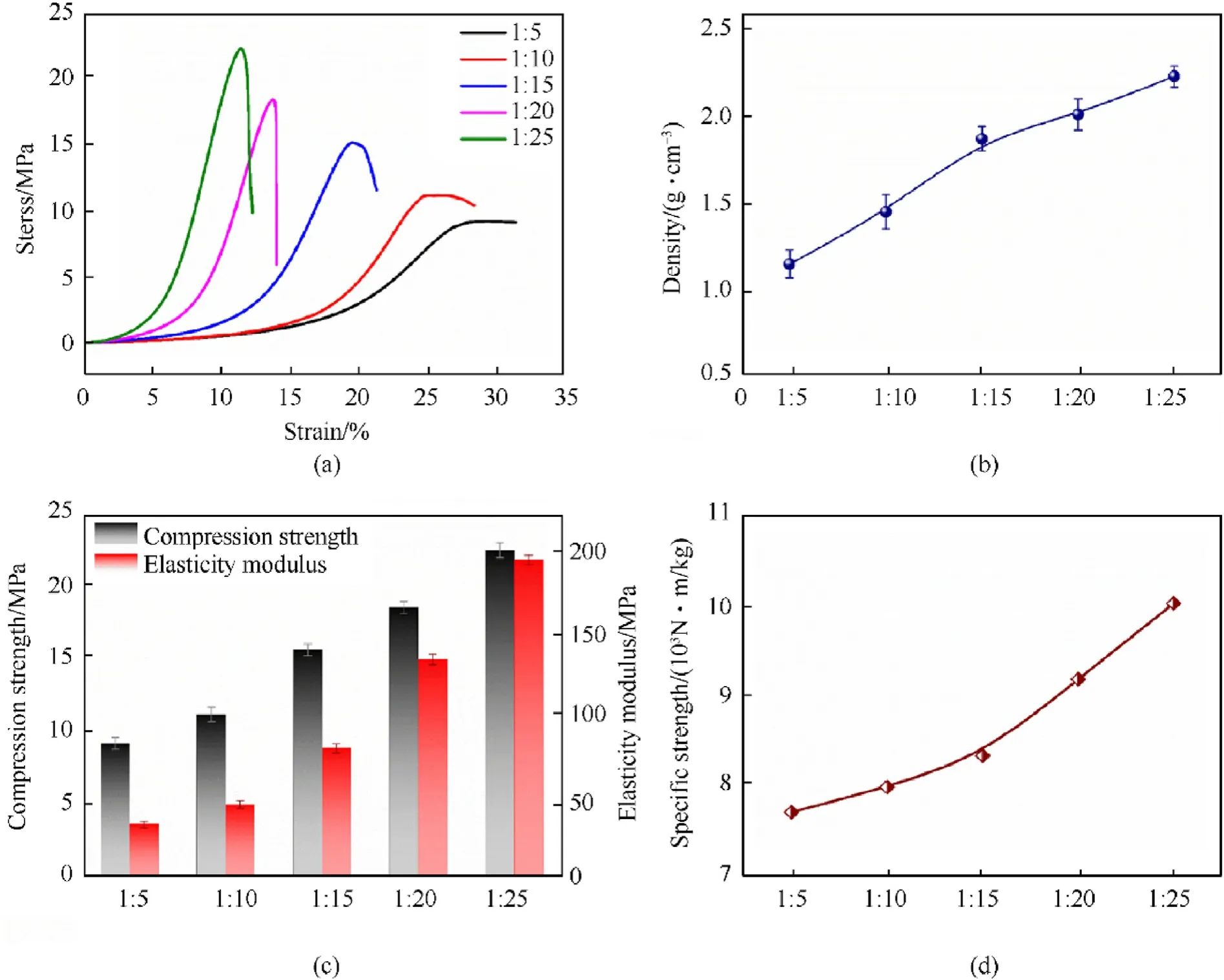
Fig. 7. (a) Compression stress-strain curves; (b) Density; (c) Compression strength and elasticity modulus; (d) Specific compression strength of smoke agent grains.
The mechanical property was an important factor affecting the performance of smokescreen. Therefore, the compression performance of the obtained pyrotechnic grains was characterized, as shown in Fig.7.The compression stress-strain curves of pyrotechnic grains could be decomposed into three stages.In the first stage,the stress did not change within a certain strain range when the external force was initially applied, which was caused by the porosity of PU foam in grains. In the second stage, the stress increased linearly with the increase of strain,which belonged to the elastic deformation and the deformation was recoverable when the external force removed, indicating that PU foam endowed fine elasticity to pyrotechnic grains. In the third stage, grains yielded and gradually decreased with the increase of strain, the deformation was irreversible when the external force removed.Pyrotechnic grains with different foam contents exhibit different mechanical properties,higher foam contents corresponded to better flexibility and elasticity.The excellent flexibility and resilience of PU foam not only endowed pyrotechnic grains with good mechanical properties,but also promoted the combustion reaction of pyrotechnic grains.With the increase of PU foam content, the density, compression strength as well as elastic modulus of grains decreased. Correspondingly, the specific compression strength (the ratio of compression strength to density)of grains also decreased with the increase of PU foam content. PU foam possessed a rich pore structure and excellent resilience, which could quickly recover from deformation when the external force removed.Therefore,the introduction of PU foam not only increased the porosity of pyrotechnic grains, but also imparted good elasticity to the grains so that they could maintain smaller stresses under large deformations.
The thermal stability of the resulting pyrotechnic grains was investigated by TGA and was shown in Fig. 8, and the thermal parameters were listed in Table 1. TGA and DTG curves showed that the thermal weight loss of grains was divided into three stages.The first stage corresponded to the thermal decomposition of small molecular by-products produced by the side reaction at 140—210◦C, the second stage corresponded to the thermal decomposition of PU at 300—400◦C,the third stage corresponded to the thermal decomposition of PTFE at 500—600◦C.T5wt%(temperatures at 5 wt%weight loss)and T10wt%(temperatures at 10 wt%weight loss) suggested that the introduction of PU foam was beneficial to the thermal stability of smoke agent under low temperature conditions,while T50wt%(temperatures at 50 wt%weight loss)and R700(the residual weight at 700◦C)indicated that PU was not conducive to the high temperature thermal stability of smoke agent.There was no obvious change in Tmax1, Tmax2and Tmax3(the temperature corresponding to peak of DTG curve), indicating that the content of PU did not affect the temperature of thermal cracking. Part of the small molecule by-products produced by thermal decomposition at low temperatures could be attached to the cell wall of PU foam, showing good low-temperature stability.However, the poor thermal stability of PU foam caused thermal cracking at 300◦C, resulting in a decrease in thermal stability of smoke agent under high temperature conditions.

