曲轴斜油孔漏加工检测装置的设计
2023-06-30薛飞王其龙江豪王康辉黄巍唐一峰戈光福葛俊
薛飞 王其龙 江豪 王康辉 黄巍 唐一峰 戈光福 葛俊
摘要:针对曲轴斜油孔存在漏加工的技术问题,利用激光距离传感器设计了检测装置,低成本、可靠地杜绝了漏加工的质量隐患。
关键词:曲轴斜油孔;漏加工检测;激光距离传感器
发动机属于大批量生产。高效准确地防止每道工序遗漏加工对保证产品质量有重要意义[1]。为了给高速旋转的曲轴主轴颈和连杆颈表面施加润滑油,在曲轴的主轴颈和连杆颈之间设计有斜油孔,通过斜油孔将缸体曲轴孔油槽处的润滑油输送到连杆颈,曲轴的四个斜油孔全部在AF40工序用深孔钻加工完成。如果曲轴的斜油孔没有加工或钻头加工一半断裂,导致斜油孔没有完全贯通,或者因操作疏忽,导致曲轴斜油孔未加工流转到后续工序,这样的工件在机加工环节是不能被及时发现的,但是在装配后,由于无法向连杆颈输送润滑油,就会导致发动机咬死报废。
传统方案
目前,发现漏加工斜油孔的曲轴有依靠终检岗位肉眼识别和采用工业相机识别两种技术方案。这两种方案分别存在以下弊端。
1)终检岗位肉眼识别的弊端表现为:人员长时间在灯光下观察精加工的曲轴表面容易疲劳,存在漏检风险。曲轴斜油孔角度各不相同,如果需要确认每个斜油孔完全贯穿,需要大幅度翻转曲轴,人员劳动强度大。
2)采用工业相机识别的弊端表现为:由于曲轴斜油孔角度不同,需要分别配置多个工业相机,成本较高。
解决措施
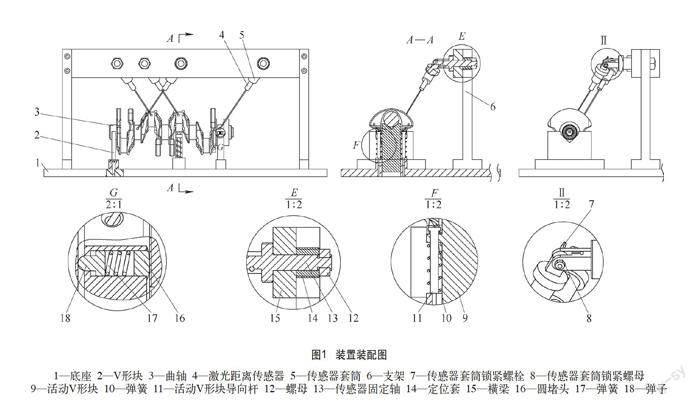
设计了一种曲轴斜油孔漏加工的检测装置(见图1),利用激光距离传感器对曲轴斜油孔进行检验。
图1中V形块通过螺栓固定在底座上,曲轴的主轴颈放置在V形块上,支架通过螺栓固定在底座上。激光距离传感器安装在传感器套筒内,锁紧螺栓将传感器套筒与传感器固定轴连接并紧固。活动V形块插入底座的方槽内,活动V形块导向杆插入在底座的孔内。弹簧套在活动V形块导向杆外部,一端支撑在活动V形块的凸台端面,一侧支撑在底座端面。螺母通过螺纹与传感器固定轴尾部连接。定位套套在传感器固定轴外部,一端与螺母接触,一端与横梁端面接触。横梁通过螺栓固定在支架上。弹子插入在固定V形块的孔内。弹簧插入在固定V形块的孔内,一端与弹子接触,另一端与圆堵头接触。圆堵头通过孔轴过盈配合固定在V形块的孔内。
通过工业机器人将曲轴两轴颈放置到V形块上后松开。在活动V形块和弹簧的弹力驱动下保证连杆颈向上,实现绕曲轴轴心线旋转方向的定位。同时在弹簧驱动弹子的作用下保证曲轴端面与圆堵头接触。实现曲轴在夹具内的完全定位[2]。通过调节并紧固传感器套筒锁紧螺栓、传感器套筒锁紧螺母、传感器套筒及传感器固定轴的位置,实现激光光束能平行地投射到曲轴斜油孔内。当没有加工斜油孔的曲轴被放置到夹具上,激光距离传感器的激光光束照射到曲轴主轴颈外圆表面上时,PLC接收到异常信号并报警。检测完毕,工业机器人抓走曲轴,整个过程自动循环运行。
装置特点
1)通过由弹簧控制的活动V形块的自动对中作用,实现曲轴绕轴心线旋转的定向。通过由弹簧力控制的弹子实现曲轴的轴向定位。
2)通过两个固定V形块实现对垂直与曲轴轴心线方向的移动和旋转定位 [3]。
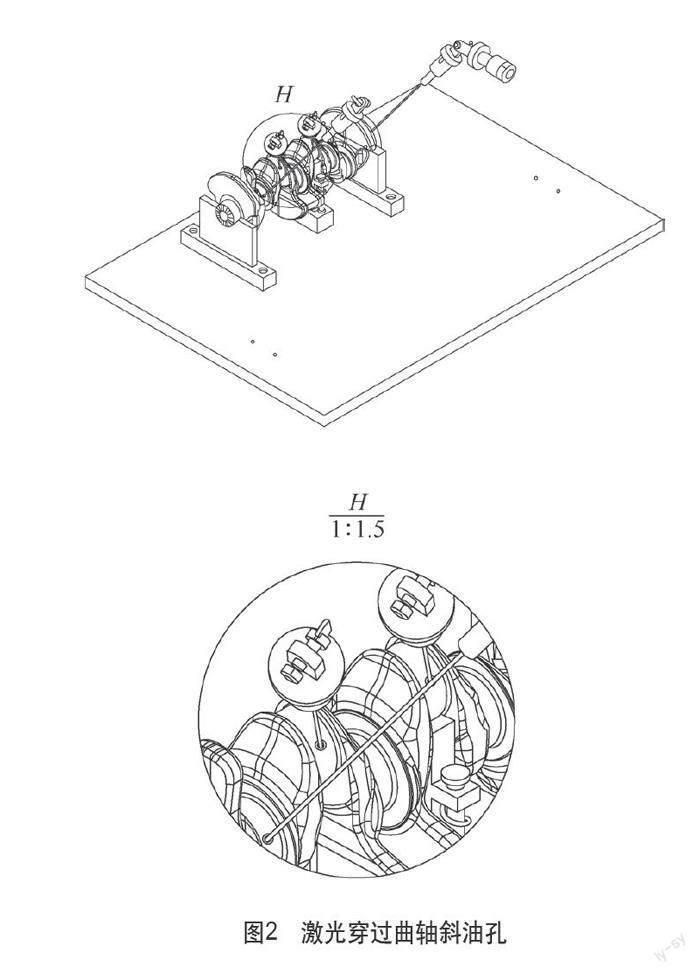
3)利用激光距离传感器、曲轴夹具对曲轴斜油孔进行检验。其中激光距离传感器是现有成熟技术,激光穿过曲轴斜油孔如图2所示。
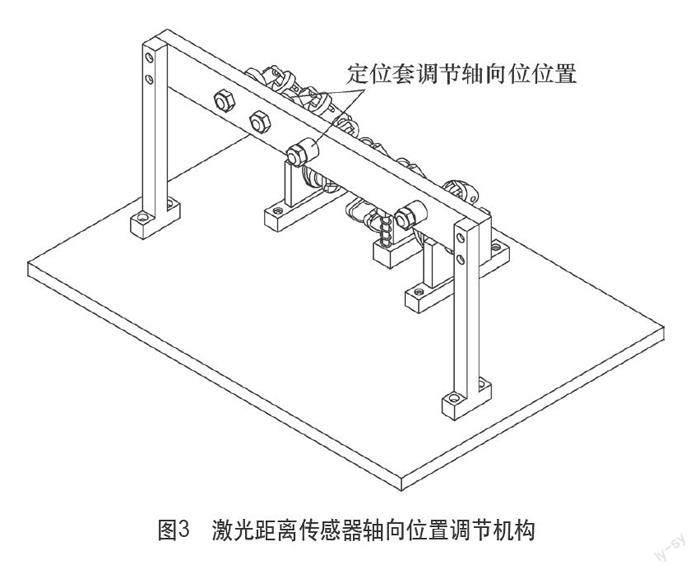
4)由于各个型号的曲轴斜油孔的角度、位置、曲轴轴颈直径及连杆颈升程各不相同,激光距离传感器通过固定在龙门支架上的传感器套筒、螺母、传感器固定轴及定位套调节位置(见图3),实现对应不同型号曲轴检测。
5)传感器固定轴上开有弹性槽。通过传感器套筒锁紧螺栓、传感器套筒锁紧螺母的锁紧与放松实现激光位置传感器摆角位置调节(见图4)。
结语
本装置结构简单,便于维护,可靠性好,使用操作方便,可有效地代替人工肉眼检验,对提升生产效率及保障产品质量,有较大的推廣价值。
参考文献:
[1] 胡家富.机加工生产线工问答250例[M].上海:上海科学技术出版社,2011.
[2] 王茂元.机械制造技术[M].北京:机械工业出版社,2008.
[3] 杨叔子.机械加工工艺师手册[M].北京:机械工业出版社,2011.