Table 1Related parameters from the TGA tests.

Fig. 8. (a) TGA and (b) DTG curves of smoke agent grains.
4. Conclusions
Flammable PU foam with good resilience was introduced into smoke agent to obtain pyrotechnic grains, and the smokescreen cloud formed after being ignited showed good shielding effect on laser and electromagnetic waves.The flammability of PU foam was innovatively used as an advantage in smoke agents. PU foam not only successfully ignited the smoke grains as combustionsupporting agent, but also endowed the grains a certain porosity to promote the combustion reaction. In addition, PTFE-coated active metal avoided the oxidation reaction of metal and improved the reactivity. The resulting smokescreen showed a masking close to 0% for 532 nm and 1064 nm lasers, and also exhibited excellent EMI shielding performance in GPS and X bands.The introduction of PU foam reduced the density and improved the elasticity of the pyrotechnic grains, which was beneficial to enhance the low-temperature stability of smoke agent.
Declaration of competing interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Acknowledgements
We gratefully appreciate the financial support from the Fundamental Research Funds for the Central Universities (No.3090011182152), we also thank shiyanjia lab (https://www.shiyanjia.com) for the test of XRD.
杂志排行

Defence Technology的其它文章
- A review on lightweight materials for defence applications: Present and future developments
- Study on the prediction and inverse prediction of detonation properties based on deep learning
- Research of detonation products of RDX/Al from the perspective of composition
- Anti-sintering behavior and combustion process of aluminum nano particles coated with PTFE: A molecular dynamics study
- Microstructural image based convolutional neural networks for efficient prediction of full-field stress maps in short fiber polymer composites
- Modeling the blast load induced by a close-in explosion considering cylindrical charge parameters